平膜加工工艺条件对聚丙烯制品性能的影响
2014-10-25关莉,胡斌,缪江
关 莉,胡 斌,缪 江
(中国石油 独山子石化公司研究院,新疆独山子833600)
0 前言
S 1003是拉丝级均聚聚丙烯,产品综合性能好,质量稳定,广泛应用于单丝、撕裂膜、打包袋、绳缆及片材等注塑领域。拉丝生产一般分为挤出、冷却、分切、加热拉伸、定型及收卷等步骤。拉丝生产过程中,挤出、冷却温度、加热拉伸温度及拉伸倍数等是影响制品性能的主要因素[1]。作者研究了平膜加工工艺条件对S 1003制品性能的影响,并确定ME 30/9100V3平膜机加工S 1003的最佳工艺参数。
1 实验部分
1.1 原料
聚丙烯S 1003,拉丝级,熔体流动速率为3.0 g/min左右,独山子石化公司。
1.2 仪器及设备
流延膜机ME 30/9100V3,德国OCS公司。电子万能试验机LJ-2500,意大利CEAST公司。
雾度仪WGT-S,上海精密科学仪器有限公司。
1.3 性能测试
采用电子万能试验机测试薄膜的拉伸性能,按照GB/T 1040.3—2006进行。
采用雾度仪测试薄膜的雾度,按照GB/T 2410—2008进行。
2 结果与讨论
ME 30/9100V3平膜机加工原理是,树脂在挤出机中熔化后,通过T字型机头狭缝挤出;再经冷辊牵引、冷却定型成为拉伸薄膜;最后经卷曲辊收卷。通过分析,研究了机筒温度、冷辊温度、主机转速和牵引速度等因素对制品性能的影响。
2.1 机筒温度
机筒温度决定了塑料的熔融状态和塑料的黏度,从而影响熔料在整个加工过程中的流动和冷却。机筒温度设定一般高于材料熔点50~130℃[1]。加工S 1003机筒温度选择185~245℃。机筒温度对S 1003制品的拉伸强度、屈服应力、雾度及断裂拉伸应变的影响,如图1,2,3,4所示。加工条件:冷辊温度20℃,挤出转速20r/min,牵引速度与之匹配。

图1 机筒温度对S 1003制品拉伸强度的影响
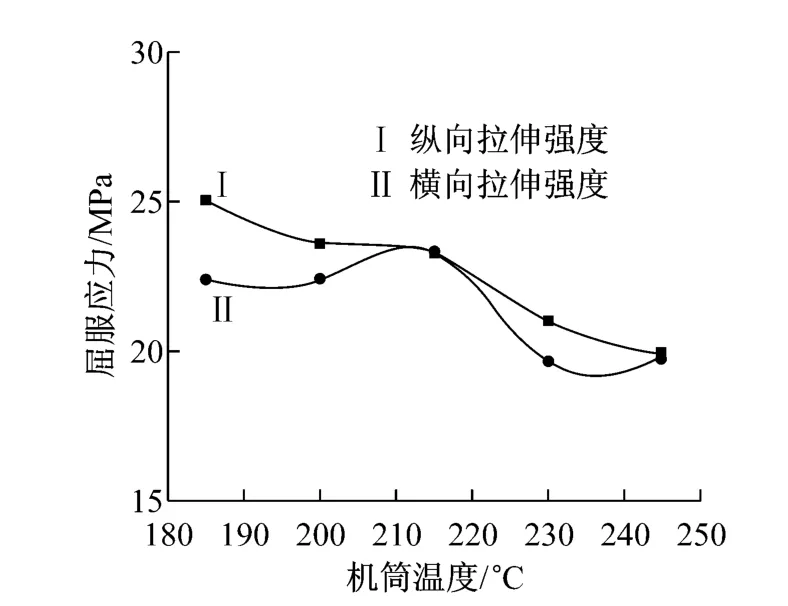
图2 机筒温度对S 1003制品屈服应力的影响

图3 机筒温度对S 1003制品雾度的影响

图4 机筒温度对S 1003制品断裂拉伸应变的影响
由图1,2,3,4可见:在试验的温度范围内,随着机筒温度的上升,S 1003膜片的拉伸强度和屈服应力降低,雾度也显著下降。分析认为:在牵引作用下,有活动能力的分子链进行取向排列,温度升高时,分子链活动能力增强,有足够能量进行有序排列,取向程度和结晶能力均提高。但由于温度升高,熔体与口模的温差增大,冷却速率增大,结晶程度不完善。综合取向与结晶的影响结果,抗拉强度和屈服应力均呈降低趋势;而冷却速率的增大,结晶的不充分有利于薄膜的透明度提高。
从试样的塑化程度分析,低于215℃的试样塑化不足,进而导致膜片表面晶点较多,不利于扁丝生产过程中膜片分切和胚丝拉伸,所以对S 1003拉丝工艺来说,机筒温度的设置应高于215℃。
2.2 冷辊温度
聚丙烯属结晶性塑料。冷辊温度决定了塑料结晶度、制品的透明性等性能,并对其他的加工工艺条件也有影响。冷辊温度对S 1003制品的拉伸强度、屈服应力、雾度及断裂拉伸应变的影响,如图5,6,7,8所示。加工条件:机筒温度230℃,挤出转速20r/min,牵引速度与之匹配。

图5 冷辊温度对S 1003制品拉伸强度的影响
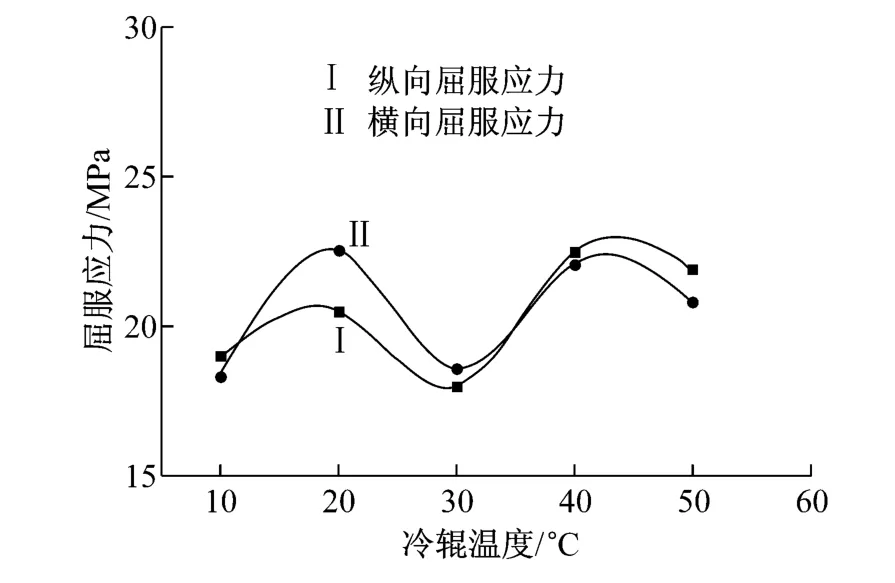
图6 冷辊温度对S 1003制品屈服应力的影响
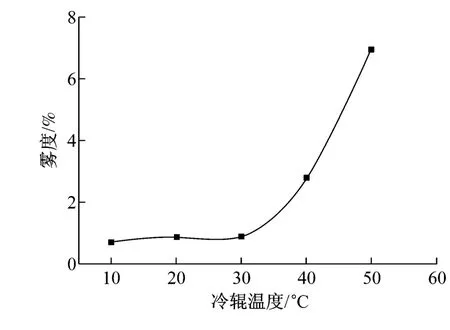
图7 冷辊温度对S 1003制品制品雾度的影响

图8 冷辊温度对S 1003制品断裂拉伸应变的影响
由图5,6可见:在试验的范围内,不同冷辊温度下的膜片,其纵、横方向上的拉伸强度、屈服应力有一定差异,但没有呈现显著增加或降低的变化规律。分析认为:冷辊温度升高,冷却速率下降,分子链更容易取向,结晶完善程度提高,容易形成较大的晶粒[2]。
由图7,8可见:随着冷辊温度的上升,膜片纵向的断裂拉伸应变略有下降,雾度显著增大。这是由于冷辊温度升高,冷却速率下降,则结晶度相对较高,因而透明性下降,断裂拉伸应变降低。这不利于后续扁丝生产过程中的高倍拉伸,同时易出现竹节丝等缺陷[3]。此外,从外观上观察:当冷辊温度超过30℃时,雾度急速上升。因此,S 1003平膜加工较适合的冷辊温度为20~30℃。
2.3 挤出转速
对于固定膜厚的PP膜片来说,牵引速度和挤出转速需相匹配的。挤出转速影响制品的透明性、光泽性及膜厚的均匀性。挤出转速对S 1003制品拉伸强度、屈服应力、雾度和断裂拉伸应变的影响,如图9,10,11,12所示。加工条件:机筒温度230℃,冷辊温度20℃。

图9 挤出转速对S 1003制品拉伸强度的影响

图10 挤出转速对S 1003制品屈服应力的影响
由图9,10,12可见:在试验的范围内,随着挤出转速的增加(牵引速度增大),膜片的纵向拉伸强度、屈服应力增大,纵向断裂拉伸应变降低。这是由于挤出转速增加,使得膜片受牵引方向的拉伸取向增强,因而拉伸强度增加,而断裂拉伸应变下降;横向的拉伸强度、屈服应力、断裂拉伸应变等变化不大。
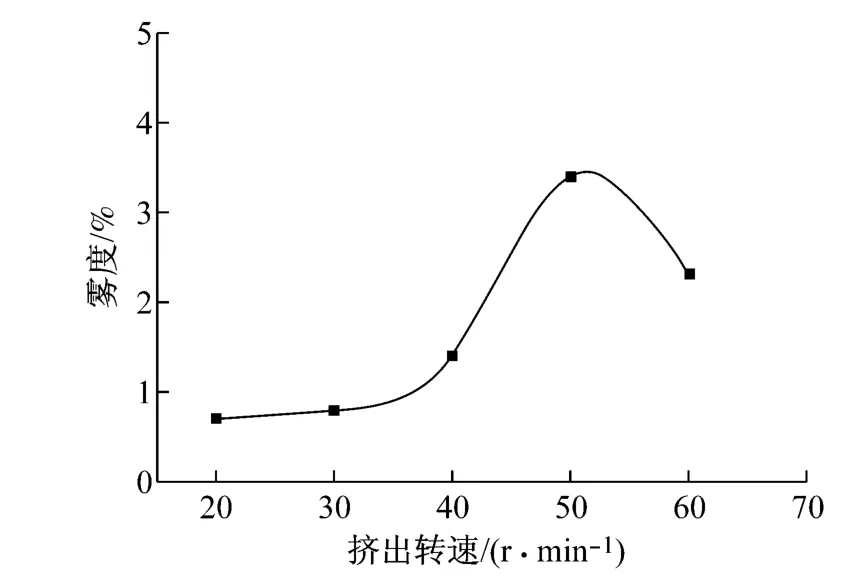
图11 挤出转速对S 1003制品雾度的影响

图12 挤出转速对S 1003制品断裂拉伸应变的影响
由图11可见:随着挤出转速增加,膜片的雾度增大。这是由于挤出量不断增加后,膜片冷却不足所致。此外,从外观上分析:随着挤出转速增加,膜厚均匀性显著下降。这是由于较快挤出转速下挤出量不均现象加剧造成的。膜片冷却不足,则结晶较完善,不利于后续扁丝生产时的高倍拉伸;而膜厚均匀性则与后续生产的扁丝线密度均匀性直接相关,因此,挤出转速不宜过高。综合制品的力学性能和雾度考虑,S 1003平膜加工的挤出转速控制在40r/min(牵引速度8.0m/min)左右为宜。
3 结论
(1)机筒温度由185°C升高到245°C,膜片的纵向拉伸强度由75MPa降至45MPa。但机筒温度低于230°C时,膜片的雾度过高,表面晶点较多,不利于膜片分切和扁丝拉伸,因此,机筒温度的设置不宜过高或过低。
(2)冷辊温度由10°C升高至30°C,膜片的雾度基本稳定,保持在0.7%左右。当冷辊温度由30°C升高至50°C,膜片雾度猛增至7%,不利于扁丝生产过程中的高倍拉伸,因而冷辊温度不宜过高。
(3)挤出转速由20r/min增加至60r/min,膜片的纵向拉伸强度由50MPa升高至60MPa,但雾度也由0.7%上升至3.5%,膜厚均匀性下降,不利于扁丝生产过程中的高倍拉伸及扁丝线密度的均匀性,因而挤出转速不宜过高。
(4)使用 ME 30/9100V3平膜机加工S 1003时,工艺参数:机筒温度230~245℃,冷辊温度20~30℃,挤出转速40r/min(牵引速度8.0m/min)左右。
[1] 吴培熙,王祖玉,景志坤,等.塑料制品生产工艺手册[M].2版.北京:化学工业出版社,2000.
[2] 洪定一.聚丙烯——原理、工艺与技术[M].北京:中国石化出版社,2007.
[3] 段为,朱卫平,戴文利.塑料扁丝研究进展[J].塑料制造,2010(7):65.
