铝合金高速船建造特点
2014-09-24孟轶
孟轶
摘 要:文章从铝合金的物理特性和焊接特性入手,进而阐述铝合金船舶建造过程中的焊接准备、焊接操作、焊接变形控制及变形矫正工艺,并根据高速船的设计目标探讨铝合金高速船舶的焊缝设计。
关键词:铝合金 焊接特性 变形控制 焊缝设计
引言
铝元素在地球中的含量丰富位居第三位,仅次于氧和硅,是地壳中含量最丰富的金属元素。迄今为止,在金属品种中,铝制品仅次于铁,是我们使用的第二大类金属。铝及其合金因其耐腐蚀、较高的比强度、易加工、无磁性、无低温转变导电性及导热性好等特点,因而在航空航天、汽车工业、机械制造、船舶工业、轻工业及化学工业等领域所大量应用。船舶领域由于铝合金的价格因素及强度因素,目前仅限于小型船舶例如:军用快艇、公务船、高速船、车客渡船、游艇等的使用。
铝及其合金的物理及焊接特性
1、物理特性
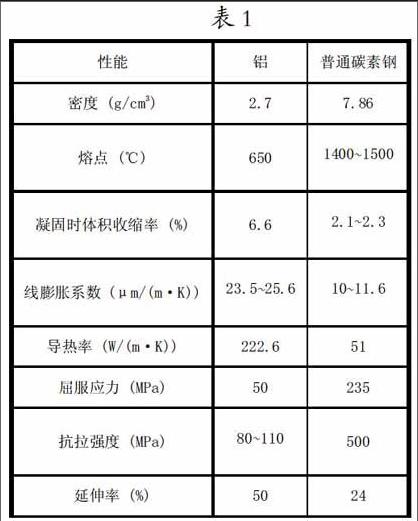
常见的铝及其合金为银白色的轻金属,铝合金的命名一般采用国际四位数字体系牌号,船舶制造中主要使用的铝合金属于Al-Mg系的5083和6082。铝及其合金与我们常见的钢材在物理特性方面有很大差异(见表1):
表1
2、焊接特性
铝的易氧化性,低熔点,导热迅速,线性膨胀系数大,高温下强度低且形成低熔点共晶等特性,给焊接工作带来很多困难:①铝及其合金耐腐蚀的原因是基于其在空气中易氧化而产生氧化膜Al2O3,这层致密的氧化膜熔点高达2050℃,密度大于母材不易排出导致在焊接中产生未熔合或夹渣缺陷;②液态的铝可以溶解大量的氢(0.69ml/100g),固态却很少(0.036ml/100g),这样的特性使得焊接过程由液态转化为固态时,氢大量释放无法析出时造成焊缝产生气孔;③铝的线性膨胀系数是铁的一倍,收缩率是铁的两倍,直接导致铝材焊接易产生构件变形;④铝在高温下强度很低,且铝熔融后无明显的颜色变化,焊接时容易焊穿而形成焊接缺陷。
铝合金船的焊接及其准备
铝合金的焊接方式一般分为如下几大类:TIG焊(钨极氩弧焊)、MIG焊(熔化极氩弧焊)、摩擦搅拌焊、爆炸焊等。目前我国铝合金船舶制造行业中最常用的焊接方式为EPMIG焊,EPMIG焊特点是去膜和熔敷效率高,使用成本较低的氩气做为保护气体。
1、铝合金的焊接准备
焊前处理。由于氧化膜的存在,焊前必须去除焊道内及坡口边缘20mm内的氧化膜,通常采用不锈钢刷打磨方式,钢丝轮应为打磨铝材专用。打磨掉氧化膜后应尽快进行施焊作业,一般应在24小时内完成,如果时限内未能施焊,要在焊接区域贴上真空膜隔绝空气进行保护,否则应重新进行去氧化膜处理。焊接前做好清洁工作,不允许水分、油脂、灰尘或其它污染物存在于焊接区域(必要时采取化学方法清洁)。
坡口的制备。根据板厚及焊接工艺的要求进行制备,确保焊接坡口角度和间隙尺寸是保证焊接质量的主要因素。板材端头处应设置引弧板避免起熄弧在船体焊缝上。
作业环境。作业要求焊接区域温度在5℃以上,湿度小于80%,风速不大于0.5m/s。当温度较低或者湿度超标时,如仍需进行施焊作业,应采取预热和除湿机除湿等方式改善作业环境。
2、铝合金的焊接操作
在准备工作完成后,按照认可的焊接工艺调整好电流电压及送丝速度,检查保护气体的种类及余量,就可以开始施焊了。焊接过程中,一般采取左焊法,焊枪喷嘴下端与焊接构件距离掌握在8~15mm之间。
由于铝材的导热率高,对于厚度达到8mm以上的厚板对接,或者厚度达到16mm以上的结构角接,应进行焊前预热,预热温度为50℃■10℃。为了排除氧气乙炔火焰可能带来的不利,预热可以采用风筒热风加热方式。对于需要进行多道焊的厚板焊接,除了预热外还要控制焊接过程中的层间温度,一般控制在60℃以下。
铝合金的焊接变形预防和变形矫正
焊接变形会产生构件的弯曲,引起整个结构失稳从而无法承载应力。由于铝合金导热快及线性膨胀系数高的特点,使得铝合金的焊接变形控制比钢材更难。
1、船舶制造厂常用的焊接变形控制方法
焊接的热输入量是引起变形的根本所在,减少热输入量即控制好焊接参数,满足规范要求的前提下减小焊脚,采用间断焊。
预留出反变形余量,焊接结束后坡口一侧焊缝冷却收缩变形与预留余量相互抵消,此种方法对焊工的经验要求较高。
在焊接板材的长对接缝时,采用逐段退焊的方式减小变形量,一般每段焊接的长度不小于600mm,首尾重叠20mm,在下一段施焊前应铣掉上一段的起弧点。
控制焊接顺序。先焊对接焊缝,再焊角接焊缝;从中央区域往四周施焊;先焊船体内侧,再焊外侧;先焊收缩量大的焊缝;对称结构应该安排两名焊工同时进行对称工作。
2、焊后变形的矫正措施
水火矫正。铝合金水火矫正要求对加热温度进行严格的控制,防止过热造成构件的性能改变。火工的温度一般控制在260℃ ~425℃的范围内,或按照铝合金制造厂的说明进行。由于5000系的铝合金在65℃ ~200℃温度区间内会降低其耐腐蚀性能,所以火工过程中加热应迅速,采用水冷快速冷却,不宜在空气中时效冷却。
焊接矫正。骨材与板材角接后焊缝冷却收缩,造成板材弯曲,此矫正法是在背向骨材的板材表面开槽后烧焊带来反变形对构件进行校正,矫正结束后再磨平焊缝。
冷加工矫正。采用校平机、折弯机等机加工设备进行矫正,只适用于简单的板材或型材的矫平,5000系的铝合金冷加工矫正应在52°以下进行。
铝合金高速船的焊缝设计
铝合金高速船制造上一个最重要的目标就是达到设计航速。为了达到上述目标,在同样的船体线型和同等的主机功率下,空船重量越轻意味着船舶的航速越快油耗越低,铝合金的密度只有钢材的1/3,这能极大的减轻空船重量,这个特点使得铝合金非常适合作为建造高速船的材料。endprint
除了在建造中对上船材料的重量进行严格控制外,铝合金船舶在焊接设计上及尽可能的采用间断焊,不仅可以减轻空船重量,还能控制焊接变形。但由于间断焊不适用于高应力或特殊区域,因此还应注意到下列焊缝设计要求:
1、高速船建造规范要求
船级社规范对高速船焊缝的设计要求:①规范要求双面连续焊的连接焊缝如下:中桁材与平板龙骨、机器基座与支撑结构、油密水密结构周界、舵机处所有结构、处于冲击区域内的底部和首部结构、扶强材、支柱、横撑材和桁材的支承及端部、螺旋桨上方处,至少为螺旋桨直径的1.5倍的半径区域范围内的所有构件、肘板与邻接桁材或其他结构部件、承受较大剪应力的桁材腹板端部、肘板与舱壁板;②焊脚高度除了按照规范中的焊接系数进行计算外,还要求不论采用何种焊缝形式和焊接方法,角焊缝的焊脚要≥3mm,但不必超过较簿构件厚度的1.5倍。间断焊缝的焊脚高度一般不大于7mm;③在采用间断焊时,肘板趾端包角长度应不小于连接骨材的高度,且不小于75mm;型材端部特别是端部削斜时,包角的长度应为型材的高度或不小于削斜长度,取大者;各种开孔、切口处端部和相互垂直的连接构件的垂直交叉处,应不小于75mm;间断焊缝连续长度一般不小于15倍板厚或者75mm取小者。
2、经验补充要求
在满足建造规范要求的前提下,船厂还根据设计公司要求、多年的生产经验和运营船东的信息反馈加以补充:①舷侧防撞护舷材对应船壳内的纵骨应双面连续焊;②海水压载舱内所有构件的角焊缝应双面连续焊;③上建舱壁对应的甲板下骨材或横梁应双面连续焊;④系泊设备、吊机、艇架、立柱、桅杆与船体连接的结构及附近构件应双面连续焊;⑤甲板上通风筒,注入口,空气管等穿舱件的厚度应不小于其所在船体处的板厚;⑥可能长期附着冷凝水的区域应双面连续焊;⑦所有的角隅圆弧和斜切角处需要双面连续焊;⑧肘板处的焊缝都是双面连续焊;⑨甲板或舱壁开口的周界结构应双面连续焊。
结束语
铝合金高速船的焊接有着非常鲜明的特点,与钢制船舶在规范要求、焊缝设计及焊接方面存在着明显的差异。铝合金的焊接条件比钢制船要苛刻的多,这对造船厂焊接工艺和管理提出了更高要求。铝合金的焊缝设计,焊接变形控制和新型焊接方式仍需要我们去不断的探索和研究。
(作者单位:中国船级社广州分社)endprint
