聚乙烯燃气管道施工焊接质量控制
2014-09-04符建安陈加钦张凌坤谢洪海
符建安陈加钦张凌坤谢洪海
(1海南民生管道燃气有限公司 海口 570208)
(2 中国石油华北油田公司 沧州 062552)
(3 河北方圆工程检测有限公司 沧州 062552)
聚乙烯燃气管道施工焊接质量控制
符建安1陈加钦1张凌坤2谢洪海3
(1海南民生管道燃气有限公司 海口 570208)
(2 中国石油华北油田公司 沧州 062552)
(3 河北方圆工程检测有限公司 沧州 062552)
随着聚乙烯管道在城镇燃气管网中的大量推广使用,由于管道输送的介质具有可燃易爆的特性,管道连接的焊接质量关系到城市燃气管网的安全稳定运行。通过介绍聚乙烯燃气管道的连接方式,分析影响聚乙烯管道焊接质量的因素,提出焊接施工中质量控制的措施。
聚乙烯燃气管道 热熔对接 电容连接 质量控制
聚乙烯管道具有耐腐蚀、连接方便、抗震性能好等优点,自1956年国外铺设第一条聚乙烯燃气管道以来,聚乙烯管道在欧洲和北美燃气领域得到迅速的推广应用,目前欧美发达国家的聚乙烯管材在燃气市场的占有率均达90%以上。我国燃气用PE管研究、生产和应用始于上世纪80年代初期,从上世纪90年代末期开始,随着聚乙烯材料技术工艺的不断更新、管材生产工艺的日益成熟以及相关标准规范的建立完善,近年来PE管在城市燃气输配领域迅速得到了广泛应用。目前,城市中低压燃气管网建设中采用聚乙烯管材已在国内形成广泛共识,近几年PE燃气管材的用量每年均超过30万吨,呈现出取代金属管道的趋势[1]。
作为一种输送易燃易爆介质的特种设备,燃气管道的安全稳定运行关系到广大人民群众的生命财产安全。除材料因素外,接口焊接质量是影响管道安全性能的重要因素,如何确保聚乙烯管道焊接质量成为燃气管道工程建设的首要问题。
1 聚乙烯管道焊接机理及连接方式
1.1 焊接机理
聚乙烯管道焊接机理是利用外加热能的方法,使聚乙烯待焊区域材料分子间运动、渗透,使分子量相对在同一区间的两种聚乙烯材料的端表面粘流、熔化,并在一定条件下使其焊合[2]。
1.2 聚乙烯管道的连接方式
根据相关标准、规范的规定,聚乙烯管道的连接一般采用电熔连接和热熔对接两种方式,不得采用螺纹连接和粘接。聚乙烯管道与金属管道的连接需采用钢塑过渡接头连接。热熔对接与电熔连接两种方式的优缺点比较见表1:

表1 热熔对接与电熔连接的对比
考虑两种连接方式的特点,在燃气工程实际应用中,外径大于DE110的同种牌号、材质管材的活动接口一般选用热熔对接,而在小口径管、不同牌号、不同壁厚以及固定接口情况下则选用电熔连接。
2 聚乙烯管道焊接质量影响因素及控制措施
要获取优质的管道焊接质量,必须对管道焊接的全过程予以严格控制。基于聚乙烯管道的连接方式和特点,结合工程施工中常见的质量问题,在聚乙烯燃气管道施工焊接过程中,应充分认识人员、材料、设备、工艺、环境等因素对焊接质量的影响并采取相应控制措施,以保证管道焊接质量。
2.1 人员因素
聚乙烯管道焊工是焊接工艺的执行者,也是完成管道焊接的操作者,焊工的素质对保证焊接质量具有决定性的意义。据聚乙烯管道接口质量缺陷影响因素统计显示(见图1),由于冷却时间不足导致接口有缺陷的占到86%,这也反映了焊工责任心对焊口质量有很大影响[3]。施工现场常见的焊接质量问题基本上都存在人员的因素,为此应从以下方面加强人员控制。
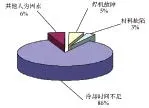
图1 聚乙烯管道接口质量缺陷因素
首先,要加强焊工的培训取证工作,提升焊工的素质。对焊工的素质要求体现在两个方面,一是要具有熟练的实际操作技能,二是要有良好的职业道德和敬业精神。要求从事聚乙烯管道焊接的焊工必须要参加专门的岗位培训,按照TSG Z6002—2010《特种设备焊接操作人员考核细则》考核合格,持有《特种作业作业人员证》方可上岗操作。要求焊工要能熟练操作焊机,掌握焊接要领,并养成良好的操作习惯,严格执行焊接工艺规程。
其次,各层面人员要各司其责,确保焊接质量保证体系有效运转。在工程的施工过程中,与焊接质量有关的人员还包括施工管理、质检、监理、监督、检测等相关技术人员,要求各层面人员也要掌握聚乙烯管道焊接的有关专业知识,完善施工质量保障措施,认真落实检查与验收措施,加强施工过程管理和验收的控制,从各个方面保证聚乙烯燃气管道接口的质量。
2.2 材料因素
聚乙烯管材、管件的质量是确保焊接质量的前提,也是燃气工程质量的基本保证。对聚乙烯材料的控制应从材料的选用、储运和现场存放等方面加强把关。
首先,选购的聚乙烯燃气管材、管件等管道元件要符合现行国家标准及安全技术规范的要求,制造厂家必须应取得国家质量监督管理部门颁发的特种设备生产许可证。 施工单位要按相关标准对进入施工现场的材料进行检查和验收,合格后方可使用。
其次,材料在储运过程中应避免材料划伤,不得抛摔、沿地拖拽;聚乙烯材料长期受太阳照射或雨水浸泡会加快氧化老化或吸潮,影响管道焊接质量,因此材料在施工现场堆放时,应注意落实防晒以及防潮等措施。
最后,焊接前应仔细检查管材、管件外观质量,有明显缺陷或过渡划伤的应做标记不能使用。清洁、干燥的焊接界面是确保聚乙烯管道焊接质量的先决条件,因此焊接之前特别注意做好焊接界面区域的清洁处理工作,确保需要焊接的部位不能有损伤、杂质、水分、污垢等。
2.3 设备因素
焊接设备性能的稳定性和可靠性对焊接质量产生直接影响,选择处于正常工作状态的焊接设备和必要的专用辅助工具是聚乙烯管道焊接接口质量的重要保证 。聚乙烯焊接设备现场使用存在主要问题,一是选用设备机具质量低下,技术指标达不到规范要求;二是设备缺乏定期检测和维护,设备带病操作。
控制措施:
首先是确保购置设备的质量,尽量选择品牌质量好的厂家产品。目前,国内聚乙烯焊接设备机具市场上的生产厂家较多,但产品质量良莠不齐。虽然国家出台了聚乙烯燃气管道焊接设备的相关产品标准,但在实际生产和应用过程中,由于制造技术水平以及市场的恶性竞争,部分的产品质量低下,其中以热熔对接焊机尤为严重。为此,选购时应避免只考虑价格因素,应综合考虑对品牌、市场使用反馈等因素。此外,为了尽可能降低焊接过程中人为因素影响,建议热熔对接焊尽量采用符合相关标准要求的全自动型热熔焊机。
其次,要加强设备的维护保养,确保设备处于良好工作状态。受管道工程点多面广、工作环境复杂多变、设备搬运频繁等工程特性因素影响,施工设备极易磨损,故障率偏高。焊机的工作状况直接影响焊接的质量,如焊机缺乏定期检测和维护,发生故障会直接影响焊接质量。所以,施工单位的聚乙烯焊机每年必须经第三方检验机构检定或校准合格,并且要加强日常检查和保养,发现故障及时处理,严禁设备带病作业。
2.4 工艺因素
制定合理的焊接工艺,严格执行焊接工艺规程是聚乙烯管道接口质量的最有力保证。焊接工艺因素的控制措施应从工艺制定的合理性和工艺执行的严肃性考虑。
焊接工艺制定的控制措施:
要求施工单位焊接施工前要按照TSG D2002-2006《燃气有聚乙烯管道焊接技术规则》的要求进行焊接工艺评定,并根据评定合格的焊接工艺评定报告制定焊接作业指导书,编制焊接工艺规程及相关焊接工艺卡,这些工艺文件是指导焊工现场焊接作业的依据,是保证焊接质量的基础。
焊接工艺执行落实的控制措施:
要求焊工现场施焊全过程必须严格按照TSG D2002-2006《燃气有聚乙烯管道焊接技术规则》对热熔对接焊和电熔连接焊的操作步骤及基本要求进行作业,操作步骤流程见图2、图3。

图2 热熔对接焊的操作步骤流程图

图3 电熔焊的焊接操作步骤流程图
热熔对接焊操作应符合下列规定[4]:
1)根据管材或管件的规格,选用相应的夹具,连接件的连接端应伸出夹具,自由长度不应小于公称直径的10%,移动夹具使待连接件端面接触,并校直对应的待连接件,使其在同一轴线上。错边不应大于壁厚的10%;
2)应将聚乙烯管材或管件的连接部位擦拭干净,并铣削待连接件端面,使其与轴线垂直。切屑平均厚度不宜超过0.2mm,切削后的熔接面应防止污染;
3)连接件的端面应使用热熔对接连接设备加热;
4)吸热时间达到工艺要求后,应迅速撤出加热板,检查待连接件的加热面熔化的均匀性,不得有损伤。在规定的时间内用均匀外力使连接面完全接触,并翻边形成均匀一致的双凸缘;
5)在保压冷却期间不得移动连接件或在连接件上施加任何外力。
电熔焊连接操作应符合下列规定:
1)管材、管件连接部位擦拭干净;
2)测量管件焊口长度,并在管材入端或口管件入端标出入长度和刮除入长度加10mm的入段表皮,刮削氧化皮厚度宜为0.1~0.2mm;
3)公称外径小于90mm的聚乙烯管道,以及管材不圆度影响安装时,应采用整圆工具对入端进行整圆;
4)将管材或管件放入端入电熔焊管件承口内,至入长度标记位置,并检查配合尺寸;
5)通电前,应校直两对应的待连接件,使其在同一轴线上,并用专用夹具固定管材、管件。
2.5 环境因素
因施工焊接操作一般在户外露天作业,受到外界环境条件的影响较大,如不按规定加以控制,必然造成焊接质量问题。环境因素主要考虑天气因素和现场作业面状况的影响。
控制措施:
现场环境条件不满足焊接作业要求时不得进行焊接施工。管道热熔或电熔连接的环境温度宜在-5℃~45℃范围内,在温度低于-5℃或风力大于5级的条件下进行热熔和电熔连接操作时,应采取保温、防风措施,并应调整连接工艺;在炎热夏天进行热熔和电熔连接操作时,应采取遮阳措施[4]。现场作业面要保证设备机具能正常操作,防范扬尘、杂物等污物污染焊接面。
3 现场焊接质量监督检查控制
由于聚乙烯燃气管道工地现场施工情况比较复杂,影响焊接质量的因素和控制环节较多,而目前针对聚乙烯焊接接头质量的无损检测技术还不成熟,因此加强现场焊接过程的监督检查和焊后外观的检验对确保接头质量十分关键。
3.1 焊接过程监督检查要点
1)检查现场施焊的操作人员是否通过培训取得《特种设备作业人员证》并在许可的作业范围内施焊。
2)检查施焊环境是否满足作业要求,是否采取防范不良气候影响的保护措施。
3)检查焊接界面清理是干净,铣削端面或者氧化层刮削是否合格。
4)检查焊接全过程是否按照基本操作步骤要求进行。
5)检查输入焊接参数是否正确。热熔对接焊重点关注拖动压力、焊接总压力、吸热时间、冷却时间等参数的测定和输入是否正确;电熔连接重点关注焊接电压、冷却时间是否与管件提供参数相符。
3.2 焊后接口外观检查要点[5]
热熔对接焊接头外观检查:
1)检查焊后状态的表面缺陷。卷边应沿整个外圆平滑对称,尺寸均匀、饱满、圆润。翻边不得有切口或者缺口状缺陷,不得有明显的海绵状浮渣出现,无明显的气孔,不得有明显的二次卷边现象。
检查焊后的外形尺寸。外卷边(见图4)的中心高度K值必须大于零;焊接处的错变量(见图5)V值不得超过管材壁厚的10%。
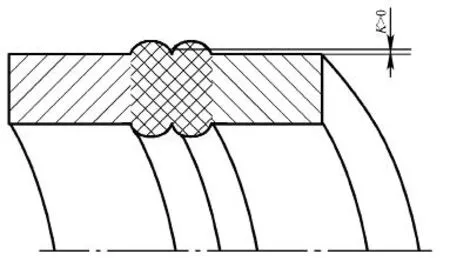
图4 对接焊卷边示意图
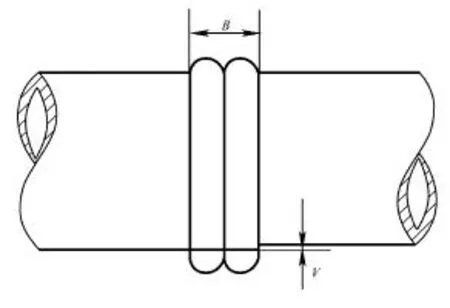
图5 接头对正性示意图
电熔连接焊接头检查:
1)管件应当完整无缺,无变形与变色。
2)从观察孔应当能看到少量的聚乙烯顶出,但是顶出物不得呈流淌状,焊接表面不得有熔融物溢出。
3)电熔管件承插口应当与焊接的管材保持同轴。
4)检查管件端口处管材,插口管材应当有明显圆周状刮削痕迹和管件位置标志。
4 结束语
我国聚乙烯管道用于输送燃气的时间较短,相关专业标准、规程、规范出台较晚,在聚乙烯燃气管道工程的施工过程中,质量管理和控制不到位的问题还很突出,由于焊接质量问题引发的燃气泄漏事故在各个燃气企业均时有发生,严重影响城市公共安全。相关从业人员要关注和重视聚乙烯燃气管道焊接质量,树立全员质量意识,落实各项控制措施,不断总结完善质量控制体系和监督体系,确保聚乙烯燃气管网的安全稳定运行。
1 华晔,武志军,熊志敏,等.聚乙烯(PE)燃气管道近期发展动态[J].全面腐蚀控制,2014(4):34~40.
2 郑伟仪,吴文栋. 再论聚乙烯压力管道焊接中的问题 [C]. 全国非金属化工设备标准化技术委员会(SAC/TC162).中国腐蚀与防护学会高分子管道和容器专业委员会(筹)技术交流会论文集.潍坊:2012:7~11.
3 周富国,李茂东.燃气用聚乙烯管道焊工基本知识与操作技能[M].广州:华南理工大学出版社,2009:93~97.
4 CJJ 63—2008 聚乙烯燃气管道工程技术规程[S].
5 TSG Z6002-2010 特种设备焊接操作人员考核细则[S].
Welding Quality Control of Polyethylene Gas Pipeline Construction
Fu Jianan1Chen Jiaqin1Zhang Lingkun2Xie Honghai3
(1 Hainan Minsheng Gas Co. Ltd. Haikou 570208)
(2 PetroChina Huabei Oifield Company Cangzhou 062552)
(3 Hebei Fangyuan Engineering detection Co.,Ltd Cangzhou 062552)
As the wide use of polyethylene pipe in town gas network, welding quality plays a significant role in safely and stably running of pipe network due to the inflammable and explosive media transported in pipe line. By analyzing the important factors which would influence the welding quality of PE pipe, this article describes different ways to connect PE pipe, and concludes series of quality control measures in welding practices.
PE pipe Butt fusion Capacitor connection Quality control
X933.4
:B
1673-257X(2014)12-32-04 D O I: 1 0.396 9/j.i s s n.167 3-257 X.201 4.1 2.009
符建安(1972~),男,本科,工程师,副经理,从事压力管道安装施工管理。
2014-10-23)
