基于PLC技术的煤矿井下带式输送自动控制系统的研究
2014-09-10肖利平
肖利平
(贵州理工学院采矿工程学院,贵州省贵阳市,550003)
基于PLC技术的煤矿井下带式输送自动控制系统的研究
肖利平
(贵州理工学院采矿工程学院,贵州省贵阳市,550003)
针对传统人工控制带式输送机启停过程中存在的原煤遗撒和原煤堆积等问题,研究设计了一套基于PLC技术的煤矿井下带式输送自动控制系统,阐述了该系统的控制要求,介绍了该系统的硬件电路设计、使用操作和启停时间设定。通过井下工业性试验表明,该系统运行安全可靠,达到了煤矿井下采区带式输送系统无人值守的自动控制要求。
PLC 煤矿井下运输 带式输送机 自动控制
煤矿井下采区带式输送机工作环境恶劣,受输送距离、输送物料流量和地理条件等因素的影响,往往需要安装多条且倾斜角度不同的带式输送机组成带式输送系统共同实现物料的输送。传统人工启停设备时,不能很好地协调各条带式输送机启动的先后顺序和时间间隔,往往出现原煤遗撒和原煤堆积等现象,甚至出现设备损坏和生产停止等严重后果。基于此,设计了一套基于PLC的煤矿井下带式输送自动控制系统来集中控制各条带式输送机的启停。带式输送机的自动延时启停减少了人工的繁琐劳动,提高了带式输送系统运输的安全性和可靠性,大大提高了煤矿的生产效率。
1 带式输送自动控制系统的控制要求
1.1 传统人工启停带式输送机的控制缺陷
传统人工启停带式输送机时,操作工人根据现场的启停信号依次手动启动或停止各条带式输送机时间间隔不容易掌握,而且容易因为操作失误导致无法顺利启停,因而可靠性和人员安全系数较低。应用PLC技术的自动控制系统将实现在按下启动按钮或者停止按钮时,整个带式输送系统会自动进行延时的启动或者停止,降低带式输送机物料堆积或长时间无负载空转造成资源浪费的可能。
为了防止胶带在物料输送过程中偏离运输轨道发生损坏或者在生产中有紧急情况发生,根据胶带长度为每条胶带安装多个跑偏开关及拉绳动作开关,在传统继电器启停控制系统中,任意一条胶带的跑偏开关或者拉绳开关动作都会导致整个带式输送系统立刻停车,大量物料堆积在胶带上,为了避免电机高负荷启动造成设备损坏,再次启动时只能人工铲除堆积在输送胶带上的物料,这样就会消耗掉大量的人力和物力,还会导致生产的长时间延误。
1.2 应用PLC技术的带式输送自动控制系统的优势
以弯田煤矿7202采区配置的6条带式输送机构成的带式输送系统为例,应用PLC技术后实现多条带式输送机的自动顺序延时启停。从物料采集地到物料输送目的地顺序的6条带式输送机分别为1#、2#、3#、4#、5#和6#带式输送机。根据实际生产的需要,带式输送机的启动顺序为物料输送目的地的6#带式输送机开始启动,然后是5#、4#、3#和2#带式输送机,最后启动靠近物料采集地区的1#带式输送机。带式输送机的停止顺序为物料采集地区的1#带式输送机开始停止,然后是2#、3#、4#和5#带式输送机,最后停止靠近物料输送目的地的6#带式输送机,即停止顺序与启动顺序完全相反。
本系统通过PLC实现带式输送机跑偏开关或拉绳开关动作,当出现故障时带式输送机立刻自动停车,故障带式输送机的上游带式输送机同时自动停车,故障带式输送机的下游带式输送机继续运转延时停车。例如:当4#带式输送机跑偏开关或拉绳开关动作时,4#、3#、2#和1#带式输送机将停止运转,5#和6#带式输送机将继续运转延时停机,从而避免了5#和6#带式输送机上的物料堆积。待5#和6#带式输送机停止运行后,可对整个带式输送系统进行故障排查,消除故障后再次启动带式输送系统时,只需要将故障带式输送机和上游3条带式输送机上的物料清除,下游2条带式输送机上的物料已经输送完成,从而减少了人力资源的消耗,同时又缩短了耽误生产的时间,提高了生产效率。越是运输线路长和运输系统复杂的情况下,本系统的优势就越是明显。
2 带式输送自动控制系统的硬件电路设计
2.1 PLC型号选择
根据带式输送系统的控制要求,输入部分为系统启动、系统停止、故障输入、复位和保护开关解除输入等信号,共需要10个输入端子。输出部分为每个带式输送机主电机的启动及故障显示等信号,共需要12个输出端子。根据系统的需要,在满足系统要求的前提下,选用性价比较高的OMRON公司生产的CPM1A-30CDR-A型号PLC,该型号PLC的输入端子为18个,输出端子为12个,其端子数量满足系统要求且无大量端子剩余,各端子接线示意图如图1所示。
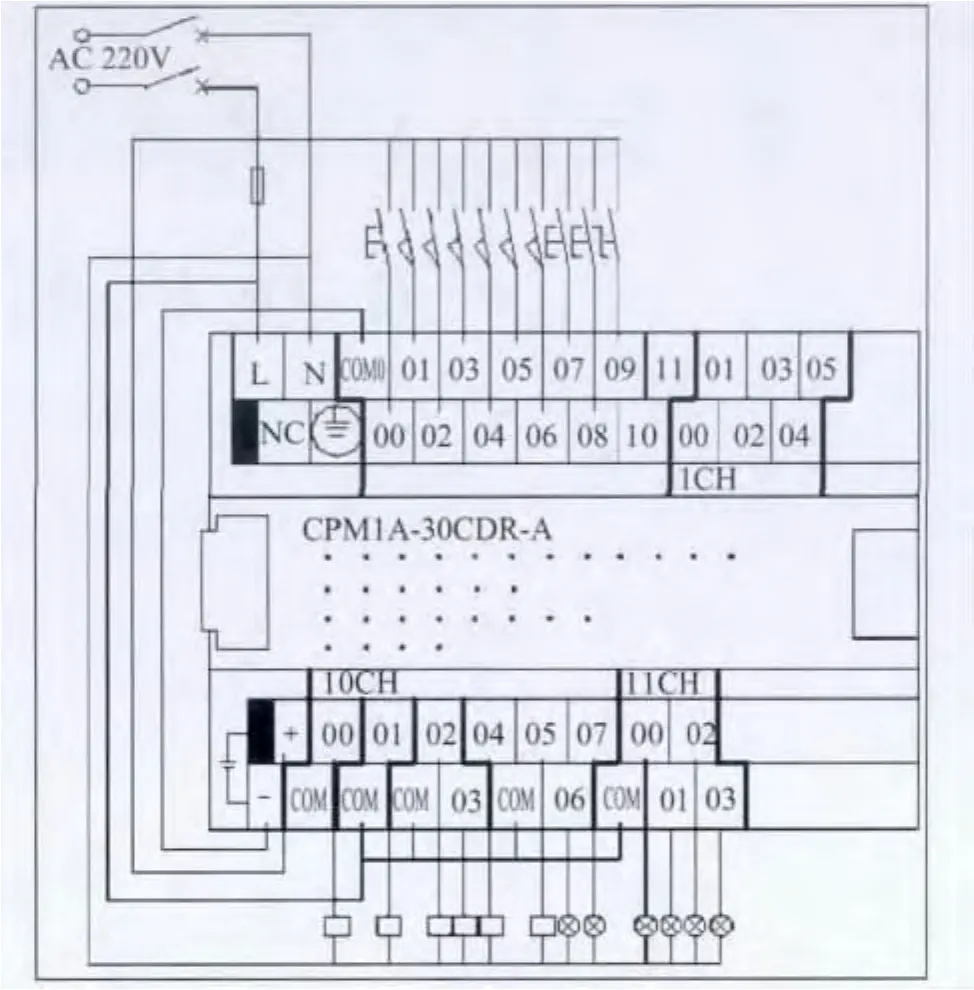
图1 PLC硬件端子接线示意图
2.2 PLC电源模块
PLC自带有24 V的AC/DC电源模块,可将市电的220 V交流电转换为系统需要的24 V直流电。
2.3 输入输出端子部分
2.3.1 输入端子部分
图1中0CH部分的00端子为系统启动按钮SB0信号输入端子,0CH部分的01~06端子依次为1#~6#带式输送机的保护开关信号输入端子。保护开关信号为胶带跑偏开关信号、拉绳开关信号及带式输送机主电机的保护开关信号的并联信号,任一故障信号输入时相应端子就会有信号输入。0CH部分的07端子为系统停止按钮SB7信号输入端子。0CH部分的08端子为故障信号复位按钮SB8信号输入端子。0CH部分的09端子为解除保护开关作用旋钮SA信号输入端子,该信号用于解除保护开关对带式输送机的保护联锁作用。
2.3.2 输出端子部分
图1中10CH部分的00~05端子是1#~6#带式输送机电机主回路接触器线圈输出端子,即1#~6#带式输送机的主电机驱动信号输出端子,若主电机接触器线圈功率较大,PLC输出端子输出信号无法满足要求,可利用输出端控制小型电动阀来间接控制各条带式输送机电机主回路接触器。10CH部分的06和07端子为1#~2#带式输送机的故障信号显示输出端子。11CH部分的00~03端子为3#~6#带式输送机的故障信号显示输出端子。
3 带式输送自动控制系统的使用操作
根据实际生产需要,带式输送机的保护开关动作信号在程序内部设有自锁,即信号输入后会一直保持信号输入状态直到按下复位按钮SB8,因此在每次启动带式输送系统之前或者日常故障检修之后,需要先按下复位按钮SB8并观察各带式输送机故障信号显示指示灯是否点亮,若故障信号显示灯均未点亮说明该系统处于正常状态,系统准备就绪。系统操作流程示意图如图1所示。
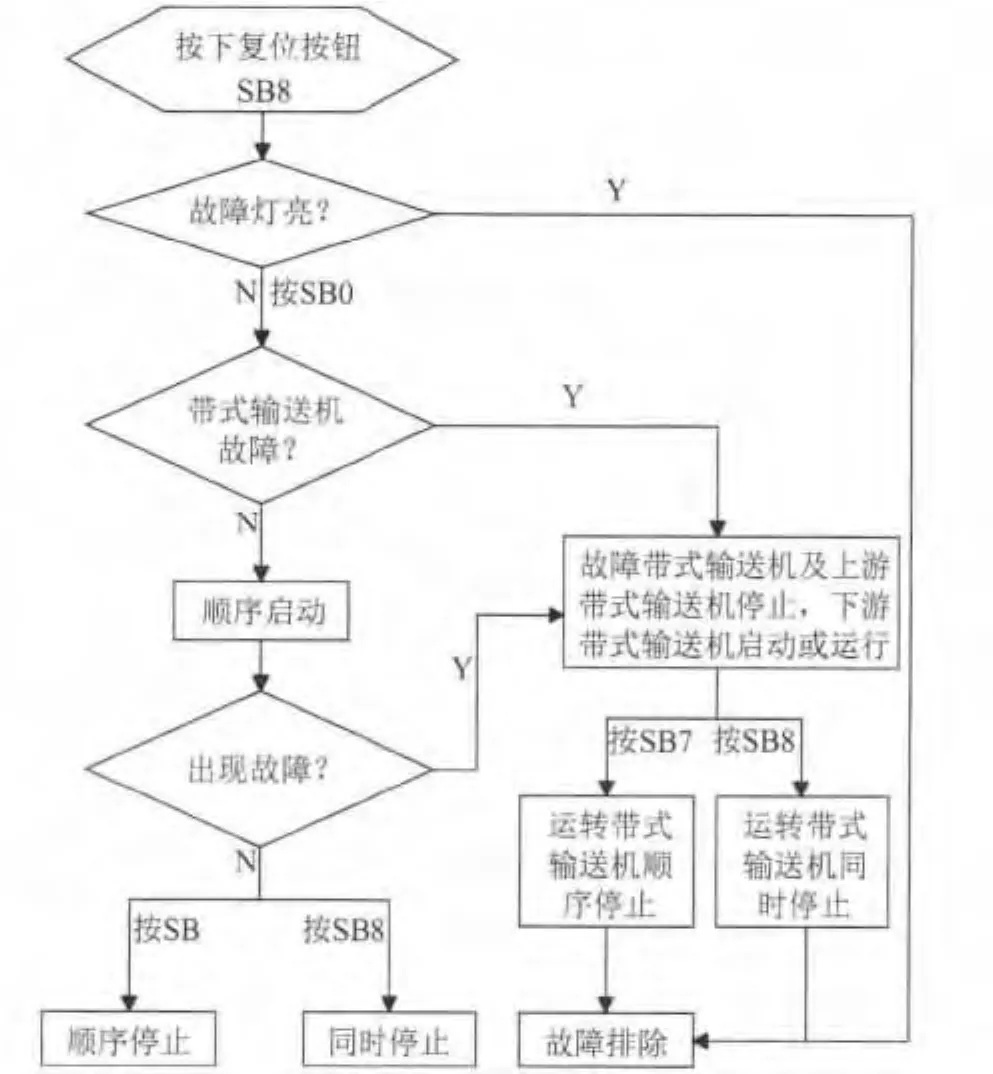
图2 系统操作流程示意图
当按下启动按钮SB0后,6条带式输送机会按照程序设定的启动顺序和延时间隔依次自动开启设备,其中延时间隔长度可根据实际生产过程中带式输送机的输送速度和长度进行更改设定。
当需要停止带式输送系统时,按下停止按钮SB7,6条带式输送机会按照程序设定的启动顺序和延时间隔依次自动停止设备,其延时间隔长度亦可根据实际生产过程中带式输送机的输送速度和长度进行更改设定。
在带式输送系统的正常运输过程中,若某一条带式输送机的保护开关动作信号输入,这条带式输送机及上游的几条带式输送机会立刻停止运转,以避免物料堆积将带式输送机压死而为物料清除带来难度,下游的带式输送机会继续运行将物料向目的地输送。如果下游的带式输送机在输送过程中按下停止按钮SB7,则下游的带式输送机会按照程序设定的延时间隔自动停止。如果在带式输送机运行过程中按下复位按钮SB8,则所有运转的带式输送机会立刻停止,因此复位按钮SB8亦可以作为急停按钮使用。
解除保护开关作用旋钮SA用于解除整个带式输送系统中的所有保护开关的保护作用,在正常运行情况下严禁闭合此开关,以避免因失去保护而导致的带式输送机损坏。
4 带式输送自动控制系统的启停时间设定
本带式输送自动控制系统设定的启动延时间隔为:6#与5#带式输送机启动间隔为3 s,5#与4#带式输送机启动间隔为6 s,4#与3#带式输送机启动间隔为8 s,3#与2#带式输送机启动间隔为10 s,2与1#带式输送机启动间隔为12 s。本带式输送系统设定的停止延时间隔为:1#与2#带式输送机停止间隔为3 s,2#与3#带式输送机停止间隔为6 s,3#与4#带式输送机停止间隔为9 s,4#与5#带式输送机停止间隔为12 s,5#与6#带式输送机停止间隔为15 s。用户可根据现场生产的实际需要自行调节延时的时间间隔,因为PLC中的时间间隔的基本单位为0.1 s,所以间隔设置只可精确到0.1 s。
5 结语
基于PLC技术的煤矿井下采区带式输送自动控制系统在贵州省盘县弯田煤矿7202采区2013年投入使用,通过1年多的实际运行表明,该系统运行安全可靠,达到了煤矿井下采区带式输送系统无人值守的自动控制要求。7202采区带式输送自动控制系统由6条带式输送机和一个给煤机组成,带式输送自动控制系统准确地故障指示减少了人力资源的投入,良好的可靠性和安全性减少了因设备故障或人为操作失误导致的设备损坏,降低了设备损耗,提高了矿井安全生产水平,达到了减员增效的目的。
[1]李鹏.PLC变频控制系统在煤矿中的应用 [J].中国煤炭,2010(10)
[2]王整风,谢云敏 .可编程控制器原理与实践教程[M].上海:上海交通大学出版社,2007
[3]杨春稳,李俊豪,马东娟等 .基于PLC煤矿通风机供电控制系统可靠性研究 [J].中国煤炭,2011(4)
[4]毛浩 .张家峁选煤厂电气控制系统设计 [J].中国煤炭,2013 (6)
Research on automatic control system of belt conveyor for coal mine based on PLC
Xiao Liping
(College of Mining Engineering,Guizhou Institute of Technology,Guiyang,Guizhou 550003,China)
In view of the scattering and stacking of raw coal for traditional manual controlled belt conveyor in the process of start-up and stop,a set of automatic control system of belt conveyor for coal mine was developed on the basis of PLC.Its control requirements were expounded,moreover,the hardware circuit design and the operation instruction as well as the start-stop time setting were introduced.The underground industrial test showed that the system runs safely,meeting the requirements for unattended automatic control of belt conveyor for coal mine.
PLC,underground transportation in coal mine,belt conveyor,automatic control
TD528
A
肖利平 (1969-),女,湖南邵阳人,副教授,硕士,现任职于贵州理工学院采矿工程学院,主要从事自动控制、煤矿开采和煤矿安全方面的研究。
(责任编辑 路 强)