矿井提升机行程控制研究
2014-09-26褚新胜成梦玲司玉华
褚新胜, 成梦玲, 司玉华
(1. 临沂会宝岭铁矿有限公司 山东 临沂 277700; 2. 江苏科技大学 电子信息学院, 江苏 镇江 213000)
提升机是矿上运输的重要设备,它也是往复运行于井上和井下的机械设备,由于这样的工艺特点,矿上对提升机控制系统的高效性、安全性和可靠性具有较高的要求,而提升机的控制主要是对行程的控制,它是控制系统的重要环节,不仅影响提升机停车的精度,还关系到矿上的正常生产,因此研究提升机行程控制有重要意义。
行程给定就是根据提升机行程来确定速度给定信号,提升机减速段的速度给定信号如果是按时间给定的,则不管提升机运行的速度多大,它都按恒定减速度、恒定减速点进行减速,减速距离随着提升机最大运行速度变化而变化,减速距离发生变化,爬行距离也随之变化,提升机运行速度高,则减速距离变长,爬行距离缩短,相反的,就会减速距离缩短,爬行距离变长,影响提升周期;若提升机速度给定信号采用行程给定,减速点随着提升机最大运行速度变化而变化,在减速到停车区间时,就可根据提升机提升容器距停车点距离确定速度给定信号,在停车区间的任何一个位置都会对应一个行程给定的速度信号,它只与提升机提升容器的位置有速距离缩短,爬行距离变长,影响提升机提升周期。提升机减速段的速度关,所以不管提升机是手动或者自动,都可按行程给定产生的速度信号减速运行,并且安全可靠,停车准确,克服了时间给定方式缺点。
我国大多数提升机行程控制采用机械式控制,很难满足现代高效性的提升机控制系统,因此将PLC应用到提升机行程控制,按行程控制要求对系统硬件配置,设计软件方案,满足提升机电控系统对行程控制的要求。
1 S形速度曲线的产生

文中采用图1的S形速度曲线[2],曲线模型如下:
图中曲线分为四段:起动加速段(0~t3)、匀速段(t3~t4)、减速段 (t4~t7)和爬行段 (t7~t8)。
1)起动加速段公式
2)匀速段公式

其中,a1为起动加速段的最大加速度,单位为m/s2,r1为0~t1段加速度变化率,r2为t2~t3段加速度变化率,r1和r2单位为m/s3,
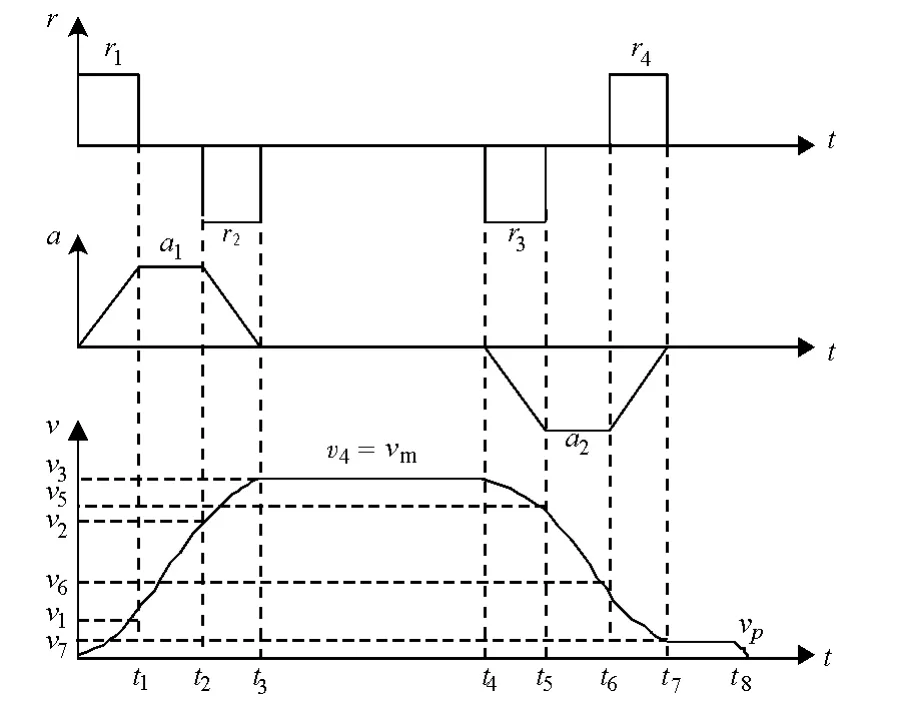
图1 提升机S形速度曲线Fig. 1 S-shape speed curve of the hoist
3)减速段公式
4)爬行段公式

其中,a2为起动减速段的最大减速度,单位为m/s2,r3为t4~t5段加速度变化率,r4为t6~t7段加速度变化率,r3和r4单位为m/s3,vp为爬行的速度,一般取0.2~0.5,单位为m/s。
2 行程控制及其算法分析
提升机的行程控制,是对提升机实际行程进行 采集,根据行程-速度曲线计算出速度给定值,以控制提升机运行速度,提升机减速段的速度给定信号是按行程控制给定的[3-4],减速段速度曲线如图2所示。
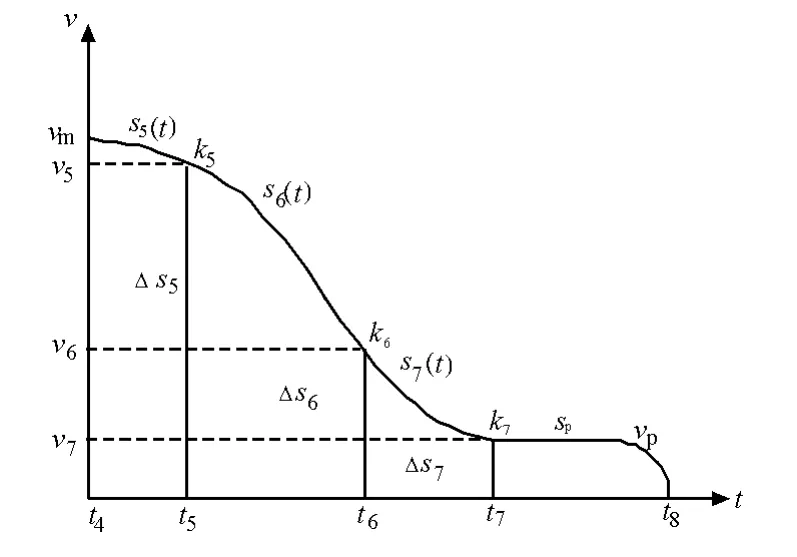
图2 提升机减速运行段速度曲线Fig. 2 Speed curve of the slow running period of the hoist
2.1 变减速度行程控制算法
提升机变减速度行程控制是根据提升机实际运行速度最大值vm来调整减速度a2,若vm大,则调大a2,若vm小,则调小a2这样可获得较好的减速效果,在调整a2时,也要调整r3和r4,否则会使提升机加速度转折点给定速度发生跳变。
2.2 变减速点行程控制算法
提升机在减速段各个区间公式分析如下:
1)提升机减速段提升容器在各段曲线公式
提升机的提升容器从减速段运行到爬行点之后,会以恒速度进入低速运行段以便停车,爬行距离sp一般取2~5 m。
2)提升机减速段行程距离值公式
提升机在减速段及爬行段,其行程距离分别是Δs5、Δs6、Δs7及sp,总的减速行程距离为sj=Δs5+Δs6+Δs7+sp,在提升机实际运行情况中,最大速度值vm是个变量,小于或者大于最大给定的速度,假若vm低于最大给定速度,减速点后移,假若vm高于最大给定速度,减速点提前,这是定减速度、变减速点的策略,改变减速点以保证爬行距离不变,提升机改变的运行参数只有Δs5、Δs6和Δs7,而减速度a2、减速度变化率r3、r4保持不变。
在匀速运行阶段时,提升机能够检测到实际运行最大速度vm而提升机总的减速行程距离sj在减速度变化率r3、r4保持不变时,只与vm有关,因此在上述算法中可求得Δs5、Δs6和Δs7,即为实际减速点位置,这也是此行程控制算法采用的方式。
3 提升机速度信号的给定方式分析
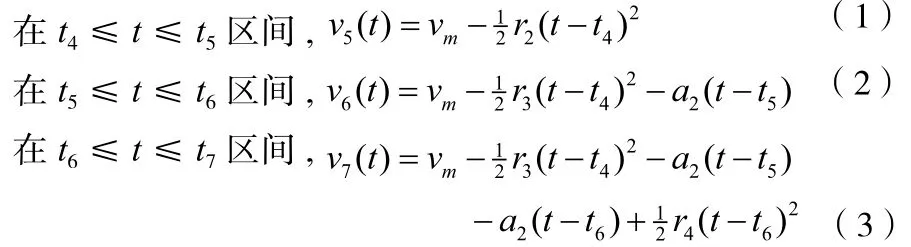
提升机速度信号的给定包括时间给定与行程给定[5],提升机在起动加速段的速度都是运行时间的函数,并且初加速时刻提升机行程值为零,速度给定也为零,按行程给定方式会使提升机无法运行,因此在加速段采用时间方式给定速度信号就比较简单易行,减速段速度信号采用行程给定,其分析如下:
由前面减速段公式可知,在减速段t4≤t≤t5区间:
其中,r3、r4和a2已知,vm在匀速段可测出,Δs5(t)、Δs6(t)和Δs7(t)是以实际的减速点k5、k6和k7为参考点的减速行程,通过检测实际行程可以求得。
4 提升机行程控制系统的实现
行程控制主要是以行程为自变量,按照行程给定产生S形速度曲线的速度给定信号,实现提升机控制系统的运行。
4.1 行程控制系统硬件配置
行程控制系统采用西门子PLC S7-300,它以CPU为核心,硬件配置[6]主要有1个电源模块PS 307,1个中央处理模块CPU 315,1个计数模块FM 350,1个模拟量输入、输出模块SM331、SM332,3个数字量输入、输出模块SM321、SM322,S7-300
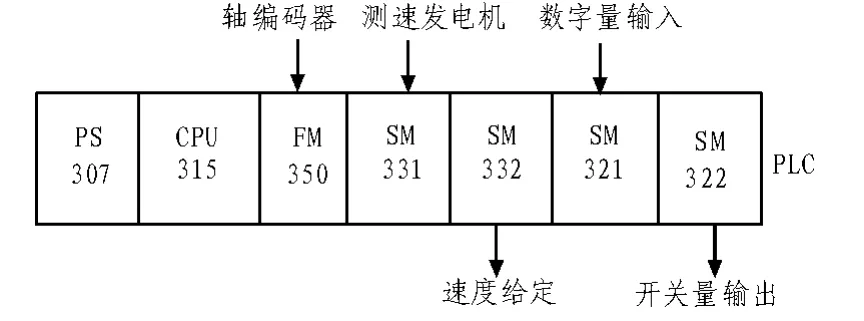
图3 行程控制信号给定框图Fig. 3 Signals given block digaram of the travel control
PLC以位运算为主,完成逻辑运算、算术运算、定时、计数等功能。
提升机行程控制系统中,在其滚筒和天轮上都安装轴编码器,产生脉冲信号,行程控制系统的PLC计数模块对轴编码器的脉冲信号计数,得到提升机提升容器实际位置,通过行程计算得到速度给定信号,完成行程控制,控制给定如图3所示,PLC的计数模块FM350记录轴编码器的脉冲信号,SM331输入测速发电机的模拟量信号,SM332输出速度给定模拟量信号;SM321输入数字量信号,将其转换成内部信号,在SM322进行开关量速度和行程的输出。
4.2 速度行程给定PLC控制软件设计
系统主程序流程图如图4所示,主程序主要完成模块的初始化、调试、参数的设置及调用子程序。其中高速计数及数据处理子程序流程图如图5所示,E1为滚筒编码器,E2为天轮编码器,在对编码器数值读取并进行处理后,得到提升机的实际距离并显示;行程监控子程序流程图如图6所示,用来判断提升容器是否到达减速点和停车点,如果达到减速点进行减速控制,如果到达停车点实现制动;速度监控子程序流程图如图7所示,用来将实际速度与给定速度进行比较,若超速15%则进行报警处理,否则将返回主程序。

图4 系统主程序流程图Fig. 4 Flow chart of the system master
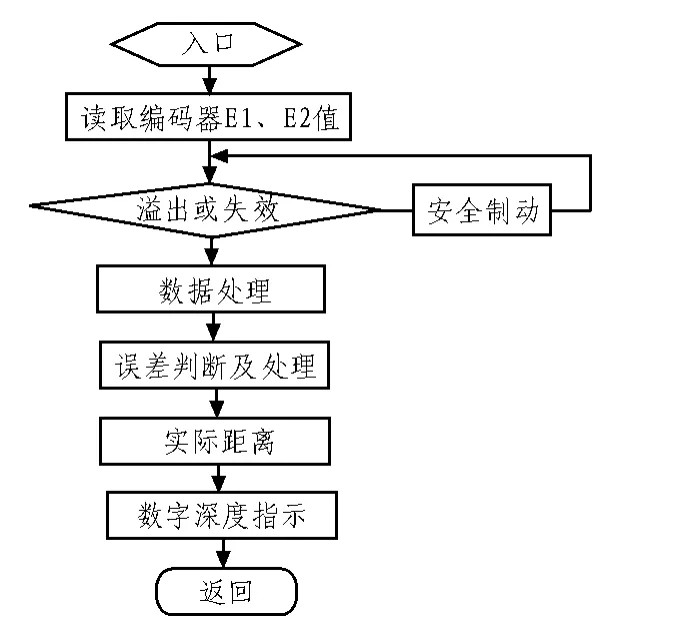
图5 高速计数 模 块子程序流程图Fig. 5 Flow chart of the subprogram of the high-speed counting
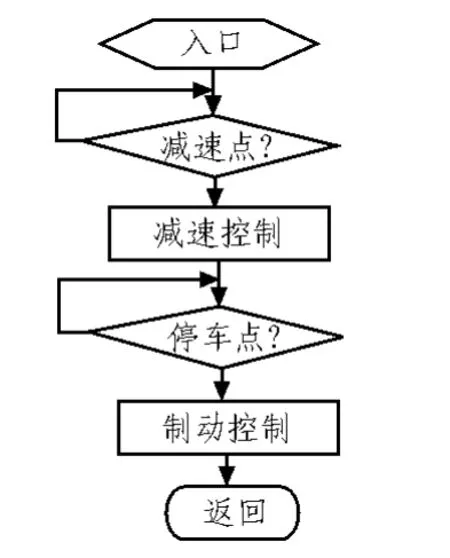
图6 行程监控子程序流程图Fig. 6 Flow chart of the subprogram of the travel monitoring
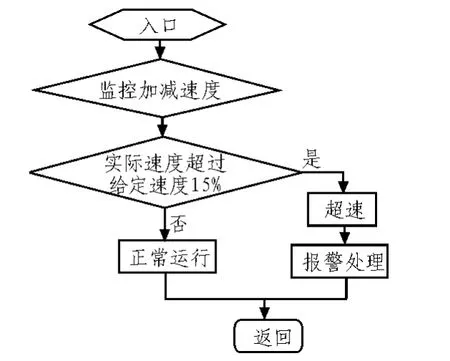
图7 速度监控子程序流程图Fig.7 Flow chart of the subprogram of the speed monitoring
提升机速度信号采用行程控制的方式给定,由PLC软件实现提升机运行的S形速度曲线,提升机在起动加速段运行时,则采用时间方式给定速度,当运行到全速段时,读取最大运行速度并暂存,此阶段根据提升机提升容器的行程距离值公式,得到实际减速点的位置,当提升机由全速段运行到减速点时,并不是立即进入减速段,而是等提升机提升容器到达实际减速点才进入减速阶段,在此阶段利用行程给定方式给定速度信号,这样即使较低,也可以缩短提升机运行中爬行行程和提升循环周期,提高提升机运行效率。
5 结束语
提升机的提升工艺具有特殊控制要求,因此采用PLC实现行程控制[7],生成S形速度曲线,速度信号在加速段利用时间方式给定,在减速段利用行程方式给定,使速度曲线光滑平稳,提升机行程控制系统的应用,为其安全可靠的运行与高精度控制提供了重要保障。
[1]王宏斌,刘亚军. 提升机行程控制的研究与实现[J]. 电气自动化,2008,20(6):26-30.
WANG Hong-bin,LIU Ya-jun. The research and implementation of the stroke control of the hoist[J].Electric Automatizati on,2008,20(6):26-30.
[2]范狄庆,吴子岳. 矿井提升机理想S形速度运行曲线的模型研究[J]. 煤矿机械,2006,27(2):241-246.
FAN Di-qing,WU Zi-yue. The research of the model of the ideal s-shape speed curve for the mine hoist[J].Coal Mine Machinery,2006,27(2):241-246.
[3]包西平,杨庆江.矿井提升机行程控制的研究及PLC实现[J].工矿自动化,2007,18(2):108-112.
BAO Xi-ping,YANG Qing-jiang. The research and realization of PLC machine for the stroke control of the mine hoist[J].Industrial Automation,2007,18(2):108-112.
[4]石磊. 矿井提升机智能控制系统研究[D]. 郑州:河南科技大学, 2010.
[5]李雷军,尚占宁. 矿井提升机行程控制的研究和实现[J]. 电气传动自动化,2002,24(5):18-23.
LI Lei-jun,SHANG Zhan-ning. The research and implementation of the stroke control of the mine hoist[J]. Electric Drive Automation,2002,24(5):18-23.
[6]陈为信,姜华. 矿井提升机行程-速度全数字监控器的研究[J]. 工矿自动化,2008,16(4):43-48.
CHEN Wei-xin,JIANG Hua. The study on the travel-speed digital monitor of the mine hoist[J]. Industrial Automation,2008,16(4):43-48.
[7]刘彤,包海宏. 矿井提升机行程控制系统中PLC的应用[J].机电一体化技术,2006,10(3):18-20.
LIU Tong,BAO Hai-hong. The application of PLC in the mine hoist travel control system[J]. Electromechanical Integration Technology,2006,10(3):18-20.