尿素装置包装计数器技改简介
2014-08-30
(河南能源化工集团中原大化公司,河南 濮阳 457004)
我公司尿素装置于1988年从意大利引进,包装是其最后一道工序,当料包从探头上经过时,会产生一个脉冲传到计数器上进行计数;现场堵包、粉尘过大、主板不稳定等诸多因素都会影响其计数精度,加之计数器设计上存在缺陷,虽然每年都进行周期性维护,但仍然故障频发,导致计数偏差很大,经常造成客户不满意,甚至要求索赔,严重影响尿素外销。因此,我们对包装计数器进行了彻底的技术改造,现简介如下。
1 原计数器工作原理及故障分析
1.1 原计数器概况(图1、图2)
1.2 原计数器工作原理
原计数器是一款适用于传送带运输袋装产品计数的仪器,集光电技术、单片机技术、HMI 技术和通讯技术于一体的设备。当对射式光电传感器被传送带上的料包遮挡时,计数器主机接收到感应信号,通过智能补偿算法判断过包数量并计数,程序启动后,联动继电器吸合,控制二次回路,来实现全自动定量装车,只要传送带上有料包通过传感器,计数器都会产生计数。
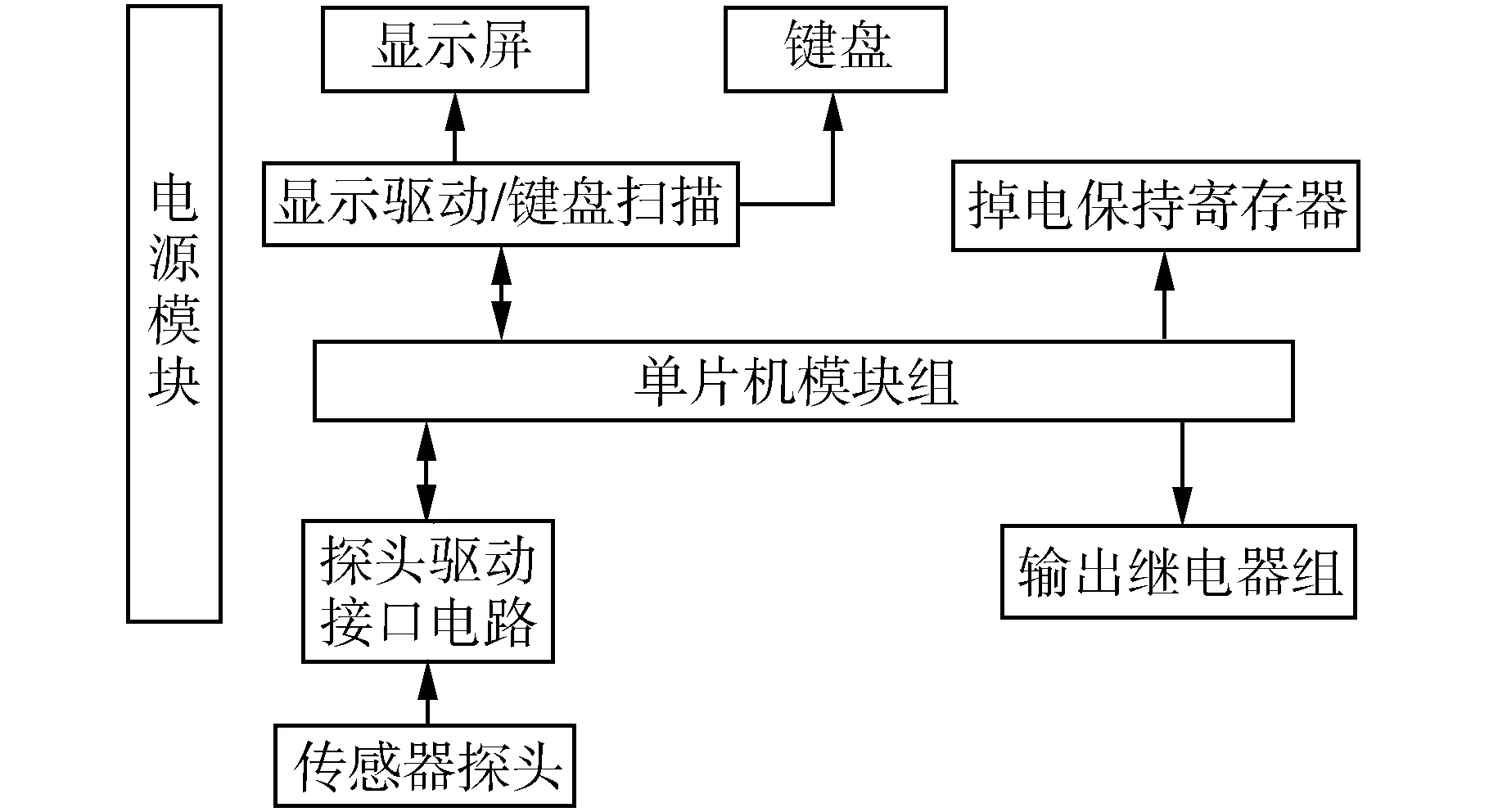
图1 原计数器设计图
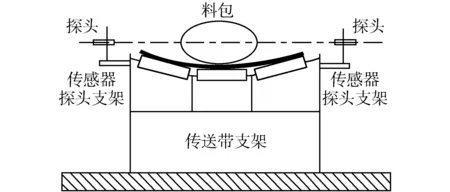
图2 传感器安装图
1.3 原计数器故障原因分析
探头传感器安装位置在生产线末端装车机前,整个运输线较长,中间拐弯的地方很多,在拐弯处容易发生堵包现象,造成探头位置偏移甚至损坏;皮带也容易发生故障,造成连包等情况;探头在过道处露天安装,过往的装车工搬料包时容易使接线受损,造成接触不良,这些都直接影响计数精度。
原计数器主板部分芯片繁多,接线复杂,任何一根线松动或氧化均会引起计数器故障,造成计数器停止运行;计数器内置参数种类多,不易操作,当工况变化时要及时调整参数,否则也会造成计数不准;主板上电源模块不稳定,电压稍有不稳就会造成整块主板损坏。
2 技改后计数系统概述及工作原理
2.1 技改方案概述
采用光电开关作为探头传感器,将探头传感器位置改到运输线前端包装机后,包装机包装后直接计数,即使运输线后面出现堵包或皮带故障也不会影响正常计数;探头在室内安装,保证接线的安全性,杜绝人为因素造成不必要的损坏。
用SIEMENS S7-200 CN作为计数器核心元件,对原有3台计数器进行整合,用1台SIEMENS S7-200 CN实现3台计数器功能,设计并简化计数程序,下装到S7-200上,S7-200的接线只留探头传感器的,其他的一律取消;利用原计数器的外壳进行改造,把S7-200固定在箱子内,S7-200的显示屏SIEMENS TD400C固定在切割后的面板上,并在按键上打印操作说明。
2.2 新计数器工作原理(图3)
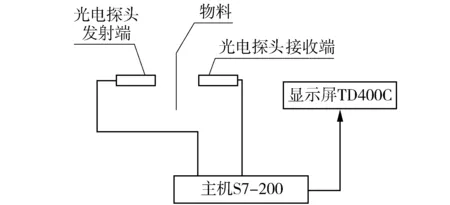
图3 技改后计数器工作原理示意
光电探头由振荡回路产生的调制脉冲经反射电路后,用数字积分光电开关或RC积分方式排除干扰,输出光电开关控制信号,利用被检测物对光束的遮挡或反射,由同步回路选通电路,从而检测物体有无;当对射光束被传送带上的料包遮挡时,S7-200接收到脉冲信号,通过计算模块和延迟模块进行计数。
2.3 计数器的调试
在实际包装过程中,料包是不规则的,如果不加入延迟,会造成误计数,测量料包通过探头的时间为1.2~1.6 s,将计数器的延迟设计为0.3 s,这样就可避免误计数情况发生,使计数准确。
3 运行情况
自改造到现在,计数器运行正常,计数精准,操作简单,一次故障也未发生,深受操作工及维护人员的赞赏。原计数器1台需要1万,平均每年都要更换2台;技改后,S7-200和TD400只需2 000元,大大节约了备件费用。买尿素的客户再没因为计数不准要求重新计数,技改大获成功。
4 结束语
本次技改针对我国上世纪80年代引进的自动化包装生产线存在的缺陷,改变探头安装位置,并利用SIEMENS S7-200 CN对原PLC进行改造,成功解决了老式计数器存在的问题,且改造投资较少。经过此次改造,计数器精度得到空前提高,包装计数一袋不差,感应探头故障率大大下降,计数器几乎免维护,操作和维护人员的劳动强度大大降低,不但效果显著,而且具有可观的经济价值。
参考文献:
[1]唐旭华.电气识图与控制[M].北京:化学工业出版社,1997.
[2]施仁,刘文江,郑辑光编.自动化仪表与过程控制(第三版)[M].北京:电子工业出版社,2003.
[3]朱炳兴,王森主编.仪表工试题集——现场仪表分册(第二版)[M].北京:化学工业出版社,2002.
[4]施引萱,王丹均,刘源泉主编.仪表维修工[M].北京:化学工业出版社,2001.