弧线型四辊卷板机加工数学建模
2014-10-17戴春龙
王 佳,颜 洁,戴春龙
· (1.江苏科技大学 机械工程学院,江苏 镇江 212003;2.镇江中船现代发电设备有限公司,江苏 镇江 212009)
弧线型四辊卷板机加工数学建模
王 佳1,颜 洁2,戴春龙1
· (1.江苏科技大学 机械工程学院,江苏 镇江 212003;2.镇江中船现代发电设备有限公司,江苏 镇江 212009)
在普通四辊卷板机在卷板加工时借助操作者经验和靠模来确定辊位运动位置是非常困难的。在分析了一种侧辊弧线运动的四辊卷板机的机械结构和工作原理的基础上,根据其机械结构建立了加工时辊位机构运动简图,并确定了加工时辊位的数学模型。这不仅方便操作者确定加工辊位,而且能为实现卷板机加工的数控化奠定基础。
四辊卷板机;机械结构;数学模型
0 引言
卷板机用于金属板材的弯曲成形工作,其中四辊卷板机比三辊卷板机具有可卷制弧形和一定范围内的锥形工件,并有预弯功能,剩余直边小,工作效率高,卷制功率小,精度高,对金属板材进行粗略校平等特点。目前,在卷板行业中应用越来越广泛。但是,国内生产的四辊卷板机都是普通卷板机或者PLC控制的简易数控卷板机,全功能型数控四辊卷板机只有国外某些卷板机企业可以生产,其中的一个问题是四辊卷板机加工时辊位数学模型的建立[1]。目前,国内三辊卷板机加工的辊位数学模型已经建立,并用于数控三辊卷板机的自动加工中[2]。也有对侧辊成直线运动规律的四辊卷板机加工辊位数学模型的研究[3]。本文在分析侧辊成弧线运动规律的普通四辊卷板机的机械结构和加工工艺基础上,简化出其机械运动简图,并最终建立其数学模型,不仅方便操作者确定加工辊位,而且能为实现卷板机加工的数控化奠定基础。
1 四辊卷板机结构
四辊卷板机主要由翻倒装置、矮机架装置、上辊装置、两个侧辊装置、下辊装置、高机架装置、平衡装置、液压传动装置、液压系统和底座等组成,如图1所示。工作辊由四个辊子组成:上辊、下辊和两条侧辊。上辊为主驱动辊,通过轴承固定在高、矮机架上,其位置固定,只能由液压系统向液压马达提供动力,液压马达带动上辊做旋转运动(正、反转);下辊固定在轴承座中,轴承座在高、矮的导槽中做升降移动,升降位移由计算机控制;两个侧辊用来弯曲板材,安装在侧辊轴承座里面,其轴承座可以做弧线升降运动。
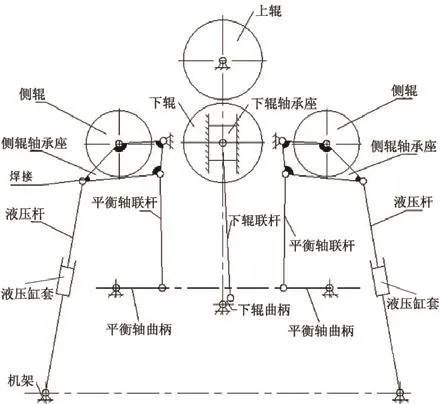
图1 四辊卷板机的运动简图
2 工作原理
该四辊卷板机的动力由液压系统提供,它的执行装置主要有液压马达(带动上辊和下辊的旋转运动)和液压缸(使下辊和两个侧辊做升降运动)两种。其卷制筒形工件的过程如图2所示。图2(a)是卷制板材的准备阶段,下辊上升与上辊压紧板材,液压马达带动上辊和下辊旋转,利用摩擦力带到板材向右运动,右侧辊位置两侧的上边缘母线紧贴着板材下平面,让板材保持水平,准备卷制板材;图2(b)是板材预弯阶段,右侧辊由液压缸带动沿着轨迹上升,迫使板材向上弯曲,并有四辊卷板机的控制系统控制右侧辊到达的位置,预弯结束后,液压缸保持压力,右侧辊保持原有位置,液压马达带动上、下辊做旋转运动带动板材向右运动,使板材卷制成大体形状,当板材卷制成3/4的圆左右时,剩余的部分由左侧辊来弯制,直到左右侧辊在同一水平面上(图2(c)),最后一步是精确卷制(图2(d)),左右侧辊保持原有位置不变,上、下辊旋转带动粗卷制成的板材运动,这样以确保圆筒的圆度。
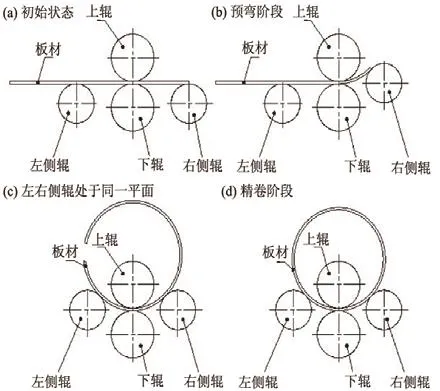
图2 四辊卷板机的卷板原理
3 数学模型的建立
从图1可以看出,四辊卷板机由四部分组成,分别是左、右侧辊机构,上辊机构以及下辊机构。左侧辊机构和右侧辊机构基本一致,分析其中的左侧辊机构。平面机构自由度的计算公式为:

式中:n为机构中活动构件的个数;PL为机构中低副的个数;PH为机构中高副的个数。左侧辊机构由7个构件组成,其中侧辊,跟着侧辊轴一起做升降运动,构成一个构件,故侧辊在升降运动中有5个活动构件,7个低副,0个高副,即n=5,PL=7,PH=5,代入式(1)中得到,F=3×5-2×7-0=1。因此,侧辊机构只有一个自由度,这就是说,只要控制侧辊液压缸伸缩长度就能很好的控制侧辊的位置。本文提到数学模型,主要是根据卷制的圆筒半径来计算两侧辊液压缸的伸缩量。
上辊机构中,上辊相对机架的位置不动,只要控制上辊的旋转就可以了。下辊机构是一个曲柄滑块机构,是一种常用机构,因此只要控制好曲柄旋转的角度就可以很好地夹紧板材。因此,我们只要建立四辊卷板机卷制过程中图2(a)和(d)时的数学模型。基于以上运动简图绘制出四辊卷板机卷制过程中图2(a)的位置时的各机构位置图,如图3所示(图中点O1、A、C不共线)。
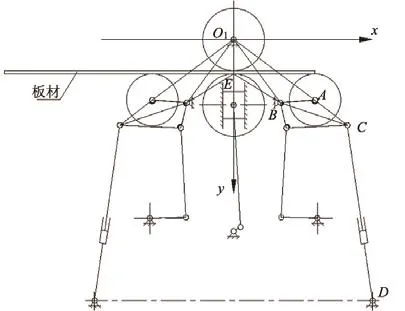
图3 卷板初始位置图
在图3中建立坐标系,则点O1坐标为(0,0),设点A、B、C、D和E的坐标分别为A(xA,yA)、B(xB,yB)、C(xC,yC)、D(xD,yD)和E(0,yE),其中点B、D的坐标是机架上的点,相对现有坐标系是固定不动的,可以由四辊卷板机本身的尺寸来确定。液压缸伸出总长L就是图3中的点C和点D之间的距离,即:

式中:L1为点O1和点C之间的距离,即;θ为直线EO1和直线O1C之间的夹角∠EO1C。
L1和θ分别由式(3)、(4)求出:

式中:L2为点A和点C之间的距离,即,是卷板机侧辊轴承座上的固定尺寸,是已知的;θ1为直线O1A和直线AC之间的夹角∠O1AC,可由公式(5)解出。

式中:θ2为∠AO1C;θ3为∠AO1B;θ4为∠BO1E。

式(5)中,θ5为∠BAC;θ6为∠BAO1。
点A的坐标(xA,yA)由式(6)和式(7)解出:
式中:D为上辊的直径;d为侧辊的直径;t为板材的厚度。

式中:L3为AB的长度,可以在侧辊轴承座的尺寸中查到,是已知的。
点E点坐标为 (0,yE),其中

式(4)、(5)中的角度只要点A、E确定之后就可以根据余弦定理求出。
以下建立图2(d)位置时数学模型。
在图4中建立的坐标系,点O1坐标为(0,0),设点A、B、C、D和O的坐标分别为A(xA,yA)、B(xB,yB)、C(xC,yC)、D(xD,yD)和O(0,yO),其中点B和点D的坐标是机架上的点,相对现有坐标系是固定不动的,可以由四辊卷板机本身的尺寸来确定。液压缸伸出总长H就是图4中的点C和点D之间的距离,即:

式中:H1为点O和点C之间的距离,即;φ为直线OO1和直线O之间的夹角∠O1OC。H1和θ分别由式(10)、(11)求出。

式中:H2为点A和点C之间的距离,即,可以根据结构尺寸查出;H3为点A和点O之间的距离,即,可由式(11)求出;φ1为直线OA和直线AC之间的夹角∠OAC,可由式(13)解出。

式中:φ2为∠AOC;φ3为∠AOB;φ4为∠OBO1。

图4 卷板成型时位置图
由于圆筒的外圆与侧辊相切,故:

式中:D1为所卷制的圆筒直径。

式中,φ5为∠BAC;φ6为∠BAO。
点O的坐标 (0,yO),根据条件可以求出:

这样其它角度就可以确定下来,因此,H与D1、t1有关,也就是说液压缸的伸长量H是由卷制圆筒的半径D1/2和厚度t1确定的。
4 结束语
本文通过四辊卷板机的结构和工作原理,建立了四辊卷板机的运动简图,并分析了其运动自由度,最终建立了其加工时辊位的数学模型,通过CAD软件及实际加工验证了该模型的正确性。由于,本数学模型建立的是纯几何模型,没有考虑板材加工回弹问题,后续可以在几何模型基础上进一步建立其力学模型。
[1]杨树平,马悦山.四辊卷板机的数控实现[J].沈阳化工学院学报,2005,19(2):110-112.
[2]杜 鹏.三辊对称卷板机的参数计算模型与运动仿真[J].太原科技大学学报,2006,27(1):15-19.
[3]李云云.基于数模平台的四辊卷板机辊位工艺位置的计算[J].锻压技术,2010,35(5):80-83.
Mathematical Modling of Cambered Four-roller Bending Machine Processing
WANG Jia1,YAN Jie2,DAI Chun-long1
(1.School of Mechanical Engineering ,Jiangsu University of Science and Technology,Zhenjiang 212003,China; 2.Zhenjiang Chinese Ship Modern Power Equipment Co.,Ltd.,Zhenjiang 212009,China)
It is very difficult to determine the roller motion position with the help of operator experience and a template during bending processing of common four-roller bending machine.On the basis of analyzing the mechanical structure and working principle of the four roller bending machine with a side roller cambered movement,the diagram of mechanism motion for roller position at processing is established according to the mechanical structure.And the mathematical model of roller position at processing is determined.This is not only convenient for the operator to determine the processing roller position,and can lay the foundation for the realization of machining CNC for bending machine.
four-roller benging machine; mechanical structure; mathematical model
TG333.25
A
王佳(1979-),男,讲师,研究方向为机械工程。