高钢级HFW石油套管的研制
2014-09-25杨在安郝明刚
杨在安,邵 毅,郝明刚
(天津天管太钢焊管有限公司,天津 300301)
高钢级HFW石油套管的研制
杨在安,邵 毅,郝明刚
(天津天管太钢焊管有限公司,天津 300301)
介绍了HFW焊管机组的生产能力以及高钢级HFW石油套管的开发研制情况。经过一系列检测分析发现,通过调质热处理工艺研制出的N80Q、L80-1、P110钢级高强度HFW石油套管,其材料组织、强度、韧性等都发生了变化,力学性能达到了API Spec 5CT标准(第9版)要求,可满足用户的技术要求。分析认为:原料成分和调质热处理是实现高钢级HFW石油套管生产的关键。
HFW;石油套管;高钢级;N8OQ;L80-1;P110;原料成分;调质处理
HFW(高频电阻焊)钢管与无缝钢管相比,具有壁厚均匀、椭圆度小、抗挤毁性能好及成本低等优势。用于石油套管的焊管将在油田开采过程中占有越来越重要的地位。我国在低钢级HFW套管制造方面已取得了巨大进步,但最为广泛应用的N80及以上更高钢级HFW套管的生产制造在国内仍有待深入开发[1-10]。
为了进一步开拓HFW石油套管市场,天津天管太钢焊管有限公司(简称天管太钢公司)在原材料和热处理工艺上进行了研究,通过试生产成功开发出N80Q、L80-1、P110钢级的HFW高强度石油套管,其最终产品的力学性能、几何尺寸等指标均符合 API Spec 5CT 标准(第 9版)[11]的要求。现将高钢级HFW石油套管的研制情况作一介绍。
1 对原料的要求
为研制N80Q、L80-1、P110钢级的HFW高强度石油套管,天管太钢公司按照表1所示的成分方案采购原料,制成规格为Φ244.48 mm×11.05 mm的HFW钢管。原料的力学性能见表2。
从表1~2可以看出:此钢种为低合金高强度钢,力学性能和工艺性能良好,钢的碳含量低于0.30%,其可焊性和冷弯性能较好。此外,方案1和方案2中钢的化学成分主要区别在于B元素的加入量,钢中加入微量的B元素改善了钢的淬透性能,减小了材料在淬火热处理过程中出现裂纹等缺陷的几率[12]。
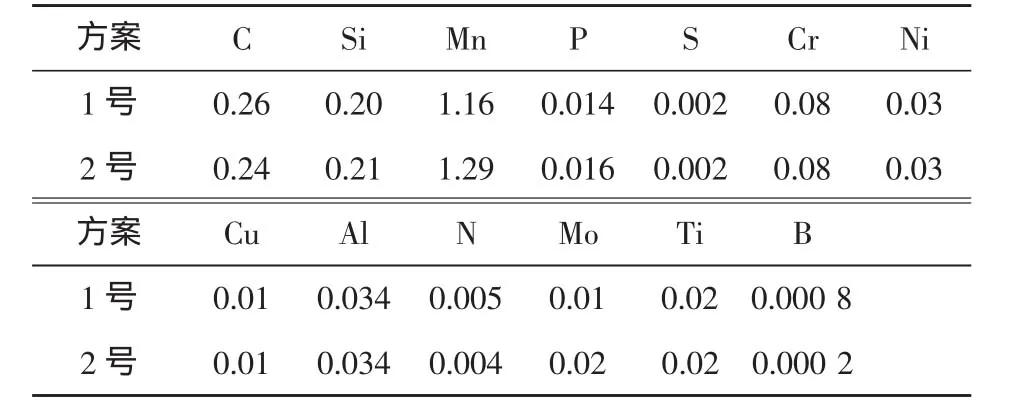
表1 原料的化学成分(质量分数)%
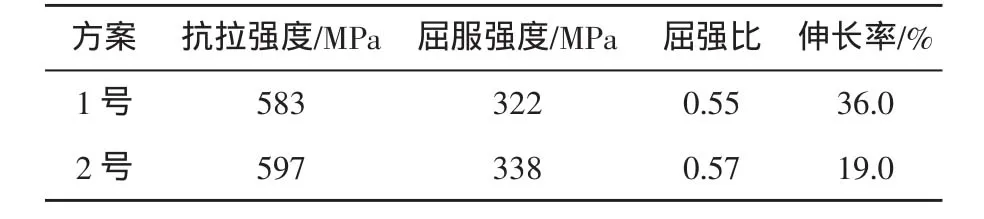
表2 原料的力学性能
2 HFW钢管生产工艺流程及装备特点
天管太钢公司拥有Φ660 mm和Φ355 mm两条具有国际先进水平的HFW钢管生产线,具备完善的从原材料入厂到售后服务等生产全过程的质量控制保证体系。天管太钢公司HFW钢管生产工艺流程如图1所示。

图1 天管太钢公司HFW钢管生产工艺流程
天管太钢公司采用螺旋活套进行连续生产,消除了由卷对卷间歇式生产引起的焊接停顿,避免了重新起焊时因焊接电流、电压不稳定造成的产品质量缺陷。
带钢的移动切断功能满足了换规格不残留剩余带钢的要求。铣边机负载能力大,铣边边部质量好。板探设备满足海底管线管的探伤要求。
成型机组是从德国SMS Meer公司引进的连续成型生产机组,可确保带钢在成型过程中不产生边缘拉伸、边部划伤和异常增厚现象,成型稳定;另外,最新的排辊成型技术,如等刚性机架、自动设定、快速换辊、挤压机架侧辊压力自动检测、防止回弹机架等,更适合于加工高钢级和径厚比较大的产品。
EFD高频焊机可以采用接触焊、感应焊双功能焊接方式,保证了焊接的可靠性。EFD中频热处理是目前世界上最先进的在线焊缝热处理工艺之一,可以完成大壁厚钢管焊缝的调质热处理;在线焊缝无损探伤,离线焊缝、管体、管端无损探伤等设备,确保了对钢管质量的监控。
数控飞锯技术,保证了钢管定尺切割效率和尺寸精度。
精整加工线除了配有水压试验、探伤、倒棱、测量工序外,还配备了UV漆(紫外光固化油漆)涂油机,防止钢管在储运过程中锈蚀。精整加工线可以选择不同工艺要求的多通道出料,而且是2条主生产线配备4条精整线同时在线处理钢管,解决了连续高速生产的“瓶颈”问题,充分发挥了高水平焊管生产线的产能优势。
3 HFW钢管整体热处理
调质热处理是实现高钢级石油套管焊接生产的关键技术之一,它是淬火后高温回火的热处理方法,回火是在500~650℃下进行。调质热处理可以使钢的性能、材质得到很大程度的优化,其强度提高、韧塑性没有大幅度降低,具有良好的综合力学性能[13-14]。
为研制高钢级HFW石油套管,采用全管体调质热处理工艺,通过对钢管内外表面进行均匀高速喷水,保证钢管内外表面过冷而形成均匀的淬透层,同时高速喷淋水将钢管表面的氧化皮冲净,使钢管表面光洁度较高。淬火后的钢管进入回火炉内,通过高温回火,钢中的残余奥氏体可进一步转化为力学性能较好的回火索氏体,使钢管的综合力学性能提高[12]。
天管太钢公司HFW石油套管全管体调质工艺流程如图2所示,热处理工艺方案见表3,热处理炉温转变曲线如图3所示。

图2 天管太钢公司HFW石油套管全管体调质工艺流程

表3 天管太钢公司HFW石油套管热处理工艺方案

图3 天管太钢公司HFW石油套管热处理炉温转变曲线
4 产品性能检验评定结果
按照表3的调质热处理方案,对生产出的Φ244.48 mm×11.05 mm钢管进行取样,将样品送至国家石油管材质量监督检验中心进行检验。结果表明:该钢管的几何尺寸、化学成分、力学性能等均符合API Spec 5CT标准(第9版)要求。
4.1 调质后的组织微观分析
一般认为,回火索氏体具有良好的强韧匹配性能,既能保证强度,又能满足一定的韧性要求[12]。按表3的方案进行调质热处理后,对Φ244.48 mm×11.05 mm钢管进行微观分析,结果表明:钢管焊缝组织均匀,晶粒度等级主要为8.5~11.0级且都大于8.0级,金相组织夹杂物等级主要为0级,总和最大不超过2.0级。Φ244.48 mm×11.05 mm钢管调质热处理前后的组织[15]对比如图4所示。

图4 Φ244.48 mm×11.05 mm钢管调质热处理前后的组织
4.2 力学性能
API Spec 5CT标准(第9版)对N80Q、P110、L80-1钢级HFW套管的力学性能要求见表4[11]。对Φ244.48 mm×11.05 mm钢管的拉伸、冲击试验结果进行统计,结果见表5~6,表中的系列1~6分别代表6组试验数据。从表5~6可以看出:含B元素的钢管力学性能好于不含B元素的钢管。但是从超声波探伤合格率上可以看出含B元素的钢管的合格率较高,见表7。因此,在钢中加入微量的B元素改善了钢的淬透性能,减小了材料在淬火热处理过程中出现裂纹等缺陷的几率,提高了钢管合格率。另外,通过表2的原料力学性能与表5~6的试验数据比较发现,钢管调质热处理后的力学性能显著提高,完全符合API Spec 5CT标准(第9版)要求。

表4 API标准(第9版)对N80Q、P110、L80-1钢级HFW石油套管的力学性能要求

表5 N80Q、P110、L80-1钢级含B与不含B元素钢管焊缝的冲击功试验值J

表6 N80Q、P110、L80-1钢级含B与不含B元素钢管焊缝的抗拉强度试验值MPa
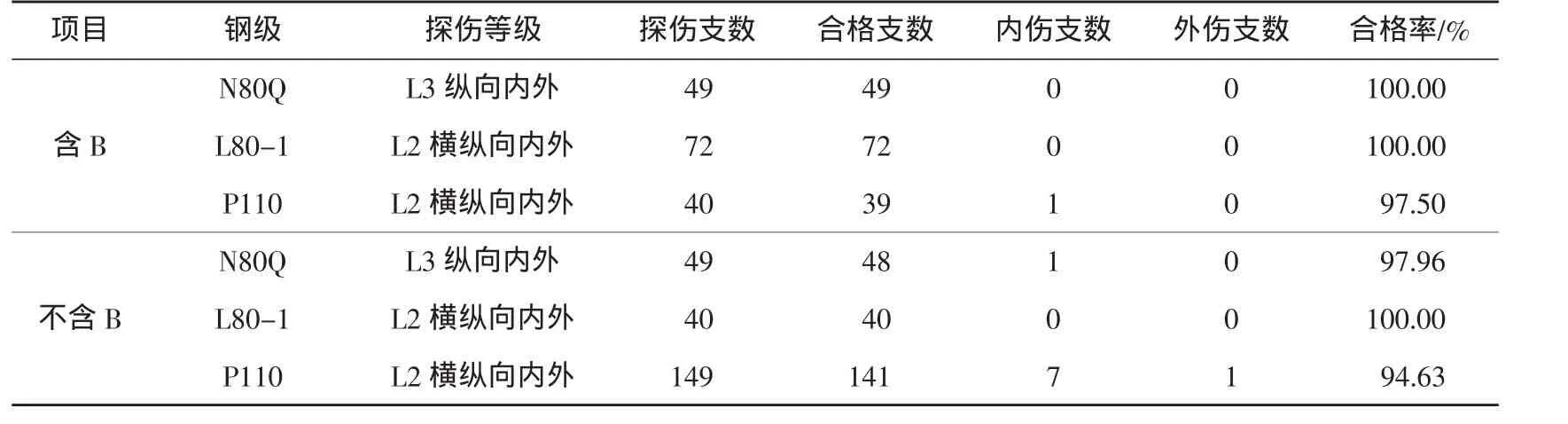
表7 N80Q、P110、L80-1钢级含B与不含B元素钢管焊缝的超声波检验结果
4.3 几何尺寸
N80Q、P110、L80-1钢级Φ244.48 mm×11.05 mm规格HFW石油套管在成型后采用了定径工艺,使其外径、椭圆度等尺寸精度得到很大提高,其外径偏差一般不超过±0.5%D,壁厚偏差 ∧0.20 mm。Φ244.48 mm×11.05 mm规格HFW石油套管外径和壁厚分布如图5所示。
5 结 论
(1)原料成分和调质热处理是生产高钢级HFW石油套管生产的关键,天管太钢公司已经具备批量生产高钢级HFW石油套管的能力。
(2)随着纯净钢、连铸板坯及低碳微合金化钢板控轧技术的发展,超纯净钢的出现为HFW石油套管的发展提供了原材料方面的有力支持;加上整体热处理技术引入HFW石油套管生产,以及自动化控制技术和多探头无损探伤检测技术的引入,HFW石油套管的质量水平不断提高,产品向高钢级、多元化方向发展,其性能已等同甚至超过无缝钢管。
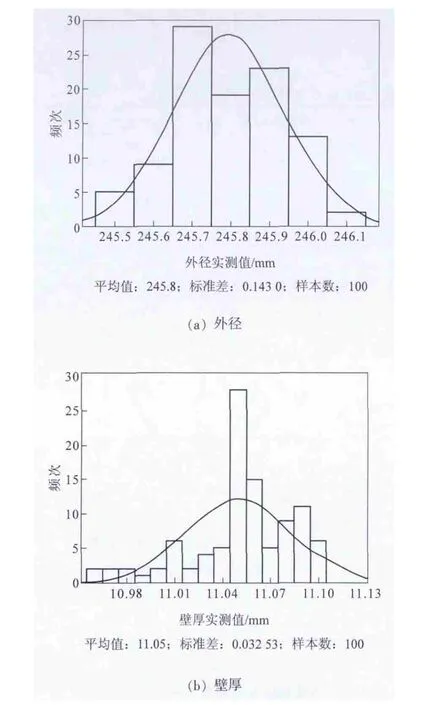
图5 Φ244.48 mm×11.05 mm规格HFW石油套管外径和壁厚分布
[1]严泽生.坚定信心转型升级降本增利面对“十二五”向世界钢管强国迈进[J].钢管,2013,42(1):1-5.
[2]李强.转方式优结构提质量增效益推动钢管行业创新驱动新发展[J].钢管,2013,42(3):1-5.
[3]张弘人.高频直缝焊管生产[M].北京:冶金工业出版社,1982.
[4]王旭.HFW钢管用于油气输送管道的问题思考及建议[J].钢管,2013,42(2):48-50.
[5]曹勇,穆东,韩会全.焊接油套管的生产工艺及其发展[J].钢管,2011,40(6):20-25.
[6]胡松林.ERW焊管的技术进步与产品结构调整[J].钢管,2007,36(5):1-8.
[7]王旭.油气输送管线钢管制造与装备技术的现状及展望[J].钢管,2012,41(1):28-32.
[8]史宏德,田青超,丁维军.宝钢HFW石油套管的研发现状和前景[J].钢管,2013,42(6):5-8.
[9]胡松林.高品质HFW管线管的制造与质量控制[J].钢管,2008,37(6):44-49.
[10]吴凤梧.国外高频直缝焊管生产[M].北京:冶金工业出版社,1985:6-12.
[11]美国石油学会.API Spec 5CT套管和油管规范[S].9版.2011.
[12]丁仁亮.金属材料及热处理[M].北京:机械工业出版社,2009.
[13]曹雷,刘晓丹.在线热处理对焊接套管焊缝质量的作用[J].钢管,2012,41(6):79-81.
[14]曹雷.30Mn2钢HFW焊管焊缝淬火后在线热处理工艺的选择[J].钢管,2011,40(4):67-69.
[15]李鹤林,郭生武,冯耀荣,等.高强度微合金管线钢显微组织分析与鉴别图谱[M].北京:石油工业出版社,2001:10-13.
R&D of High Grade HFW Oil Casing
YANG Zaian,SHAO Yi,HAO Minggang
(Tianjin TPCO&TISCO Welding Pipe Co.,Ltd.,Tianjin 300301,China)
Introduced here are the production capacity of the HFW pipe welding mill and the R&D situation of high grade HFW oil casing.For N8OQ,L80-1 and P110 high strength HFW oil casings developed by quenching and tempering process,a series of tests and analysis found out that their material structure,strength and toughness ect.have all changed after quenching and tempering,and their mechanical properties meet the requirements of API Spec 5CT (9th edition) and satisfy the technical requirements of customers.The analysis indicates that material composition and quenching and tempering are the key factors for realizing the production of the high grade HFW oil casing.
HFW;oil casing;high grade;N8OQ;L80-1;P110;material composition;quenching and tempering
TG335.75;TE931+.2
B
1001-2311(2014)03-0044-05
杨在安(1958-),男,高级工程师,总经理,主要从事钢管企业的管理工作。
2013-07-11;修定日期:2014-02-27)
