阳极氧化对TB8钛合金粘接性能的影响
2014-09-05周希文谢兰生洪海华王妍琴
周希文,谢兰生,黄 珺,洪海华,王妍琴
(1.南京航空航天大学 机电学院,江苏 南京 210016)(2.中航工业直升机设计研究所,江西 景德镇 333001)(3.天津航天长征火箭制造有限公司,天津 300462)
阳极氧化对TB8钛合金粘接性能的影响
周希文1,谢兰生1,黄 珺2,洪海华2,王妍琴3
(1.南京航空航天大学 机电学院,江苏 南京 210016)(2.中航工业直升机设计研究所,江西 景德镇 333001)(3.天津航天长征火箭制造有限公司,天津 300462)
分别以铬酸阳极氧化(CAA)和氢氧化钠阳极氧化(SHA)两种方法,处理用于钛合金/钛合金胶接试样的TB8钛合金表面,通过拉伸剪切试验测量了钛合金/钛合金胶接试样的剪切强度,分析了氧化时间和电压对钛合金粘接强度的影响。结果表明:电压10V时,CAA方法处理10~15min、SHA方法处理15~20min的钛合金均能获得很高粘接强度;氧化膜层太薄与太厚均不利于提高钛合金/钛合金胶接剪切强度。
TB8钛合金;阳极氧化;表面处理;粘接性能;剪切强度
TB8钛合金是“九五”期间国家重点攻关研制的一种超高强度近β型钛合金,与美国在20世纪90年代研制的钛合金β21S相似,高温性能良好,与工业纯钛有相似的冷轧和冷成形能力,是一种具有广泛应用前景的航空材料[1-2]。
钛合金胶接结构可有效减轻飞行器的质量,广泛应用于航空航天领域,但需要解决的一个重要问题是粘接强度问题。表面形貌、硬度、材料热膨胀系数和表面化学特性等诸多因素都会影响胶接件的胶接强度,通过表面预处理改善材料表面形貌和化学特性是提高钛合金粘接强度的一个非常重要的途径[3-4]。
用于钛合金胶接的表面处理方法很多,主要有喷砂、打磨等机械方法,酸蚀、碱蚀等化学方法以及C粘接A、NaTESi等电化学方法[5-9]。目前对钛合金表面处理的研究主要集中在TC4钛合金上,而对于β钛合金鲜有报道。本文主要分析氢氧化钠阳极氧化(SHA)和铬酸阳极化(CAA)两种电化学方法对TB8钛合金粘接性能的影响。
1 试样制备与试验方法
1.1试样制备
本试验所用TB8钛合金由北京航空材料研究院提供,其成分为:w(Mo)=14.000%~16.000%,w(Al)=2.500%~3.500%,w(Nb)=2.400%~3.200%,w(Si)=0.150%~0.250%,w(Fe)≤0.400%,w(O)≤0.170%,w(C)≤0.050%,w(N)≤0.050%,w(H)≤0.015%,w(其他杂质)=0.400%,其余为钛。试样尺寸为100mm×25mm,厚度0.5mm。
TB8钛合金试片用丙酮擦拭干净后,放入70±3℃的碱液(4% NaOH,5% Na3PO4,3% Na2CO3)中浸渍5min,再放入酸液(40%~60% HNO3,1% HF)中浸渍5min,最后取出清洗晾干,待阳极氧化处理。
SHA溶液成分为200g/L NaOH,CAA溶液成分为15% CrO3,0.1% NH4HF2,试验过程中保持溶液温度为20±2℃。SHA试验工艺参数有2组:保持氧化时间10min,取电压5~20V与保持电压10V,取氧化时间5~25min。CAA试验工艺参数也有2组:保持氧化时间20min,取电压5~20V与保持电压10V,取氧化时间5~25min。
阳极氧化试样在72h内进行搭接,涂胶宽度12.5mm,加压0.2MPa,固化温度60±5℃,固化时间5h,粘接剂为EA9309.3A航空专用胶(HENKEL公司)。
由于TB8钛板厚度只有0.5mm,为方便夹持和预防拉伸偏心,剪切实验前,钛板夹持部位要各粘一块1.0mm和1.5mm厚的铝片,如图1所示。
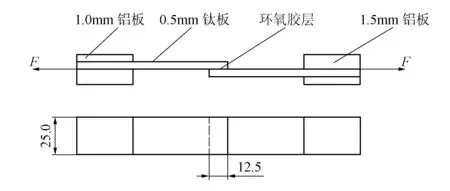
图1 剪切试样图
1.2试验方法
按照国标GB7124-86,制备好的剪切试样在RG2000-20型微机控制电子万能试验机(深圳市瑞格尔仪器有限公司生产)上进行剪切强度测试,加载速度为2mm/min。
2 试验结果与分析
2.1CAA氧化方法对TB8合金粘接强度的影响
2.1.1阳极氧化电压对钛合金粘接强度的影响
图2所示为氧化时间为20min时,电压对钛合金粘接强度的影响。阳极电压10V时,可获得较高剪切强度;电压小于10V时,粘接强度随着氧化电压的增大呈上升趋势;电压超过10V时,粘接强度随电压升高呈下降趋势。
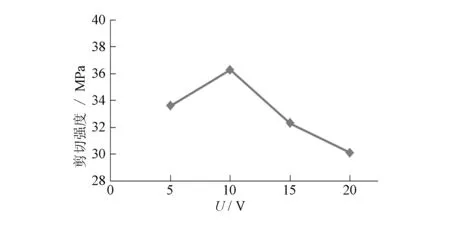
图2 电压对钛合金粘接强度的影响(CAA方法处理)
图3所示为试样经不同电压处理剪切试验后的表面形貌。电压为5V时,氧化缓慢,阳极氧化膜薄,钛合金表面生成的微孔较小,胶接接头为粘附失效,剪切强度较小。经10V电压处理的试样,阳极氧化膜层与钛合金基结合强度好,与胶层粘附性能较好,胶接接头混合失效,剪切强度提高。经15V、20V处理的试样,剪切后膜层剥落,露出银白色基体,说明此时膜层与基体的结合力下降,导致剪切强度下降。因此可知使用CAA方法处理TB8钛合金,阳极氧化电压为10V时,钛合金有较好的综合粘接性能。
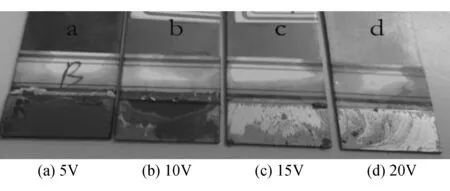
图3 不同电压下剪切失效形式(CAA方法处理)
2.1.2阳极氧化时间对钛合金粘接强度的影响
图4所示为阳极电压为10V时,氧化时间对钛合金粘接强度的影响。氧化时间为10min,剪切强度达到最大值39.2MPa,氧化时间超过15min后,剪切强度随时间下降较快。

图4 时间对钛合金粘接强度的影响(CAA方法处理)
图5所示为试样经不同时间处理,剪切试验后的表面形貌。氧化时间为5min时,胶接接头为粘附失效,剪切强度较小;氧化时间为10~15min时,胶接接头为混合失效,剪切强度提高;氧化时间超过15min,胶接接头氧化膜开始出现脱落,剪切强度呈下降趋势。因此,要获得理想的粘接性能,氧化时间宜为10~15min。

图5 不同处理时间时剪切失效形式(CAA方法处理)
2.2SHA氧化方法对钛合金粘接强度的影响
2.2.1阳极氧化电压对钛合金粘接强度的影响
图6所示为氧化时间10min时,电压对钛合金粘接强度的影响。阳极电压10V时,剪切强度最大,粘接最好。电压小于10V时,剪切强度随着氧化电压升高呈上升趋势。电压超过10V时,剪切强度随着氧化电压升高呈下降趋势。
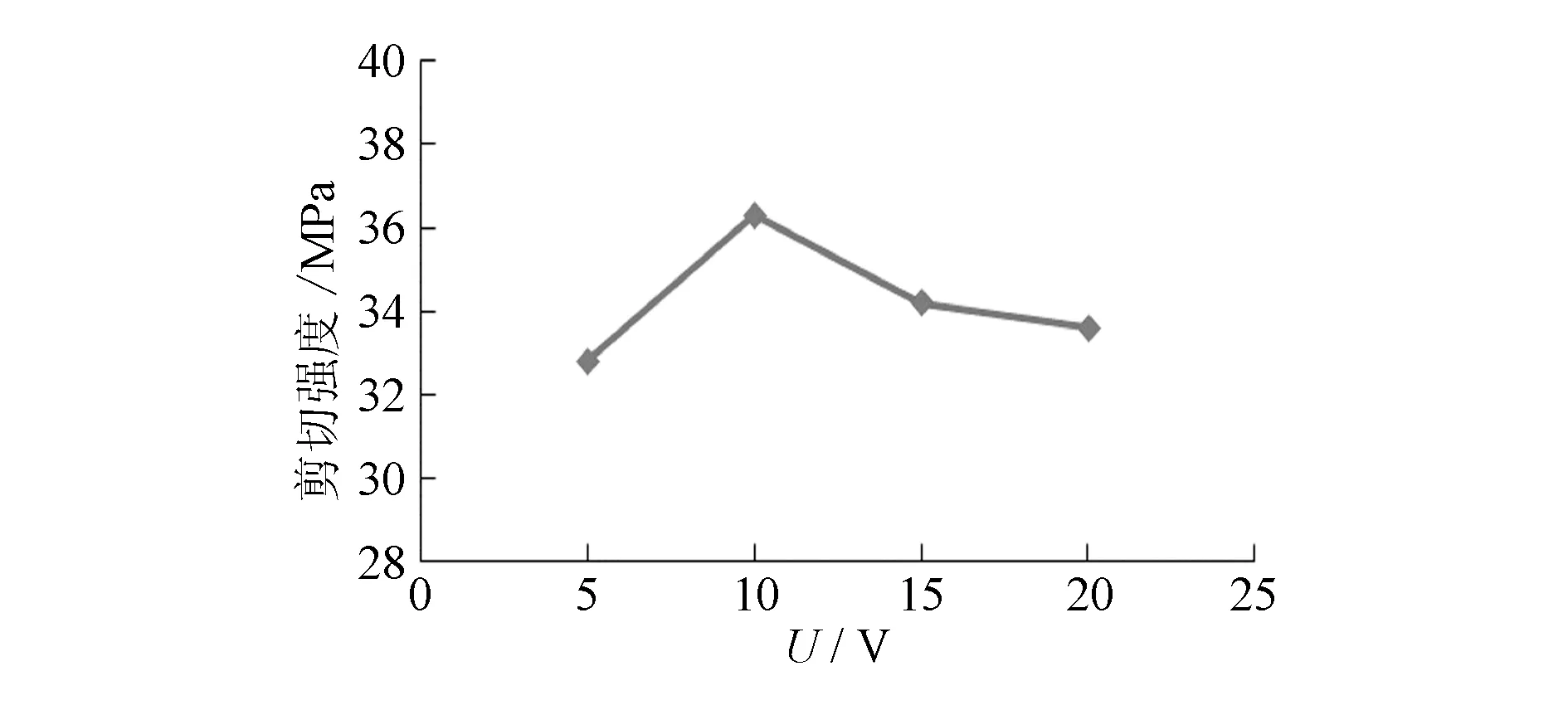
图6 电压对钛合金粘接强度的影响(SHA方法处理)
图7所示为试样经不同电压处理,剪切试验后的表面形貌,未发现有氧化膜剥落现象。电压为5V、15V和20V时,氧化膜层与粘接剂粘接强度不高,胶接接头是粘附失效,剪切强度较小。电压为10V时氧化膜层与基体的结合强度和与粘接剂的粘接强度都比较好,胶接接头混合破坏,剪切强度较高。
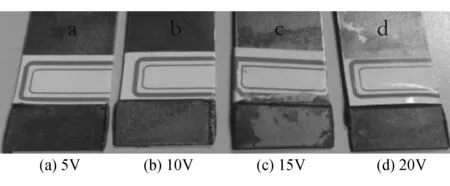
图7 不同电压下剪切失效形式(SHA方法处理)
2.2.2氧化时间对钛合金粘接强度的影响
图8所示为阳极氧化电压10V时,氧化时间对粘接强度的影响。氧化时间小于15min时,剪切强度随着氧化时间增加而增加;氧化时间大于15min时,剪切强度随着氧化时间增加而下降。
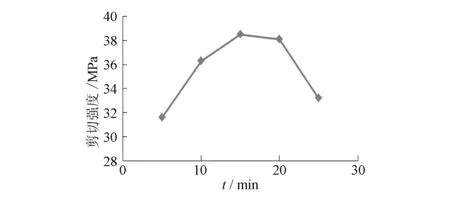
图8 时间对钛合金粘接强度的影响
图9所示为试样经不同时间处理,剪切试验后的表面形貌,未发现有氧化膜脱落现象。5min和25min时,膜层与粘接剂粘接合力不好,胶接接头主要是粘附失效,剪切强度较低。在10~20min时,膜层与粘接剂粘接较好,胶接接头均为混合失效,剪切强度较高,并且在 15~20min时粘接效果最好。
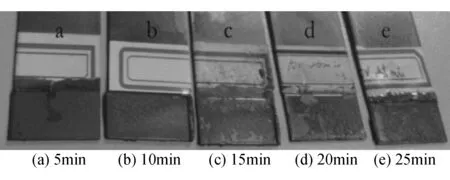
图9 不同处理时间时剪切失效形式(SHA方法处理)
2.3不同表面处理方法对钛合金粘接强度的影响
酸洗、除油、打磨、阳极氧化都是通过不同方式改善钛合金表面性能,达到增强粘接效果的目的。图10所示为各种处理方式对剪切强度的影响。其中未酸洗试样只经过丙酮除油,酸洗试样为自制的酸洗溶液清洗5min,打磨使用400#砂纸,CAA处理参数为10V、10min,SHA处理参数为10V、15min。从图中可看出,采用阳极氧化方法处理钛合金试样能明显提高粘接强度。CAA氧化粘接强度最高为39.2MPa,略高于SHA氧化处理的38.5MPa,与未酸洗处理、酸洗处理、打磨处理等3种处理方式比较,CAA氧化粘接强度分别提高了74.2%,41.5%,30.3%。
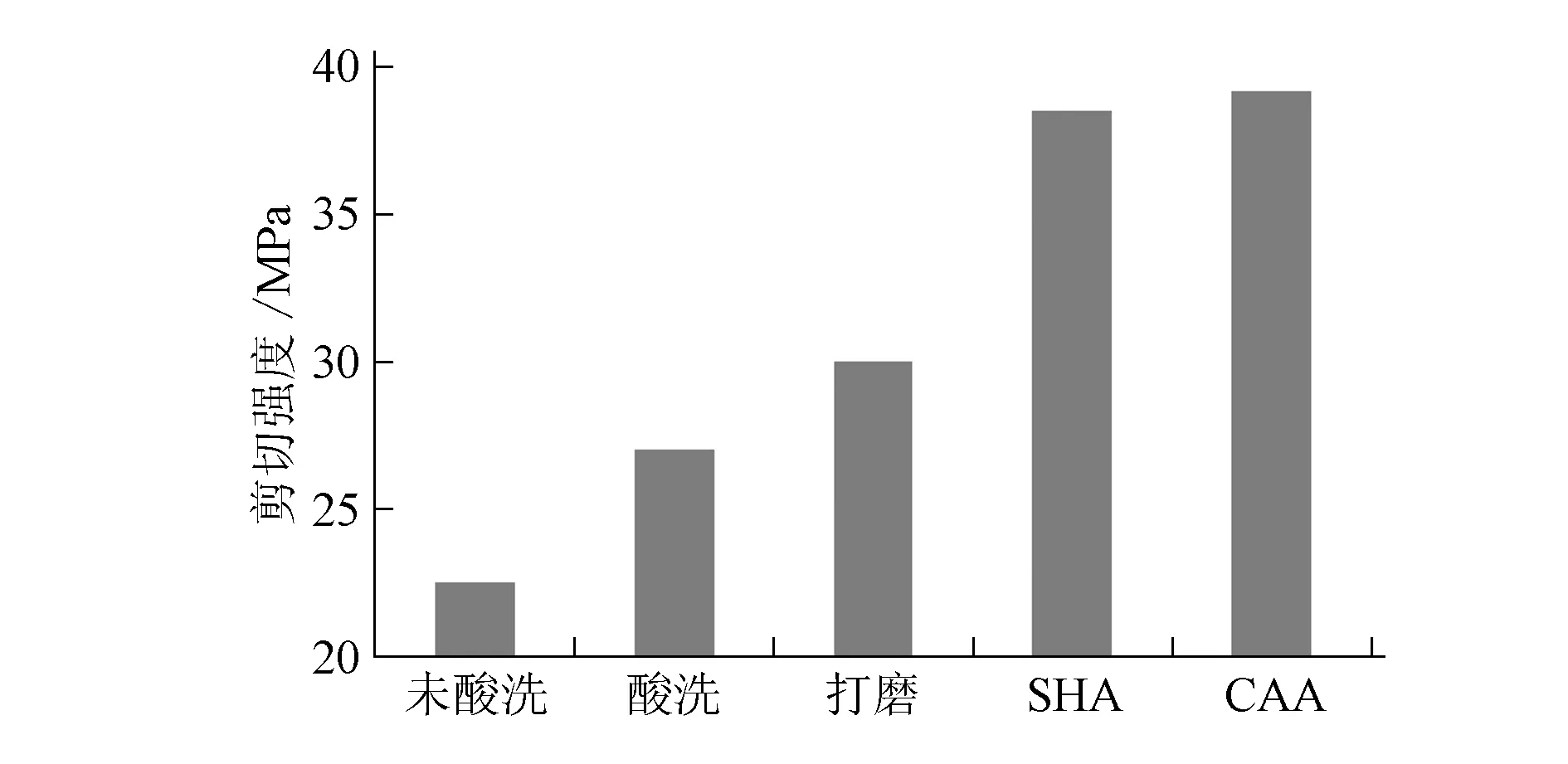
图10 不同表面处理对粘接性能的影响
3 结束语
阳极氧化预处理能显著提高钛合金粘接强度,对于提高钛合金/钛合金胶接件和钛合金/复合材料胶接件粘接性能有着非常重要的意义。本文通过试验发现在获得相近的剪切强度时,SHA处理所需时间比CAA处理所需的处理时间稍长,但溶液稳定性更好,废液也更容易处理,有利于工业化生产。
[1] 黄旭,朱知寿,王红红. 先进航空钛合金与应用[M]. 北京:国防工业出版社,2012.
[2] DUAN Y P, LI P, XUE K M, et al. Flow behavior and microstructure evolution of TB8 alloy during hot deformation process [J]. Transactions of Nonferrous Metals Society of China, 2007, 17(6):1199-1204.
[3] MERTENS T, GAMMEL F J, KOLB M, et al. Investigation of surface pre-treatments for the structural bonding of titanium [J].International Journal of Adhesion & Adhesives, 2012 (34):46-54.
[4] KURTOVIC A, BRANDL E, MERTENS T, et al. Laser induced surface nano-structuring of Ti-6Al-4V for adhesive bonding [J]. International Journal of Adhesion & Adhesives, 2013 (45):112-117.
[5] 宿凯,曲春艳,王德志,等. 钛合金表面阳极化处理对钛合金/复合材料胶接性能的研究[J]. 化学与粘合,2013, 35(4):33-36.
[6] 曲春艳,李琳,王得志. 钛合金胶接表面处理研究[J]. 材料工程,2010 (12):82-85.
[7] INGRAM C, RAMANI K. The effect of sodium hydroxide anodization on the durability of poly(ether ketone ether ketone ketone) adhesive bonding of titanium [J]. International Journal of Adhesion & Adhesives, 1997(17):39-45.
[8] KENNED Y A C, KOHLER R, POOLE P. A sodium hydroxide anodize surface pretreatment for the adhesive bonding of titanium alloys [J]. International Journal of Adhesion & Adhesives, 1983, 3(2):133-139.
[9] 王晓蔚,徐修成. 钛合金胶接及表面处理[J]. 航空制造工程,1996 (2):17-19.
EffectofAdhesiveStrengthofTB8TitaniumtoAnodizingSurfaceModification
ZHOU Xiwen1, XIE Lansheng1, HUANG Jun2, HONG Haihua2, WAN Yanqin3
(1.Nanjing University of Aeronautics and Astronautics, Jiangsu Nanjing,210016, China)(2.AVIC China Helicopter Research and Development Institute, Jiangxi Jingdezhen,333001, China)(3.Tianjin Aerospace Long March Rocket Manufacturing Co. Ltd., Tianjin, 300462, China)
It adopts Chromic Acid Anodize(CAA)and Sodium Hydroxide Anodize (SHA) respectively to treat the surface of TB8 titanium bonded with TB8 titanium, analyzes the shear strength of titanium/titanium cementing sample at different voltages and treatment time through lap shear tests. The results show that the shear strength is excellent when the specimens are anodized at 10V by CAA treatment for 15~20min or by SHA treatment for 10~15min, the too thick or too thin samples with oxidation coatings do not improve the bonding properties.
TB8 Titanium; Anodize; Surface Treatment; Adhesive Strength;Shear Strength
10.3969/j.issn.2095-509X.2014.02.014
2013-12-17
周希文(1987—),男,安徽安庆人,南京航空航天大学硕士研究生,主要研究方向为材料表面处理。
TG495
A
2095-509X(2014)02-0063-04
