铝合金钎焊复合板冷轧工艺分析及轧制力计算
2014-09-19孙鹏
孙 鹏
(洛阳有色金属加工设计研究院,河南洛阳471039)
铝合金钎焊复合板是将铝合金钎料复合到一块铝合金板上,钎焊加热时钎料熔化而铝合金板不熔化,目前市场上的钎焊复合板主要采用的是4343/3003/4343铝合金。钎焊复合材料具有单一金属材料无可比拟的优异的综合性能,因而在不同领域得到广泛应用,需求也在不断增长。本文将介绍其冷轧复合的工艺方法及轧制力的计算结果。
1 铝合金钎焊板冷轧复合工艺方法
目前,冷轧复合多采用“三步法”轧制,即表面处理→轧制复合→退火处理。冷轧复合时通常采取一个道次的大变形量轧制,其优点是冷轧复合工艺流程短,能耗低,生产效率高;板带材料宽度方向包覆层均匀,成材率高;投入资金少,风险低;可以避免金属间脆性化合物的形成。目前,国内用冷轧复合方法生产铝合金钎焊复合板的生产厂家还很少,此方向的市场潜力巨大,其生产设备布置见图1。
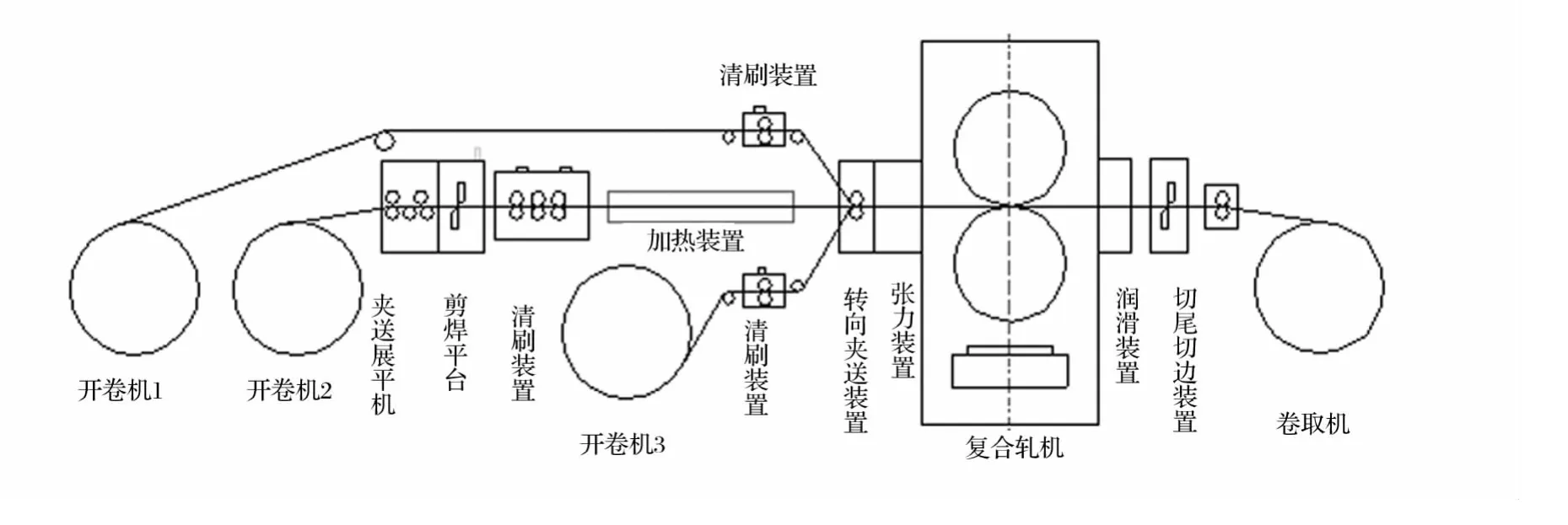
图1 Fig.1
2 铝合金钎焊板冷轧复合工艺过程影响因素
冷轧复合工艺过程的三个主要工序表面处理、轧制复合和退火处理,同时也是影响铝合金钎焊复合板性能的关键工艺因素。
2.1 表面处理
表面处理的目的是去除板材表面油污,形成硬化层,增大结合表面积,以提高复合板的界面结合强度,为物理接触的形成阶段创造条件。表面处理常用方法是机械法和化学法,而机械法中采用最多的是钢刷打磨。本公司与某铝业公司合作开发的 Φ850×1500mm铝合金钎焊复合板冷复合机组就采用了钢刷打磨的机械法。
2.2 冷轧复合
冷轧复合中,轧制加工率和轧制速度的合理配合是关键。针对不同材料,其临界变形率ε不同,对于热双金属而言ε≈60%;而铜铝复合板ε≈37%。相关资料显示,铝合金钎焊复合板的冷轧加工率在50%时复合效果最佳,而且道次加工率对抗下垂性影响很大。轧制速度具有双重作用,一方面速度高可以提高界面温度,有利于组元金属的复合;同时高轧制速度缩短了界面结合的有效时间,导致界面接触时间不足,又不利于金属间的复合。虽然低速复合有利于增加界面结合强度,但影响生产效率,本公司与某铝业公司合作开发的Φ850×1500mm铝合金钎焊复合板冷复合机组冷轧速度确定为5~10 m/min。
2.3 退火处理
轧制复合过程分为物理接触、接触表面的激活和扩散三个阶段。轧制复合后的界面结合属于机械物理结合,需要进行退火处理实现机械复合向冶金结合的转变。这不仅可消除缺陷(界面空洞、氧化物夹杂)和内部残余应力,在两侧形成一定深度的扩散层,还可增强界面的结合强度,提高板材成形性能。退火温度和时间是复合板退火工艺的关键参数,本公司与某铝业公司合作开发的Φ850×1500mm铝合金钎焊复合板冷复合机组采用的退火温度为360~400℃ ,保温时间40~60min。
3 4343/3003/4343复合轧机带材轧制力计算
3.1 材料室温和高温力学性能数据
3003合金(芯材)室温下的屈服强度约为75~80MPa,50%加工率下加工硬化作用使其屈服强度增大至175 MPa左右。4343合金(皮材)的屈服强度略高于3003合金,在皮材和芯材原始层厚比约为1︰10的复合过程中,可忽略皮材的塑性变形,计算时按照芯材来计算。
3.2 轧制力及力矩计算
计算条件为,皮材(4343)0.6×1350 mm,芯材(3003)5.5×1350 mm,轧辊直径 Ф850mm(两辊),室温轧制,轧制变形率50%,轧制速度10m/min。
根据经验公式计算过程及结果为:轧前厚度H=6.70mm,轧后厚度 h=3.35mm,平均厚度=H+h/2=5.03mm,绝对压下量△h=3.35mm,道次加工率ε=△h/H=50%,轧辊半径R=425mm,咬入弧长水平投影=37.73mm,轧件平均宽度B=1350mm,接触面积水平投影F=B×l=50939.03mm2,变形区几何形状系数 φ==7.51,摩擦系数 μ =0.15,应力状态系数1.77,轧前金属屈服极限σs1=100MPa,轧后金属屈服极限σs2=170MPa,平均屈服极限 σs=(σs1+2×σs2)/3=146.67MPa,平均张应力 σp=0MPa,平面变型抗力 K=1.15σs-σp=168.67MPa,平均单位压力=nσ×K=298.55MPa,轧制力 P=×F=15207.84KN,力臂系数 x=0.42,轧制力矩 M=2P ×x×l=481.98KN·m。
经与某铝业公司相关工艺人员探讨,针对此次本公司与某铝业公司合作开发的Ф850×1500mm铝合金钎焊复合板冷复合机组最终确定轧制力为P=16000kN。这一主要力学参数的确定也为整个机组的设备设计提供了设计基础。
4 结语
随着对钎焊铝合金复合加工工艺及装备研究的深入,我公司对冷复合轧制设备的研究也将更加深入,国内冷复合轧制设备将会取得更长远的发展。
[1]马志新,胡捷,李德富等.层状金属复合板的研究和生产现状[J].稀有金属,2003,27(6):799-803.
[2]林大超,史庆南.双金属轧制复合技术及其研究的进展[J].云南冶金.1998,27(5):
[3]肖亚庆.铝加工技术实用手册[M].冶金工业出版社.2004
[4]邹家祥.轧钢机械[M].冶金工业出版社.2004