电解多功能天车更换阳极自动控制系统
2014-09-03刘成
刘 成
(中国有色(沈阳)冶金机械有限公司 经营销售部,辽宁 沈阳 110141)
电解多功能天车更换阳极自动控制系统
刘 成
(中国有色(沈阳)冶金机械有限公司 经营销售部,辽宁 沈阳 110141)
电解槽换极自动测控系统是专为铝电解多功能天车新旧阳极替换过程中,为保证新旧阳极同水平度而研制开发的新一代自动测控与管理系统。该系统采用全自动化操作、便携式基准小车,对提高换极速度、减轻工人劳动强度、提高安全性方面都取得了突破,是目前国内先进换极测高定位系统。
电解多功能天车;更换阳极;自动测控;阳极测高
0 引言
目前国内多数铝厂对于铝电解阳极更换主要是人工操作,所带来的问题是人工劳动强度大、操作误差大、生产效率底及安全性差等问题。
随着电解铝工艺技术的不断发展,对电解铝装备提升的要求也越来越高。国内外企业一直致力于电解多功能天车更换阳极自动测控系统的开发、研究工作。在软件方面已逐步趋于完善,而在硬件方面,由于操作困难、可靠性不高等方面原因应用一直受限。本系统是借鉴国外产品技术的基础上并结合国内电解铝生产实际研制开发的新型阳极更换自动控制系统。通过国内几家铝厂的应用效果很好并得到了用户的认可。该系统安装便捷,自动化程度高,控制精度满足实际使用要求。是目前国内最先进的更换阳极自动测控系统。
1 GS-YJCK-S-III更换阳极自动测控系统
1.1 系统及主要技术指标
1.1.1 系统概述
GS-YJCK-S-III型电解槽换极自动测控系统是专为铝电解新旧阳极替换过程中,为保证新旧阳极同水平度而研制开发的新一代自动测控与管理系统。本系统采用全新的技术路线,自动化程度高、操作便捷。整个系统完全按照工业级标准设计生产,能够适应电解铝生产的恶劣环境,在高温、高粉尘、强磁场环境中能长期稳定工作。
与市场上同类产品相比,本系统配备了更加方便可靠的便携式移动比较基准、绝对值高度测量编码器,较精确的提高了换极的自动化程度。并有效的消除了换极过程中产生的随机误差,使电解生产效率得以提高。从而减轻了操作人员的工作强度,有效地改善了工人的操作环境,避免人工划线换极操作带来的危险性。同时系统配备了换极数据库管理软件,可按槽、区,任选时间段汇总各数据并生成相应报表,并进行对比和分析,方便监测管理。[2]
1.1.2 GS-YJCK-S-III型换极自动测控主要技术指标
测量最大行程 2100 mm(可由用户指定)
显示分解率 1 mm(可由用户指定)
新旧阳极同水平度 ±4 mm(可由用户指定)
电源 AC220 V±10%
工作环境温度 0~55 ℃
信号传输方式 RS485/RS232/USB/WIFI
网络
1.1.3 GS-YJCK-S-III型基准小车主要技术指标
最大阳极测量宽度 6 m(可根据现场位置确定)
阳极底掌测量精度 ±1 mm
供电电源 本系统采用电池供电方案,DC-16.8 V10A/H;
工作环境温度 0~55℃
工作方式 可移动式便携式基准小车
外形尺寸 750 mm(L)×400 mm(W)×900 mm(H)
重量 20 kg(整个基准小车车含电气部分)
1.2 工作原理及操作操法
1.2.1 GS-YJCK-S-III型换极自动测控系统构成
GS-YJCK-S-III型换极自动测控系统主要由机械齿轮齿条传动装置,绝对值编码器、电路主控箱、基准小车、电解槽及阳极定位系统、中文屏幕、遥控器、上位机数据分析管理软件组成。换极自动测控系统构成框图见图1。

图1 换极自动测控系统组成图
1.2.2 GS-YJCK-S-III型换极自动测控系统工作原理
基准小车由平台小车、电控箱、电池、机械齿轮齿条传动结构、绝对值编码器、复位弹簧、防碰撞、防高温、防粉尘保护结构、防阳极摆动导向结构等组成,其结构见图2。

图2 基准小车示意图
基准小车采用的工作原理是:由机组上相同的齿轮齿条传动结构带动,通过编码器测量高度,电控柜通过无线传输把基准小车编码器的高度实时传输天车测高装置,保证了系统的精度。系统中的复位弹簧给阳极下落提供了缓冲空间,避免了硬接触,当测量阳极工作开始后,天车测高系统实时监测基准小车编码器的高度变化,当阳极压到基准小车上设定的距离时停止阳极下落得到阳极的高度。当阳极提升时复位弹簧给测量结构提供复位能量。
1.2.3 阳极测高装置工作过程及操作方法
先将基准小车放置到方便换极测量的地方,打开基准小车电源(注:由于基准小车采用电池供电,换极间隔时间较长情况下可先将小车开关关闭以获得更长的使用时间)。
第1步:取残极高度初值
①按【换极】键进入换极流程。
②阳极卡具小力提升消除机械间隙。
③按【确定】键保存残极初值a。
注:a.小力提升的目的是为了消除阳极卡具和阳极导杆孔之间的机械间隙,配装称重测力传感器后当传感器数值达到设定值(此时即消除机械间隙)在中文屏幕上提示取残极初值,按确定即可录得残极初值;b.编码器按1和2识别,系统自动换算二者差值。
第2步:测量残极高度
①系统完成取残高度极初值后自动切换到测残极流程。
②天车操作人员把残极吊止基准小车上方,在阳极不明显摆动的情况下把一号极慢速压在小车测量圆台上。
③在阳极停止下落后,按【确定】键保存残极的高度b。
注:只测单块残极即可。同一组换极过程中已进行残极测量步骤后不得移动基准小车。
第3步:测新阳极高度
①系统完成测残极后自动切换到测新极流程。
②天车操作人员把新极吊止基准小车上方,在阳极不明显摆动的情况下慢速压在小车测量圆台上。
③在阳极停止下落后,按【确定】键保存新极的高度c。
如果阳极是两个单阳极,还要测试第二个新极高度,测试方法和测第一个新极相同。
第4步:测新阳极2高度
①系统完成测新极后自动切换到测新极2流程。
②天车操作人员把新极2吊止基准小车上方,在阳极不明显摆动的情况下慢速压在小车测量圆台上。
③在阳极停止下落后,按【确定】键保存新极2的高度。
第5步:放置新阳极
①把新极吊到原残极上方。
②根据系统提示按【确定】键,系统大屏幕显示当前阳极高度,与相同水平度d的误差。
③慢速下放新极。如果误差值为负值,上提阳极,如果为正值,下放阳极。
当误差置为0时,放到相同水平度。
④按【确定】键,结束新极放置。
简单记忆法:【换极】→残极→消除间隙→【确定】a→基准小车→↓→【确定】b→新极→基准小车→↓→【确定】c→d放新极→【确定】
1.3 换极操作过程中注意事项维护说明及常见系统故障处理
1.3.1 换极操作过程中注意事项
(1)每班换极前把基准小车移到固定位置锁住小车轮,打开基准小车电源开关。当班换完极后关闭电源开关,打开基准小车轮移回位锁住小车轮;
(2)在使用过程中要严格注意对基准小车的保护,严禁阳极完全落在基准小车上;
(3)原则上不允许在阳极摆动的情况下放阳极压小车。
1.3.2 换极自动测控系统调试及维护说明
(1)检查各个电缆接头注意是否有松动及断线现象。若出现松动、断线应及时维护;
(2)接通电源时注意中文屏幕上是否有显示变化,判断系统供电是否正常;
(3)及时检查基准小车电池是否缺电,应尽快对基准小车电池进行充电;
(4)检查基准小车弹簧复位结构是否有卡死或者不灵活现象;
(5)观察中文屏幕时钟是否显示准确,应及时调校时钟;
(6)定期对基准小车编码器进行检查,保证编码器工作正常;
(7)定期检测极号识别及槽号识别设备读卡器和卡是否正常;
(8)如果没有以上问题,打开小车电源开关使用。
1.3.3 常见故障解决办法
换极自动测控系统在具有强磁场、高热场、多粉尘等恶劣环境中使用,长期使用时环境因素对系统的元器件有一定影响作用,因此,需要定期进行维护和检修。在该环境中常见故障及解决办法见表1。

图3 换极自动自动测控系统原理图
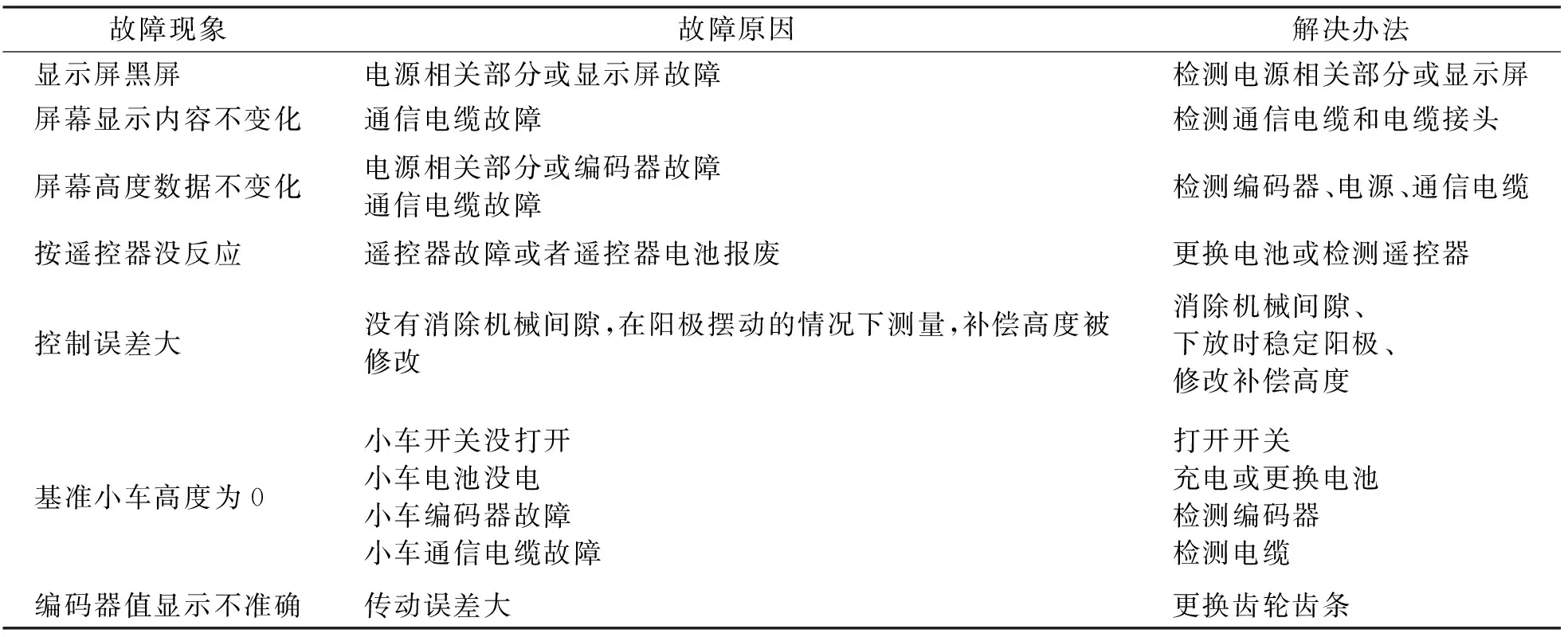
故障现象故障原因解决办法显示屏黑屏电源相关部分或显示屏故障检测电源相关部分或显示屏屏幕显示内容不变化通信电缆故障检测通信电缆和电缆接头屏幕高度数据不变化电源相关部分或编码器故障通信电缆故障检测编码器、电源、通信电缆按遥控器没反应遥控器故障或者遥控器电池报废更换电池或检测遥控器控制误差大没有消除机械间隙,在阳极摆动的情况下测量,补偿高度被修改消除机械间隙、下放时稳定阳极、修改补偿高度基准小车高度为0小车开关没打开小车电池没电小车编码器故障小车通信电缆故障打开开关充电或更换电池检测编码器检测电缆编码器值显示不准确传动误差大更换齿轮齿条
2 阳极安装测高指导
2.1 系统组成及部件安装
2.1.1 换极测高系统的组成
换极测高系统是机械、电气等学科的结合产物,主要组成见表2。

表2 换极测高系统组成
2.1.2 部件安装
安装时需要现场配合的工作:暂停多功能机组,电焊工1名,电焊机1台,升降车1辆。

图5 换极测控系统操作界面
需要安装的部件有:主控箱、显示屏、齿条的安装、齿轮的安装、读卡器、识别卡的安装。
2.2 装配前编码器的配制
2.2.1 编码器配置
设置参数时,编码器棕色线与绿色线并在一起接正电源,兰色线接电源地线。此时,编码器的通讯速率固定为19200 bps。非编程模式,即正常工作时,建议将兰色线与绿色线并在一起接电源地线。
小车上的编码器和天车上的编码器在装配安装前,要先设置参数,使之适合换极系统。
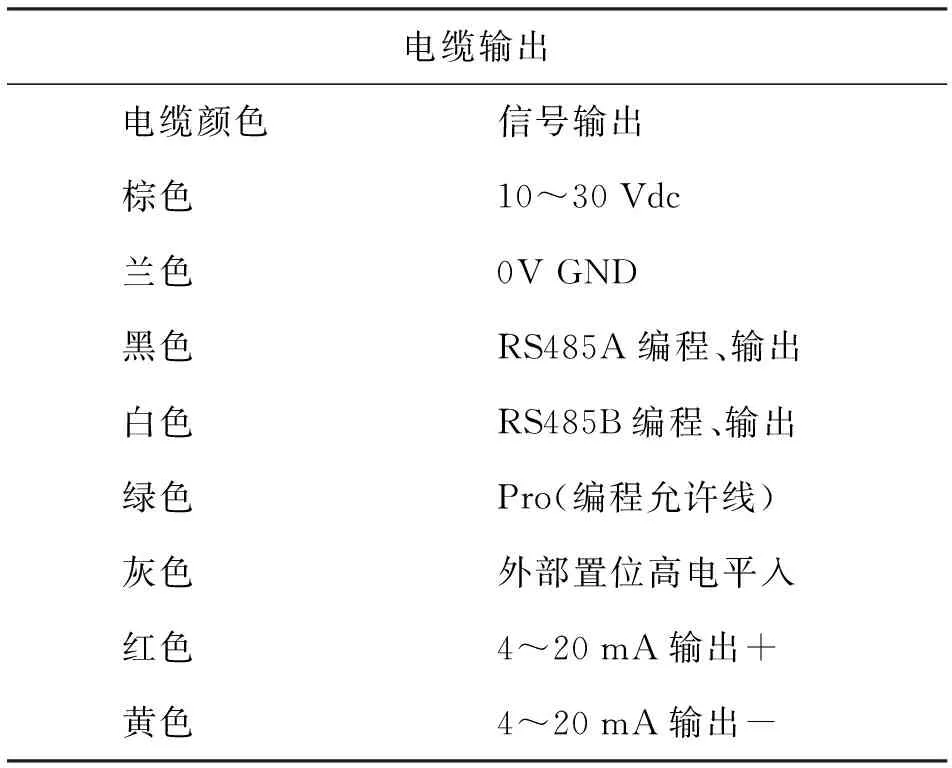
表3 编码器配置
2.2.2 编码器设置
如图4中的编码器换极系统中使用的编码器,设置参数需要的准备的部件有:要安装的编码器、编码器电源(10-30 VDC,可以用基准小车的电池),485-232转换器,USB转串口转换器,笔记本电脑。

图4 编码器
打开电脑,连接好通信电缆后,打开编码的电源,打开sscom32软件,见图5。
设置好sscom软件的串口号(从设备管理器查看)和波特率后,在下方的字符串输入框输入相应的参数命令即可设置。输入框输入的数据都是十六进制格式,见表4。
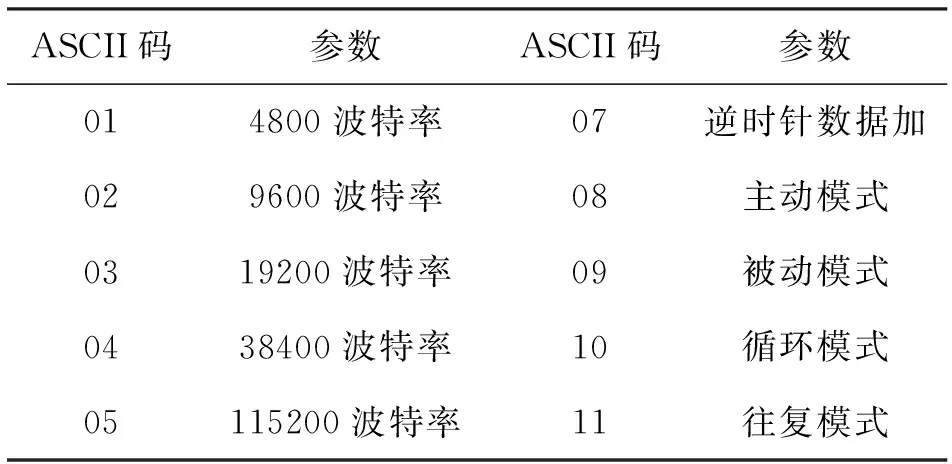
表4 编码器设置参数
2.2.3 设置的参数
(1)旋转正方向
在本系统中,当阳极上升的时候,高度值增大。根据现场编码器安装的方向,齿条上升时面对编码器正面(也就是面对齿轮),如果齿轮逆时针旋转,则逆时针旋转为正方向。否则,顺时针为正方向。在单阳极系统中一般情况下都是逆时针旋转为正方向。在双阳极系统中有的机组两个编码器需要设置的不一样。设置前要先去现场调研。
上位机发送:D+地址+C+新方向+0D
编码器回:X+地址+c+新方向+0D
例:上位机发送:44 30 31 43 07 0D
编码器回:58 30 31 63 07 0D
(将顺时针改为逆时针)
(2)波特率(9600)
上位机发送:D+地址+E+新波特率+0D
编码器回:X+地址+e+新波特率+0D
例:上位机发送:44 30 31 45 02 0D
编码器回:58 30 31 65 02 0D
(将波特率改为9600)
(3)每转一圈的分辨率
上位机发送:D+地址+F+分辨率+0D
编码器回:X+地址+f+分辨率+0D
例:上位机发送:44 30 31 46 30 30 30 35 30 30 0D
编码器回:58 30 31 66 30 30 30 35 30 30 0D
(设置分辨率为500)
换极系统天车大齿轮分辨率为500,基准小车小齿轮339。
(4)主被动模式
上位机发送:D+地址+I+模式+0D
编码器回:X+地址+i+模式+0D
例:上位机发送:44 30 31 49 08 0D
编码器回:58 30 31 69 08 0D
(设置为主动模式)
换极系统为主动动模式。
(5)工作模式
上位机发送:D+地址+N+工作模式+0D
编码器回:X+地址+n+工作模式+0D
例:上位机发送:44 30 31 4E 11 0D
编码器回:58 30 31 6E 11 0D
(工作模式设置10为循环模式,11为往复模式)
换极系统工作为往复模式。
主控箱内部解析图见图6。

图6 主控箱配置图
2.2.4 主控箱配置
换极测控系统实现测控功能的大脑是主控箱,能够根据换极过程的实际情况进行检测、计算和数据处理。主控箱的主要配置见表5。

表5 主控箱配置
续表5
2.2.5 槽号识别控制箱
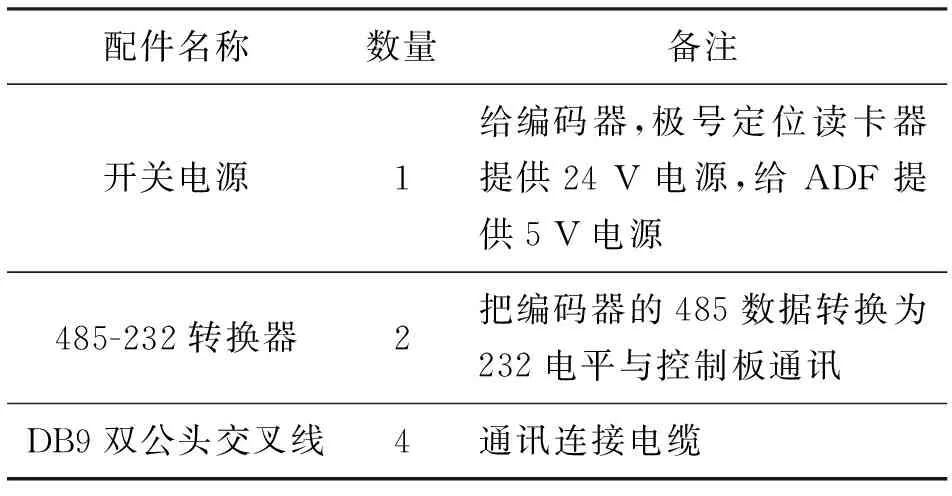
槽号识别控制箱包括:一块控制板,一块220-24 V/5 V开关电源,一根DB9公头交叉通信线。控制板读取读卡器的信息,并把信息发送给主控箱。开关电源为控制板和读卡器提供5 V和24 V直流电源,槽号识别箱内部解析见图7。
3 结论
经过两年来的探索及实践,并结合国外企业的成功经验。在中国有色(沈阳)冶金机械有限公司现有电解多功能天车上已成功应用了10多家用户,并在已有的该功能也进行了更新和改造,并得到了用户的广泛认可。它在提高电解工艺水平、自动化程度以及节省人力,提高劳动效率等方面效果显著,是未来电解铝行业提升能力及竞争力不可缺少的设备。

图7 槽号识别箱
[1] 王捷.电解铝生产工艺与设备[M].北京:冶金工业出版社,2006.
[2] 范辉,陆学谦.电气监控系统纳入DCS的几点体会[J].电力自动化设备,2001,21(3):52-54.
[3] 蒋焕文,孙续.电子测量(第三版)[M].北京:中国计量出版社,1988.
Automatic Control System of Anode Replacement for Pot Tending Machine
LIU Cheng
(Sales Department, NFC (Shenyang) Metallurgical Machinery Co., Ltd. Shenyang 110141, China)
The automatic control system of pot anode replacement is developed as a new generation of automatic control and management system for aluminum electrolysis in the process of replacing the old to new anode to ensure that new and old anode with same level of degree, the system has gone far beyond in many ways such as full automatic operation, portable standard cart, high speed replacement, less labor intensity of workers and safety and it is currently advanced anode changing height positioning system.
pot tending machine;anode replacement;automatic measurement control;anode height measurement
2013-12-22
刘成(1958-),男,辽宁沈阳人,高级工程师,大学本科,主要从事技术开发及市场推广工作,现任中国有色(沈阳)冶金机械有限公司经营销售部副部长。
TF351
B
1003-8884(2014)03-0033-07
