微变形激光熔敷焊接工艺和焊接残余应力研究
2014-09-17曾美扬
邓 苹,曾美扬
(南车株州电机有限公司,湖南 株州 412001)
0 前言
动车牵引电机安装座板在结合面加工及安装螺孔攻丝以后,与转向架相连的下悬挂安装座板非结合面螺纹在拆卸过程中被意外磕碰伤,为了保障两者的连接强度,需对电机下悬挂安装座板进行补焊增加连接强度,同时保证焊接部位结合面的平面度、螺孔垂直度。为达到以上目的,本研究分析并验证不同的焊接方法对电机下悬挂安装座板外接口尺寸的影响,采用盲孔法测量焊接应力,利用豪克能应力消除设备消除补焊位置的应力,使下悬挂安装座板能满足外接口设计尺寸的要求。
1 焊接接头型式及焊接方法对安装座板尺寸的影响
1.1 焊接接头型式
安装座板材质为Q235A,厚度24 mm,在座板中央有一个M27的螺纹孔。安装座板结合面与转向架相接合(见图1),设计要求平面度为0.05 mm以下;熔敷位置为安装座板结合面的反面,即非结合面(见图2);熔敷工件接头形式见图3。

图1安装座板结合面

图2 安装座板非结合面
1.2 焊接方法对安装座板尺寸外接口尺寸影响的理论分析
不同的焊接方法适用的领域和范围有所不同,焊接方法比较说明如表1所示[1]。
由表1可知,TIG焊和激光焊都能满足要求。

表1 焊接方法的比较说明
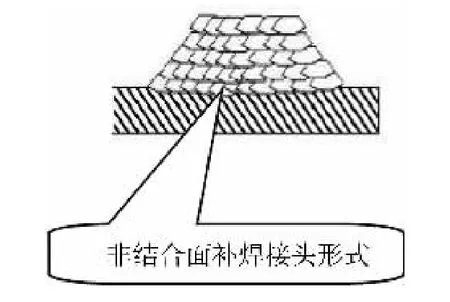
图3 焊接接头形式
1.3 不同焊接方法对电机安装座板外接口尺寸影响实际验证情况
利用不同的焊接方法补焊电机安装底座,对焊后产品的关键尺寸进行验证,验证结果如表2所示。

表2 不同焊接方法对电机安装座板外接口尺寸的影响
通过理论分析和实际验证的结果,采用激光焊接进行补焊。
2 激光焊接工艺过程及焊后尺寸检查
2.1 焊接工艺过程
(1)产品尺寸检查:焊接前需对产品的关键特性项点进行预先测量,如结合面平面度、安装时外接口尺寸,做好试验结果分析前的重要输入。
(2)补焊表面清洁:清理补焊区域表面、焊缝周围非结合面及周围20 mm处锈迹、油漆等。
(3)防变形工装安装:在下悬挂座板部位按要求安装防变形工装,并将焊件与工装点固焊接,如图4所示。
(4)置入石墨:将石墨置入M27螺纹孔内,避免激光对螺纹的熔蚀,如图5所示。
(5)预置合金粉末:采用人工预置将合金粉末按要求放置于补焊位置,如图6所示。

图4 安装防变形工装
(6)光斑调节:调节激光光斑至3~5 mm,选择ZYJ-9850激光器(6 kW,CO2激光器)进行补焊。
(7)焊接规范的调节:按要求调节焊接规范,如表3所示。
(8)实施焊接:检查焊接实施前的准备工作,起动焊接设备,实施焊接。
2.2 焊后尺寸检查
焊接完成后需拆除焊接工装,测量产品各个关键特性项点,攻丝精整M27螺纹孔。

图5 将石墨置入螺纹孔内

图6 预置合金粉末

表3 焊接规范
2.2.1 平面度检查
使用锉刀将结合面毛刺修磨干净,采用三座标检查结合面平面度,平面度0.02 mm,焊接前后平面度几乎没有发生改变。
2.2.2 M27螺纹止通规检查
采用M27丝锥对螺纹孔攻丝,目测螺纹孔,未见因焊接引起的螺纹熔蚀等缺陷,使用止通规检查符合要求,螺栓与下悬挂安装座板的垂直度符合设计要求。
2.2.3 电机安装座板外接口尺寸检查
通过三坐标测量仪测量下悬挂安装座板外接口尺寸,所得尺寸数据满足设计要求。
激光焊接后,检查电机的相关尺寸均符合设计要求,但焊接部位内部的残余应力情况需进一步分析研究。
3 焊接残余应力的测量和分析
3.1 残余应力对产品特性的影响
在焊接产品应用过程中,焊接残余应力和产品受载荷引起的工作应力相互叠加,使得产品发生二次变形和残余应力重新分布,降低产品焊接结构的刚性和尺寸稳定性,而且在温度和介质的共同作用下,还会严重影响结构和焊接接头的疲劳强度等能力。为保证焊接产品结构疲劳强度和形状尺寸精度,需要进行残余应力检测分析,然后消除焊接残余应力[2-3]。
3.2 残余应力的检测方法比较
根据测试原理,焊接残余应力检测方法可分为机械测定法和物理测定法。机械测定法主要包括切条法、小孔法(包括盲孔小孔法和通孔小孔法)、套钻环形槽法、套取芯棒法、逐层铣削法、压痕裂纹法。物理测定法主要包括X射线法、电磁法、开裂判定法、超声法以及中子辐照法[4]。各种检测方法使用范围如表4所示。

表4 残余应力的检测方法比较
相对于通孔小孔法,盲孔小孔法对工件损伤较小,测量更可靠,已成为现场实测的一种标准试验方法。通过对各种检测方法的比较分析,结合产品结构,选择小孔盲孔法进行检测焊接残余应力。
3.3 应变的检测及残余应力的计算分析
3.3.1 盲孔法测量残余应力基本原理
当构件内存在残余应力场(σ1,σ2),在应力场内任意一点钻一定直径d和深度h的小盲孔,该处应力的平衡将受到破坏,盲孔周围的应力将重新调整,使得盲孔周围将产生一定量的释放应变,其大小与被释放的应力是相对应的。通过测量这种释放应变,就可以用弹性力学原理推算出盲孔处的残余应力[5]。如图7所示,在离钻孔中心一定距离处粘贴三个应变片,各应变片之间保持45°。然后钻孔,测出各应变片的应变增量读数,再利用下面的计算公式确定测点的初始残余应力。其计算公式为
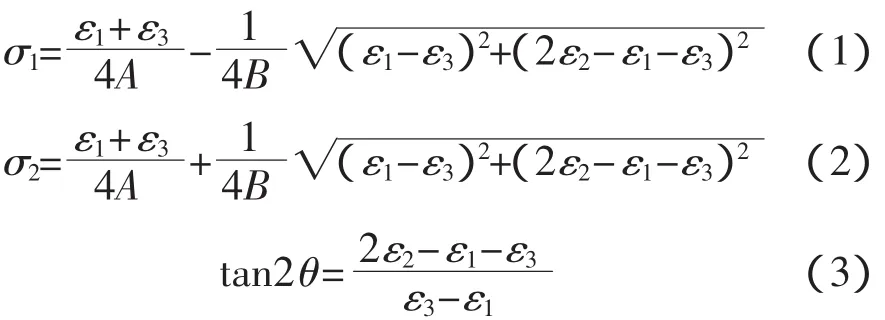
式中 ε1、ε2、ε3分别为相应各应变片钻孔后测得的释放应变;A、B为应变释放系数,可通过拉伸实验标定或Kirsch理论计算公式给出;θ为最大主应力与应变片中1号应变片参考轴之间的夹角,顺时针取向;由Kirsch理论可得到应变释放系数A、B

3.3.2 应变的检测及残余应力的计算
根据实际需要,在焊接产品上进行8个点测试,小孔直径为d=1.5 mm、r1=2.65 mm、r2=5.95 mm,通过应力测量专用软件,设定常温下产品材质Q235A的弹性模量E=210 GPa,泊松比μ=0.3。将相应数据代入式(1)~式(5),通过应力检测仪专用计算软件自动计算焊接残余应力,即可输出相应点的应力值。
4 消除焊接残余应力
消除残余应力的方法大致分为热时效、自然时效、振动时效、静态过载时效等,热时效能消除50%~80%的残余应力、自然时效能消除20%~50%的残余应力、振动时效能消除50%~90%的残余应力、静态过载时效能消除40%~70%的残余应力、每种处理方法具有各自的特征和使用范围[6]。
4.1 消除残余应力的方法比较
热作用消除残余应力适用于大部分钢结构件,对于机加工、铸件、焊接件都适合,但整体热处理费工费时;静态过载更适合于低合金高强钢和不锈钢;振动时效更适合构件比较大且不适合热处理的场合,尤其对焊接件能将焊缝处的拉应力变为压应力,与热处理比较,它节约能源,生产周期缩短。因此本实验采用高频振动处理方法对焊接残余应力进行处理[7]。
4.2 消除残余应力的试验及结果分析
4.2.1 实验设备
实验采用的应力消除设备是豪克能应力消除设备,残余应力测量设备是应力测量仪。豪克能应力消除设备是振动时效的一种,振动频率达到20000 Hz的高频冲击,是目前消除焊接应力应用最广的一种,能将应力消除达到80%~100%。
4.2.2 实验过程
对动车电机下悬挂安装座板先进行补焊→测量焊后残余应力值→残余应力消除→对消除应力后的焊件进行应力测量。
4.2.3 实验结果
对下悬挂安装座板焊后残余应力处理前后用应力测量仪进行测量,测量位置如图8和图9所示,结果如表6所示。
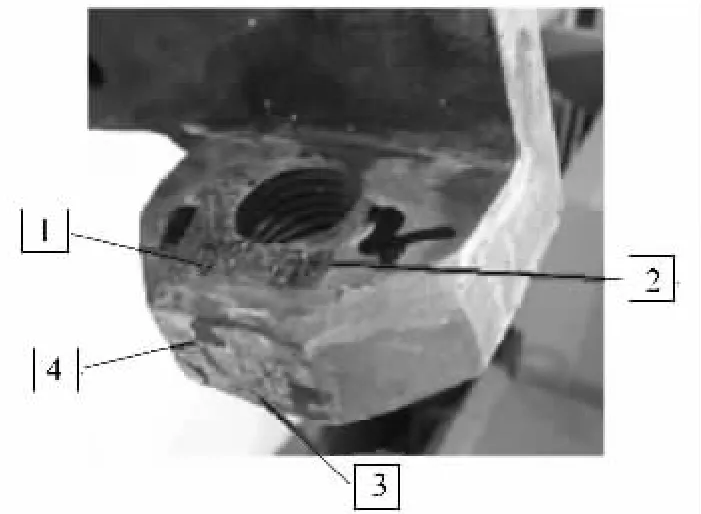
图8 焊态下应力测量位置
分析上述数据可知,豪克能振动时效消除应力设备能有效消除焊接残余应力,可将焊接拉应力变为压应力。
5 结论
通过对动车牵引电机安装座板结构焊接方法的比较分析,以及对焊接部位残余应力的消除与测量,得出如下结论:

图9 消除应力后应力测量位置

表5 残余应力
(1)采用激光焊接方法对该部位补焊能达到较小变形效果,且电机安装座板外接口尺寸未发生变化。
(2)采用小光斑的激光补焊,可避免相邻螺纹熔蚀。
(3)通过毫克能应力消除设备能将焊接拉应力转变成有益的焊接压应力。
:
[1]Lifang Mei,Jiming Yi,Dongbing Yan,et al.Comparative study on CO2laser overlap welding and resistance spot welding for galvanized steel[J].Material& Design,2012,40(10):433-442.
[2]陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002:1142-1144.
[3]中国机械工程学会焊接学会.焊接手册(第1卷)——焊接方法及设备[M].北京:机械工业出版社,2001.
[4]Jiangchao Wang,Ninshu Ma,H.Murakawa,et al.Prediction and measurementofweldingdistortionofasphericalstructure assembled from multi thin plates[J].Material&Design,2012,40(10):4728-4737.
[5]王 娜.中厚板焊接残余应力测试的盲孔法研究[D].大连:大连理工大学,2007.
[6]美国金属学会[美].金属手册[M].
[7]崔令江,郝滨海.材料成形技术基础[M].北京:机械工业出版社,2003.
