基于逆向工程的玩偶数控加工技术探讨
2014-10-15陈子银
陈子银
(江苏省徐州机电工程高等职业学校,江苏 徐州221011)
1 基于Master CAM软件的数控加工刀具轨迹的规划
1.1 玩偶数控铣削加工过程
玩偶的数控铣削加工,就是指在数控加工中心上对玩偶逆向工程中获得的曲面进行加工的工艺过程。其主要流程如下:(1)根据玩偶逆向工程获得曲面进行工艺分析;(2)用规定的程序代码和格式编写零件加工程序单;(3)程序的输入或传输至MCU;(4)对输入/传输到数控单元的加工程序进行试运行和刀具路径仿真模拟等;(5)通过对机床的正确操作运行程序;(6)完成零件的加工。
1.2 数控加工刀具轨迹规划
在玩偶曲面的CAD/CAM自动编程中,刀具轨迹的生成算法是数控系统的核心部分,这里我们主要是针对玩偶曲面的三轴数控加工进行分析。归纳起来,对于玩偶曲面加工,由曲面模型生成无干涉刀位轨迹主要有以下4种策略:曲面模型—偏置面模型—无干涉刀位轨迹;曲面模型—刀触点轨迹—无干涉刀位轨迹;曲面模型—点阵模型—无干涉刀位轨迹;曲面模型—无干涉刀触点轨迹—刀位轨迹。
通过分析玩偶曲面的结构特点,结合数控加工工艺分析及玩偶零件数控铣削加工前的毛坯供应状态,玩偶在数控加工中心进行铣削加工的工步安排如下:(1)进行玩偶曲面的粗加工,主要目的是去除较大的切削余量;(2)进行玩偶曲面的半精加工和精加工,主要目的是基本满足加工要求;(3)进行玩偶曲面的交线清角加工,主要目的是满足所有加工要求。
2 玩偶的数控加工工艺分析与编程
玩偶曲面的数控加工编程主要是利用 Master CAM来实现。
(1)玩偶曲面毛坯的设置包括设置工件大小、原点、材料等。因此,设置毛坯大小为100 mm×100 mm×35 mm来定义加工范围,调整原点位置为(0,10,25),设定此原点位置为编程原点,以此点建立的坐标系即工件坐标系。
在对玩偶曲面进行自动编程分析时,首先遵循的原则是选择工件或夹具上某一点作为程序的原点,这就是玩偶曲面自动编程过程中的参考坐标系。应用 Master CAM软件的毛坯设置功能完成玩偶毛坯设置,如图1所示。
(2)应用Master CAM软件中的等高外形粗加工方法来实现玩偶曲面的粗加工。操作方法是:采用TOOLPATH命令→SURFACE命令→ROUGH命令→CONTOUR命令对曲面进行等高外形粗加工。通过分析和比较选择的刀具为直径6 mm的平头立铣刀,Z向切深为0.5 mm。这样获得的玩偶曲面粗加工刀具路径轨迹如图2所示。
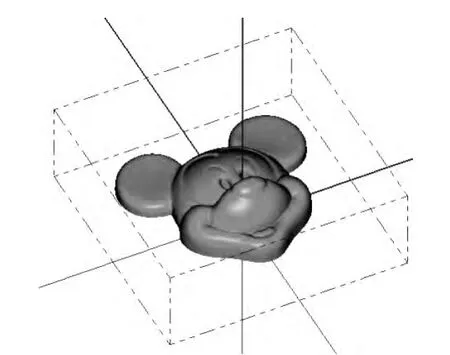
图1 玩偶毛坯设置结果
(3)应用Master CAM软件中的平行精加工方法来实现玩偶曲面的精加工。操作方法是:采用TOOLPATH命令→SURFACE命令→FINISH命令→PARALLEL命令进行玩偶曲面的半精加工。通过分析和比较选择的刀具为直径4 mm的球头铣刀,切削余量0.5 mm,切削行距1 mm,步长公差0.1 mm。这样获得的玩偶半精加工刀具路径轨迹如图3所示。
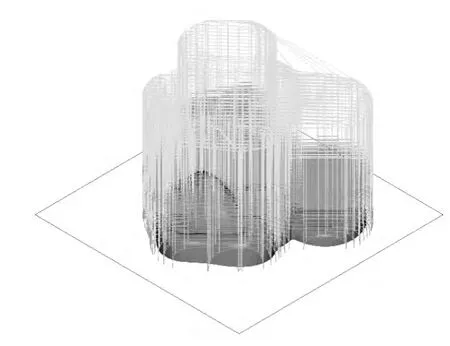
图3 玩偶半精加工路径
(4)应用Master CAM软件中的精加工方法来实现玩偶曲面的精加工。操作方法是:采用TOOLPATH命令→SURFACE命令→FINISH命令→PARALLEL命令进行玩偶曲面的半精加工。通过分析和比较选择的刀具为直径2 mm的球头铣刀,切削行距0.5 mm,步长公差0.05 mm。这样获得的玩偶曲面精加工刀具路径轨迹如图4所示。
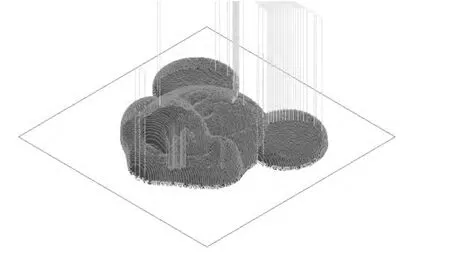
图4 玩偶精加工路径
(5)应用Master CAM软件中的清角精加工方法来实现玩偶曲面相交加工区域的清角精加工。操作方法是:采用TOOLPATH命令→SURFACE命令→FINISH命令→PENCIL命令对曲面进行交线清角精加工。玩偶曲面清角精加工刀具路径轨迹如图5所示。

图5 玩偶清角加工路径
玩偶曲面清角精加工的目的是切除粗加工和精加工后两个相交曲面之间剩余的材料,以达到零件的形状精度要求。通过玩偶曲面的加工分析,清角加工刀具路径只产生在相交曲面之间,因此,加工范围很小,这一点与粗加工和精加工的概念不同。另外,由于是玩偶曲面相交的过渡区域的加工,清角精加工中一般采用尺寸较小的球铣刀。Master CAM提供了两种清角精加工方法,即残料清角(Leftover)和交线清角(Pencil)精加工方法。通过实际分析,这里选择交线清角精加工方法应用在玩偶曲面加工中。
(6)利用NC UTILIS→VERIFY对上述加工过程进行数控仿真模拟。Master CAM中设置了一个功能齐全的切削加工仿真器,在屏幕上能预见到实际的加工过程。可动态模拟刀具运动路径,控制模拟速度;可实体切削模拟,并测量实际切削完成后成品的各处坐标位置;可计算出实际加工时间;可定义素材形状,设定刀具不同颜色;可计算并分析图素。
(7)利用软件中的NC UTILIS→POST PROC对刀具轨迹文件进行后置处理并生成NC数控加工程序。在生成刀具路径的基础上,可选择不同型号数控系统(如FANUC、SIEMENS、MITSUBISHI等)生成符合ISO或EIA标准规定的G代码程序,并根据经验或实际加工条件对程序进行修改,这一过程称为后置处理。
3 玩偶的数控加工
玩偶曲面的加工是在JT-855型加工中心上进行的,它采用三轴联动。应用该加工中心进行玩偶曲面的加工,既能保证玩偶曲面的加工质量,又能保证加工效率,从而充分发挥数控加工中心的优势。图6为加工中心半精加工玩偶,图7为加工中心加工玩偶样品。

图6 加工中心半精加工玩偶

图7 加工中心加工所得的玩偶实物
(1)在生成程序前进行后置处理,选择能生成FANUC系统程序的后置处理文件。然后将 Master CAM软件生成的数控加工程序进行适当修改,以完全适应数控加工中心数控系统对数控指令的要求。
(2)使用精密平口钳或压板将要加工的玩偶毛坯安装在加工中心的工作台上,并进行正确装夹保证加工要求,以便做好加工前工艺工装的各项工作。
(3)Master CAM 软件自身具备数据通讯功能,可通过RS232接口将NC程序传入加工中心的数控系统,然后正确操作数控加工中心完成玩偶曲面的加工,并保证加工要求。
通过比较分析加工所得玩偶表面实物,在逆向工程中所得的CAD模型是符合要求的,而且玩偶的制造模型与数学模型也吻合,但是由逆向工程中重构得到的模型和实物样件存在一定误差,主要是由于点云获取过程中存在一定的失真,但对于形状要求较高的玩偶零件已经满足要求。另外,由于受加工中所用球头铣刀和加工步长等因素的影响,加工过程存在一定误差,但该加工所得实物能满足实物样件的要求。
4 结语
本文对玩偶零件的加工方案、编程零点和加工坐标系的确定等工艺进行了阐述和分析比较,并对刀具轨迹进行规划。阐述在Master CAM软件环境下,如何根据玩偶曲面的结构特征,编制玩偶的数控加工程序,才能获得较高的切削加工效率、较好的成型质量和加工粗糙度。