超窄脉冲微细电解铣削加工机理和成型预测建模①
2014-09-27李小海刘武奇孙赵宁王新荣丁海娟王晓霞
李小海, 刘武奇, 孙赵宁, 王新荣, 丁海娟, 张 霞, 王晓霞
(佳木斯大学机械工程学院,黑龙江 佳木斯 154007)
0 引言
以“离子”溶解去除金属材料的电解加工有望成为重要微细加工方法之一[1~3].本文采用高速旋转的简单柱状微细电极,通过控制其运动轨迹和微细电解加工的工艺参数,基于超窄脉冲电源,实现微细电解加工.
1 超窄脉冲微细电解铣削加工机理
采用超窄脉冲电源进行微细电解加工,依靠极间的双电层充放电,形成加工电流,加工区域具有很好的加工定域性,电流脉冲只持续很短的时间,而且采用微细工具电极、低浓度的钝化电解液和低的加工电压,所以工件的溶解只发生在非常靠近微细电极表面很小的区域内,远离微细工具电极的非加工表面因钝化层的保护不被蚀除,实现高定域加工.加工频率越高,越有利于改善微小加工间隙内电场、流场,加工精度也就越高.
在微细电解铣削加工工艺试验中,采用低浓度的钝化电解液,其具有较高的电阻,在超短脉冲电流作用下(20~30μs范围内),能够获得较好的尺寸精度和形状精度,说明在超短脉冲电流微细电解加工过程中,低浓度钝化电解液对双电层充电等效RC电路特性有显著影响.钝化电解液在微细电化学加工过程中,在工件表面上生成相当致密钝化层,对生成的致密钝化层性能展开研究,低浓度钝化电解液会增加电极间双电层充电等效RC电路电阻R值和充电时间常数,因此在钝化电解液中进行微细电解加工,钝化电解液表现出较好的定域加工效果,可以在微秒、亚微秒级脉冲电流作用下实现加工间隙在5μm以下的加工,且加工电流比以往的采用HCl活性电解液需要的电流大,能获得较高加工效率和加工精度[4].采用平衡电极法增大微细电极与电解液之间接触面积,降低微细电极与电解液间的压降,使在较低的加工电压下在钝化电解液中实现微细电解加工,定域加工能力进一步加强,将获得更高加工精度.微细电解铣削加工由于采用高速旋转的微细圆柱状电极作为加工工具,电极带动含固、液、气三相流体高速沿周向旋转流动,改善微小加工间隙内流场,使加工区域流场稳定的紊流,保持在狭小加工间隙内加工条件的一致性,保证加工间隙内电解液的电导率、温度等加工条件不变,阳极溶解一致性好,加工精度提高.另外,生成的微小气泡涡流场围绕电极侧壁形成气膜,降低侧壁杂散腐蚀.
2 微细电极的转速对电解铣削的影响
在微细电解加工过程中,加工间隙微小,电解液的冲刷效果远不如常规电解.在超窄脉冲微细电解加工中,采用高速旋转的电极,改善了加工间隙的流场,降低了浓差极化,电解产物排出容易,也显著提高了加工效率.微细电解铣削加工能够克服微细成型电解加工中由于加工空间狭小,电解液不流畅而使电解产物难以排除的问题,有利于将加工过程中产生的电解热和气体排除,不易出现微火花和短路现象,加工稳定性好,改善了极间流场.电极高速旋转有利于电解过程中产生的氢气在电极周围形成气膜,起屏蔽作用,减少电解杂散腐蚀.选择工件厚度为100μm不锈钢片,电解液为30g/L的Na-ClO3,加工电压为5.5V,电极转速与加工效率的关系如图1所示.
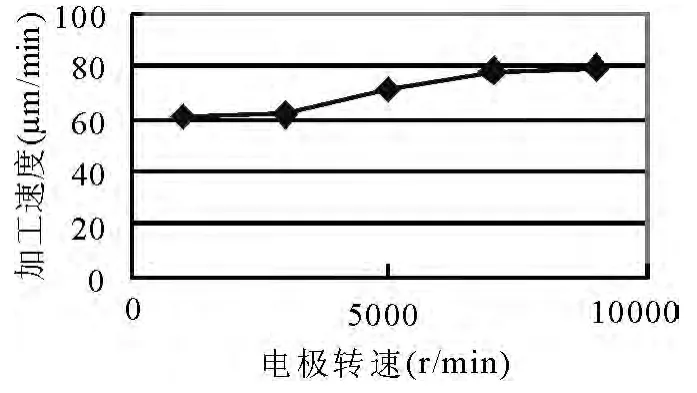
图1 电极转速与加工速度关系工艺试验
加工过程中,高速旋转电极带动间隙中的电解液形成高速旋转的微涡流流场,漩涡流有利于物质传递,优化微细加工间隙流场,具有足够流速的电解液能及时将加工区的氢气、金属氢氧化物等电解产物和热量带走.通过改变电极转速,对加工间隙中电解液流动状况进行改善,转速越快,流场越流畅,阳极溶解速度就越快.由于微细电极的高速旋转,在微细电极周围电解液均匀分布,在微小加工区内电解液流动稳定,有助于提高微细电解加工的稳定性,获得高的成型精度和加工表面质量,降低浓差极化,提高加工速度,减少微火花和短路的发生.由于电解液是有粘性的,旋转的工具电极是通过微细电解加工制作的,表面光滑,所以与电解液之间摩擦力小,形成的微涡流流场区域小,有利于减小加工间隙,电极旋转能带动电解液在微小加工间隙内流动,有助于将电解产物顺利地排除.高转速的电极虽然对电解产物的排除有利,但是电极转速的选择范围是受限制的,当转速过高时,微细电极在离心力作用下,发生电极抖动,旋转精度变差,从而影响加工精度,因此不易采用过高转速来提高加工效率,本文采用旋转速度为7000 r/min为宜.
3 微细电解铣削加工侧面成型的预测建模
微细电解铣削加工中,高速旋转微细电极使得在狭小加工间隙内电极间的电解液快速流动,加工间隙内的电解液的电导率在加工过程中保持稳定.工具电极材料采用匀质的银钨合金.在微细电解加工中产生的电解产物相对电解池的电解液来说微乎其微,且电解液循环流动,所以在加工过程中电解液成分不变.在超窄脉冲电流电解铣削加工中,加工间隙内的极间电场是准静态的,为了预测使用简单圆柱状微细电极的侧面进行电解加工微细三维结构的形状,下面建立一个数学模型描述利用简单圆柱状工具电极加工工件侧面成型,在工件上建立坐标OXYZ,如图2所示.假设在某一时刻t被电解铣削加工工件形成的侧面有一个点O,该位置可以用下式来表达:y=y(x,z,t).
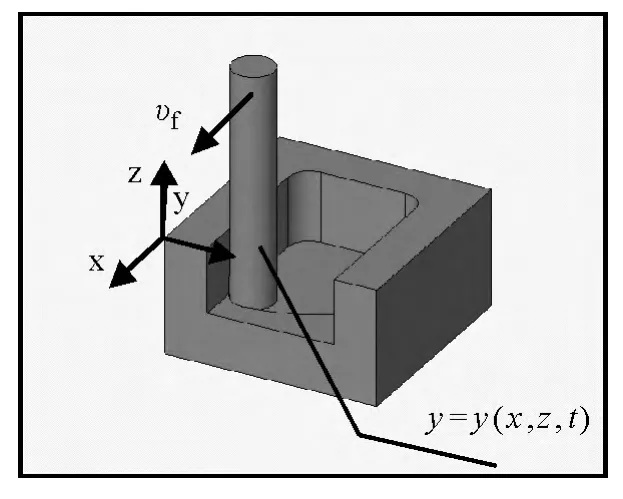
图2 用简单圆柱电极微细电解铣削加工微结构侧面成型预测建模坐标系
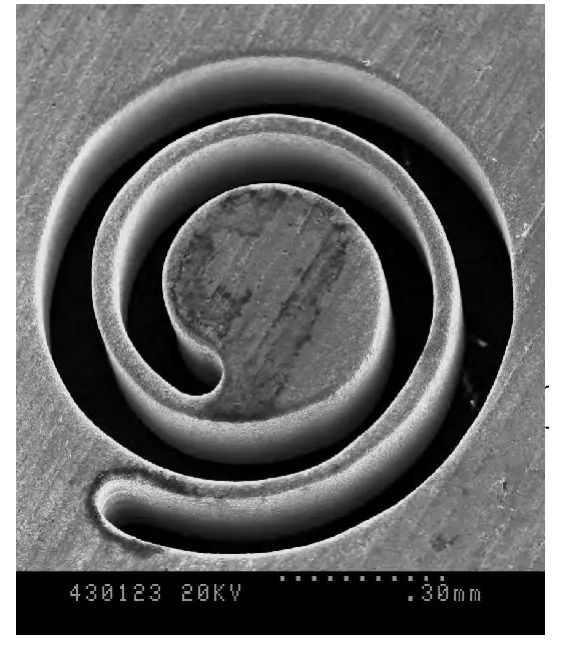
图3
依据法拉第定律和欧姆定律,在工件侧面给定的点O:y=y(x,z,t)对时间求导,得成型加工速度:

加工初始,即t=0时,被加工侧面初始空间O点位置可以表示为:

设φ是微细电解铣削加工中电解液中某点的电势,它是与位置相关的一个函数,即φ=φ(x,y,z).根据Laplace公式,加工间隙电解液不同位置的电位能够确定,利用法拉第定律和欧姆定律确定加工间隙内电解液中某点的电流密度.在微细电解铣削加工中生成的气体和电解热假设不影响电解液的电导率,那么侧面成型的边界条件和加工间隙某点的电流密度:
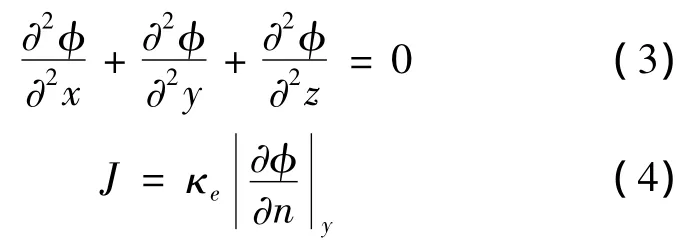
其中:J为电流密度;κe为电解液的电导率.
在普通电解加工过程中,在阳极和阴极表面的边界条件如下:阳极电势φ=V,阴极电势φ=0,V是阴极和阳极所加电压.在超窄脉冲微细电解加工过程中,由电极极化引起的超电压是重要影响因素之一,根据不同极化的原因,通常将极化分为浓差极化、电化学极化和电阻极化.电极极化所引起的总极化电压等于以上各类超电压之和.当微细电解加工中,加工间隙小于0.01mm,极化过电压是一个关于电流密度的函数,而非一个常数,会显著影响微细电解加工的表面成型.因此,在微细电解加工过程中阴极和阳极电势的边界条件如下所示:阴极为 φ =f(J,t);阳极为 φ =V-g(J,t).
式中f(J,t)和g(J,t)是在微细电解加工中关于阴极和阳极的极化过电压函数,是由两个电极间的浓差极化过电压和电化学极化过电压的总和决定其大小[5].
式(1)~(4)给出了工件和工具电极的相对运动关系.通过采用有限差分法能够解出这些偏微分方程.当选定一个足够小的时间段Δt时,可视为在这个时间段Δt内的电场和电流密度在侧面加工微小加工区域内是不变的,先确定这个已知的界面成型后,采用迭代算法,再确定下一个时间段t+Δt的成型边界,如此迭代,即可预测整个边界的成型.该成型预测数学模型将为下一步进行的微细电解铣削加工成型仿真奠定基础.
4 分层微细电解铣削加工试验
在300μm厚的304不锈钢上微细电解铣削加工微螺旋梁.加工条件:工具:Ø50μm的银钨电极;进给速度:80μm/min;电极的旋转速度:7000r/min;加工电参数:电压 5.0V,脉冲频率 13kHz,脉冲38μs;电解液:浓度为30g/L的NaClO3溶液.依据成型预测模型,可以得到加工尺寸、形状精度一致性好的微螺旋梁,如图(3)所示.
5 结论
利用超窄脉冲电源、低浓度NaClO3电解液,实现了微结构电解铣削加工,并对其加工机理进行分析,建立了成型预测模型,并加工出典型样件,证实了微细电解铣削加工的成型预测建模的正确性,为探索MEMS复杂器件加工提供了一个有效手段.
[1]B.Bhattacharyya and J.Munda.Experimental Investigation on the Influence of Electrochemical Machining Parameters on Machining Rate and Accuracy in Micromachining Domain[J].MACHINE TOOLS & MANUFACTURE,2003(43):1301-1310.
[2]M.Kock,V.Kircher,R.Schuster.Electrochemical Micromachining with Ultrashort Voltage Pulses:a Versatile Method with Lithographical Precision[J].ELECTROCHIMICA Acta ,2003(48):3213-3219.
[3]Kunio Chikamori.Possibilities of Electrochemical Micromachining[J].Int.J.Japan Soc.Pre.Eng.1998(1):37.
[4]Schuster R,Kirchiner V,Allongue P and Ertl G.Electrochemical Micromachining[J].Science,2000,(289):98-101.
[5]H.Rasmussen,J.A.McGeoughb.Theory of Overpotentials in Electrochemical Micromachining[J].Journal of Materials Processing Technology,2004,149:504-505.
