电阻-激光组合点焊工艺对热冲压高强钢焊接接头力学性能的影响
2014-09-17樊迎光宋振源
樊迎光,李 迎,宋振源
(衡水学院,河北 衡水 053000)
0 前言
如何获得良好的冲压高强钢焊接接头一直是国内外相关领域研究的难点。目前大多采用电阻焊和激光焊两种独立的焊接方式[1]。北京工业大学刘新霞等人研究得出,采用电阻点焊热冲压高强钢容易形成飞溅、焊接工艺窗口小、所需焊接压力大的结论[2]。吉林大学谷诤巍等人对激光点焊热冲压高强钢进行了研究[3]。虽然激光点焊热冲压高强钢具有热作用范围窄、焊接速度快、生产效率高等优点,但是由于激光点焊聚焦光斑小,对热冲压高强钢结构件的装配要求高,因此工件加压及卸压就显得格外重要。本研究结合这两种焊接工艺特点,提出电阻-激光组合点焊焊接工艺,这种方式是先采用电阻点焊使工件加压固定,然后再采用激光点焊在焊核周围进行焊接[4-5]。目前这种新型的组合焊接工艺在国内外并没有相关的报道,为了验证该工艺的实效性,进行了焊接实验,通过实验证明这种组合点焊工艺可以获得优良的焊接接头,既能避免电阻点焊产生大量的飞溅,又能满足激光点焊装配精度的要求。
1 实验方法
电阻点焊设备采用NIMAK焊接机器人X型点焊钳。激光点焊设备采用DC-035、slab CO2激光器。焊接材料为1 600 MPa级的热冲压高强钢。
电阻点焊工艺设置如表1所示,方式有两种:一种焊接电流为6 kA,记作D1;另一种焊接电流为8.2 kA,记作D2。激光点焊工艺设置如表2所示,方式有两种:一种焊接速度为1.5 m/min,记作J1;另一种焊接速度为1.0 m/min,记作J2。电阻-激光组合点焊焊接工艺如表3所示。
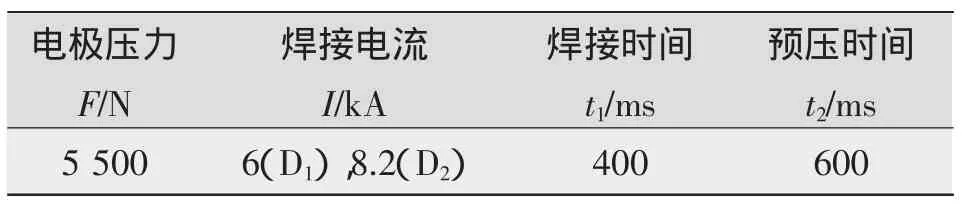
表1 电阻点焊实验工艺

表2 激光点焊实验工艺
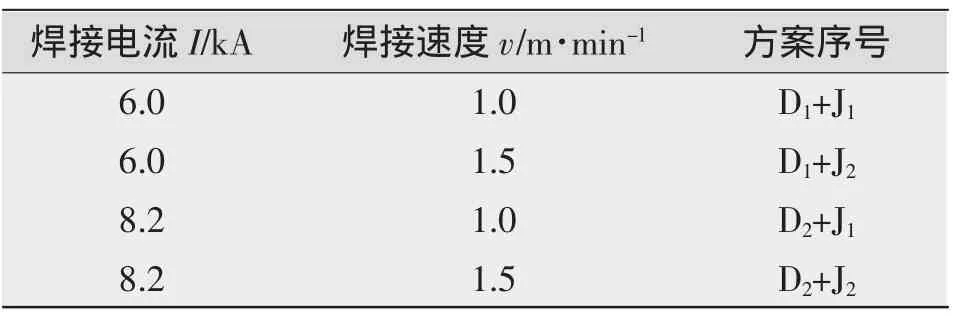
表3 电阻-激光组合点焊实验工艺
焊前试件搭接方式如图1所示。焊后对焊接接头进行显微组织分析和硬度测试,在万能实验机上进行剪切拉伸测试。
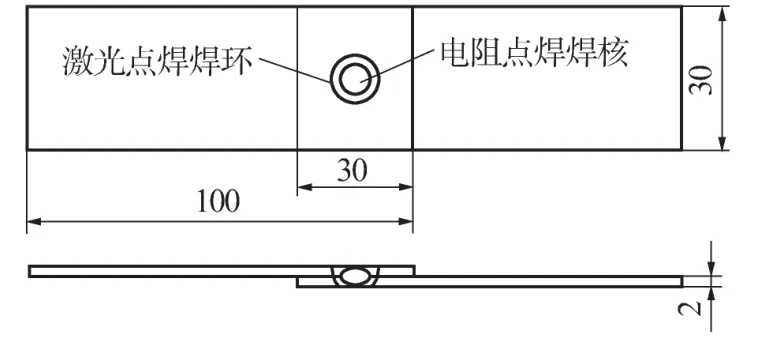
图1 电阻-激光组合点焊试件搭接方式
2 实验结果分析
2.1 焊接接头组织
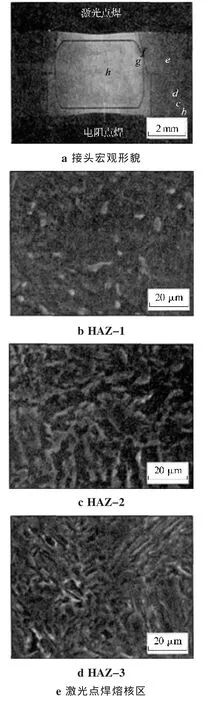
将焊接接头分为7个区域,各区域金相组织显微组织如图2所示。b处HAZ-1为高温回火组织,在焊接中由于碳化物析出并在奥氏体晶界发生聚集形成。c处HAZ-2为马氏体M+铁素体F,是奥氏体化不完全形成。d处HAZ-3为细小晶粒的马氏体,是在焊接过程中,奥氏体晶粒没有长大,冷却后形成的细小晶粒的马氏体组织。e处是激光点焊熔核区,为粗大晶粒的马氏体,是奥氏体晶粒充分长大形成。f处是激光焊环内侧热影响区,为马氏体+铁素体+碳化物,是电阻点焊的热影响区不完全淬火组织在激光点焊热量作用下形成。g处是激光焊环内侧热影响区与电阻点焊热影响区交界处,为细晶粒马氏体+碳化物,是电阻点焊的热影响区完全淬火组织在激光点焊热量作用下发生回火后形成。h处是电阻点焊熔核区,为板条状马氏体+碳化物,是回火后粗大的马氏体组织析出碳化物形成。
2.2 焊接接头硬度测试
焊接接头硬度测试曲线如图3所示。由图3可知,母材、激光点焊焊核处和HAZ-3处的硬度值较高,电阻点焊焊核处和HAZ-1处硬度明显大幅度下降。因为母材和激光点焊焊核处组织为粗大的马氏体,HAZ-3处组织为细小晶粒的马氏体组织,都有较高的硬度。而电阻点焊焊核处组织为回火组织,HAZ-1处也是高温回火组织,硬度较低。
2.3 焊接接头力学性能测试
电阻-激光组合点焊焊接接头的剪切力和断裂模式测试如表4所示。由表4可知,电阻-激光组合点焊工艺下的焊接接头要比电阻、激光单一工艺下的接头质量高,最大剪切力有了很大提高,组合点焊焊接接头的有效接触面积是单独工艺下的两者之和,剪切力大大提高。
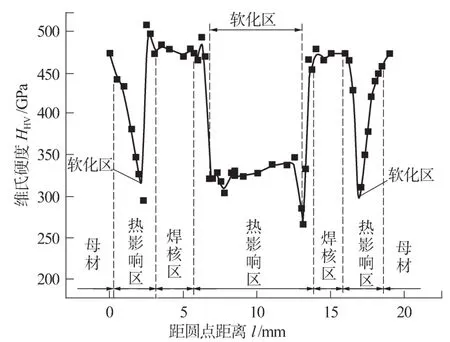
图3 电阻-激光点焊实验焊接接头硬度分布

表4 力学性能与断裂模式
单独电阻点焊焊接接头的断裂模式为界面断裂和焊核拔出两种;单独激光点焊焊接接头的断裂模式为界面断裂。组合点焊焊接接头断裂模式分为三种,即界面断裂、激光侧界面断裂+电阻焊核处焊核拔出、焊核拔出,如图4所示。界面断裂主要是因为平行焊核中心的剪切力造成;焊核拔出主要是因为垂直于焊核中心的拉应力造成的。随焊核直径的增大,最大断裂载荷也相应的增大,由于界面断裂增强幅度要大于焊核拔出增强幅度,所以电阻点焊断裂模式由界面断裂转变为焊核拔出。激光点焊有效接触面积小,大多为界面断裂。组合点焊焊接接头有效接触面积为两者之和,因此会出现焊核拔出,另外如果电阻焊核较大同时激光点焊较窄时,断裂会从激光侧形成界面断裂,最后发展成电阻点焊焊核拔出的断裂模式。
3 结论
分析了电阻-激光组合点焊工艺对热冲压高强钢焊接接头组织、力学性能产生的影响。整个焊接接头分为电阻点焊区和激光点焊区。其中母材、激光点焊焊核处和HAZ-3处硬度值较高;电阻点焊焊核处和HAZ-1处硬度值比较低,为软化区。组合点焊焊接接头的有效接触面积是单独点焊工艺下的两者之和,剪切力较高。
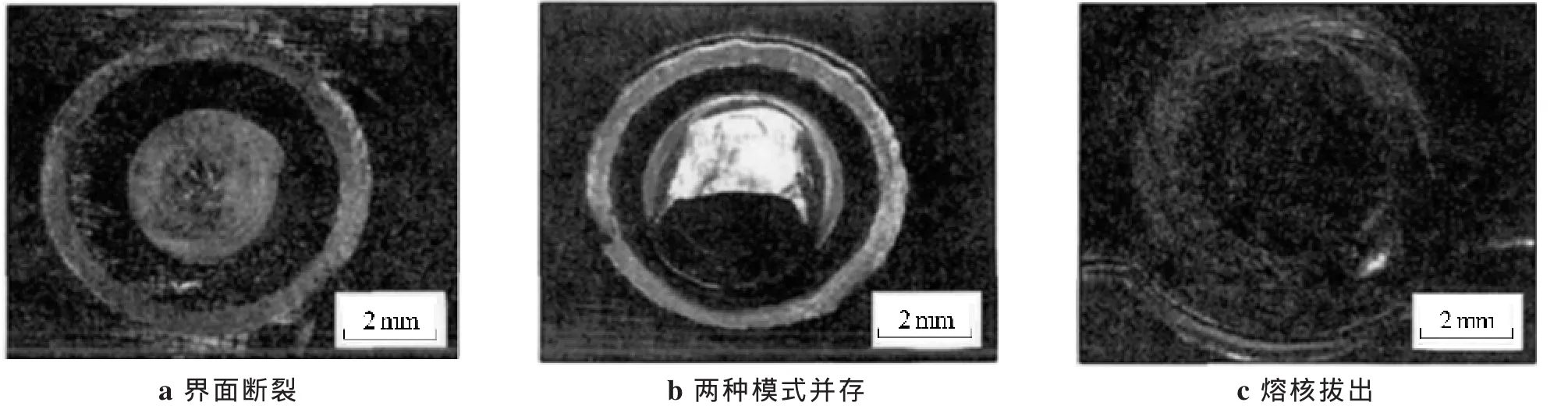
图4 电阻-激光组合点焊焊接接头断裂模式
:
[1]陈树君,于 洋,王 超,等.超高强马氏体钢中频电伺服点焊技术[J].电焊机,2010,40(5):70-73.
[2]刘新霞.汽车车身轻量化材料点焊工艺的研究[D].北京:北京工业大学硕士学位论文,2008:68-70.
[3]谷诤巍,张正林,于 鸣,等.超高强度钢板冲压件的激光点焊性能[J].吉林大学学报:工学版,2010(3):705-708.
[4]陈树君,王 超,郝素锋,等.热冲压高强钢电阻+激光组合点焊工艺[J].焊接学报,2013,34(5):5-8.
[5]李海宾,陈 铠,肖荣诗,等.热成形硼钢激光焊接与电阻点焊接头性能对比研究[J].电加工与模具,2012(1):20-23.