西门子中压变频器在FRS机组的应用
2014-09-11张清
张 清
(马钢自动化工程公司 安徽马鞍山 243003)
西门子中压变频器在FRS机组的应用
张 清
(马钢自动化工程公司 安徽马鞍山 243003)
介绍了SIMOVERT MV在减定径机组的运用,并对运行实际情况和网络通信进行分析。
矢量控制,高压IGBT,网络通信
随着市场竞争的进一步激烈,高速线材产品面临着市场供大于求,产品定位偏低的局面,改造是唯一出路,产品必须向品种多元化,质量优良化发展,高、精、尖是发展的趋势。老高线改造的最大特点是引进了FRS(减定径)机组,它在精确轧制中起了关键作用。它的交流传动控制设备采用的是西门子中压变频调速系统,采用的是矢量控制方式,它优越的调速特点,稳定的运行模式,方便的故障检查与维护,得到了充分的肯定。
1 系统结构与控制特点
SIMOVERT MV 变频器为电压源型中间回路变频器,采用传统的交-直-交变频器结构,整流部分采用12脉冲二极管整流器,其设计为三电平电路配置(见图)。与二电平变频器相比较,三电平变频器的优点是,其部件只承载直流母线电压的一半(降低了电压强度)。可以获得优良的输出电压特性,具有低谐波分量的基本正弦电流特性以及优良的转矩特性,使电机损耗得到降低。
SIMOVERT MV的一大特点就是采用了HV-IGBT作为变频控制开关元件,它对每次通电和断电瞬变的电流电压完全可以控制。这就减少了触发电路的元件数量,使系统可靠性加强。
系统可采用多种控制模式,可根据实际要求进行选择,在某种控制方式不具备条件时可方便的进行控制方式切换,不影响运行。闭环系统控制使用SIMADYN D-ITSP 控制模块。ITSP 控制逆变器和监控直流母线电压、输出电流和输出电压。
全数字化的SIMADYN D控制系统作为矢量控制的操作平台。SIMADYN D采用STEP7硬件组态,CFC和SFC作为编程语言。OP7是其人机接口,有良好的操作界面,所有的系统优化可以直接通过OP7完成。所有的现场电机信号,与变压器,主接触器信号送至远程和柜内的ET200,通过Profibus网送回SIMADYN D,直接参与控制,提高了系统的快速性和运行的可靠性。
所有的信号组态已经在程序中完成,可以通过PDA跟踪电流、转矩等重要信号,及时分析,掌握设备运行的连续状态。由于PDA由硬件端口采样,端口的输出可以在参数设定中进行修改,对重要数据及时跟踪。
通过CBP2板与PLC进行通讯,它作为PLC一个子站,参与全线轧制控制,同时系统本身为一单独工作站,使控制更加合理。
采用绝缘监视器,并直接参与控制,提高系统的安全性。
运行方式单电路和并联电路配置
输出电压的可能的最大幅值是直流母线电压的函数。输出电压的有效值可通过节拍频率来降低。由瞬态切换构成的这些节拍频率在基波内运行在零电位(M)。电压可在0V 和额定输出电压之间进行设定。
这些节拍时序的频率是重复的并与逆变器的输出频率是相同的。
频率可被设定为0Hz-100Hz。
通过使用数字闭环控制系统和脉冲模型发生器,产生了与输入的值相对应的节拍时序。这些将通过光纤电缆传输到HV-IGBT 触发回路。
电压中间回路变频器的机器侧闭环控制设计为TRANSVEKTOR磁场定向闭环控制并可作为闭环频率,速度或转矩控制。
TRANSVEKTOR 控制实现直流传动的动态响应。转矩和产生磁通的电流分量互相之间独立控制。
该功能使变频器输出低谐波的基本是正弦的电压和具有高动态响应特性。
特性:电动机的电压和电流几乎是正弦波的。
在电机端子上的电压上升率减至< 500V/μs。
避免瞬态电压尖峰。
在电机中的附加损耗由于电流谐波减小而降低。
长的电机电缆的充电电流峰值被减小,这意味着,可以不需要附加的输出电抗器。
IHV 滤波器同逆变器输出电压,电机电压并未电气隔离,因而,绝缘监视仪可保留全部功能
2 FRS:机组技术参数
电机功率4900KW 电压4000V 电流2×405A 额定频率30.2Hz 额定转速900转。
轧机采用4个架次,每2个机架对应相应的齿轮箱,电机-A箱-B箱-CD箱,所有齿轮箱可以调整齿轮的速比,不同级别的齿轮箱减速比如表1。
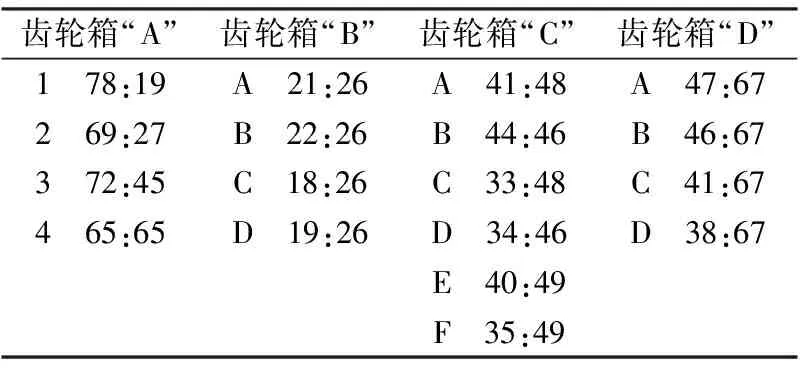
表1 不同级别齿轮箱减速比
对于不同直径的轧件,采用不同的齿轮箱速比,通过齿轮箱内部的齿轮速比的变换来实现轧辊之间的轧件秒流量相同,相对于电机的速度变化可以控制在很小的范围内,C、D箱输出轴直接连接到轧机的机架上,保证了每个机架之间的速比配合精度更高,从而保证轧制出精品钢种。
3 系统调试状况
3.1故障现象
如果系统在主断路器断电超过一天,系统经常会显示绝缘监视故障,主断路器无法吸合。
原因分析:变频器主断路器与柜内风机接触器属于连锁信号,同时启动。变频器送电以后,柜内风机始终运行,干燥的环境使绝缘保持正常。当变频器停下以后,柜内风机受控制同时停转,由于空气湿度较大,造成绝缘下降。
处理办法:将柜内风机的合闸方式由主断路器控制改为单独控制方式,可以单独启动,风机的接触器信号作为变频器启动条件。当变频器断电超过6小时,必须单独启动风机,确保绝缘正常。
3.2故障现象
轧线主传动系统运行过程,PLC显示FRS为风机故障状态,但是没有故障跳闸,风机实际也处于运行状态。
原因分析:检查发现传动柜本体与PLC所取的风机信号不同,一个为PLC的输出信号,一个为风机接触器信号,造成冲突。
处理办法:将两信号统一改为风机接触器信号。
3.3故障现象
合闸信号发出后,传动柜显示有缺相,处于故障状态。
原因分析:首先检查变频器内部是否有短路,断路情况,未发现异常。然后检查了主接触器,发现其储能开关无法复位,造成不吸合,当合闸信号发出后,传动柜自动检测电流电压值,无返回,发出故障信号。
处理办法:将主接触器信号送入PDA进行连续跟踪,当送电瞬间,主断路器是否动作是判断此故障的关键,如果未动作,则问题出在控制回路,动作后跳闸则要检查变频器本体。
4 系统维护注意事项
所有的变频器故障都处于报警列表中,但是MV会报出连锁故障,可能是一个故障点引发的,处理时,将所有故障找出,由主断路器向前一级分析。
由于系统负载很大,风机功率很大,各触发电路板容易积灰造成短路,应定期清理。
柜内风机属于免维护设备,必须定期更换。
完善主断路器合闸控制方式,整流桥需要预充电过程,误动作的强行合闸,会造成强大的冲击引起设备损坏。
5 结语
系统运行可靠稳定,具有良好的调速特性和快速的保护功能,能够满足各种轧制要求,变频器控制效果明显,但是由于它是单独一套系统参与到整个PLC控制中,对各个接口信号要求严格,控制模式相对复杂。
[1] 姚锡禄.变频器控制技术与应用[M].福州:福建科技出版社,2005
[2] 陈化钢.电磁式电压互感器铁磁谐振过电压的判定方法[J].安徽冶金科技职业学院学报,2009.1
Application of Siemens Medium Voltage Frequency Converter in the FRS Unit
ZHANG Qing
This paper introduces the application of SIMOVERT MV in reducing sizing mill and analyze the actual operation situation and network commun ication.
vector control;high-voltage IGBT;network communication
2014-08-10
张清(1964-),女,马钢自动化工程公司,工程师。
TG333+.62:TM587+.6
B
1672-9994(2014)04-0023-03
