活塞削孔工装的改进
2014-08-29罗业军
罗业军
(长沙一派数控机床有限公司)
1 引言
当加工活塞时压缩高尺寸要求高,尺寸随温度变化而变化,经常需要在工装下垫铜皮保证压缩高的尺寸。活塞的品种繁多,有时产量不大,且更换品种的频率快,因为制造定位工装周期长、成本高,这样尺寸不稳定和制造定位装置成为企业一种负担,为此改造一种可调装置达到方便、省时、省力目的成为企业的当务之急。
2 活塞削孔加工原理
活塞部件剖面见图1
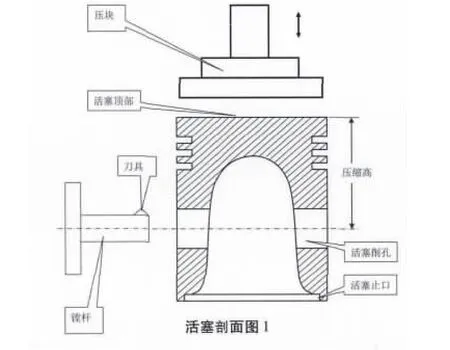
削孔加工有两种方法:其一,由止口定位,压块压住活塞顶部;其二,压块压住活塞止口部,再由镗刀加工削孔。
这里有个关键加工尺寸——压缩高,压缩高指的是活塞削孔中心到活塞顶面的尺寸,这个尺寸要求很高。
一般地主轴上所装镗杆中心高是固定不变的,那么,只有改变活塞削孔的中心高,也就是改变活塞夹具的高低来满足压缩高。
实际操作人员在调整时是靠添加铜皮来保证镗孔到活塞顶面之间的压缩高,即繁琐费时又影响加工质量。并且加工过程受温度影响,每天都要添加或减少铜皮来保证压缩高尺寸,不能保证工装标准化。
不同型号的活塞需要不同的工装,并且需要多个活塞才能完成调试工作。
3 工装改进原理
工装的改进必需要保证压缩高可调;其次要保证活塞装夹精确定位。
根据上述要求决定以活塞顶面和外圆定位设计工装,压块压住活塞的止口,通过斜板相对移动原理来调节压缩高。
改造工装如图2侧视图和图3俯视图。
工作流程:首先将活塞顶部朝下放到带有V形块的工装平台上,棱型削杆伸出进入活塞削孔,通过棱形削杆后的弹簧力,将活塞推到V形块处(保证精确定位防止横向偏移),图2所示的压块下来压住活塞止口,棱型削杆推出镗杆旋转拖板带动活塞进刀开始加工活塞。
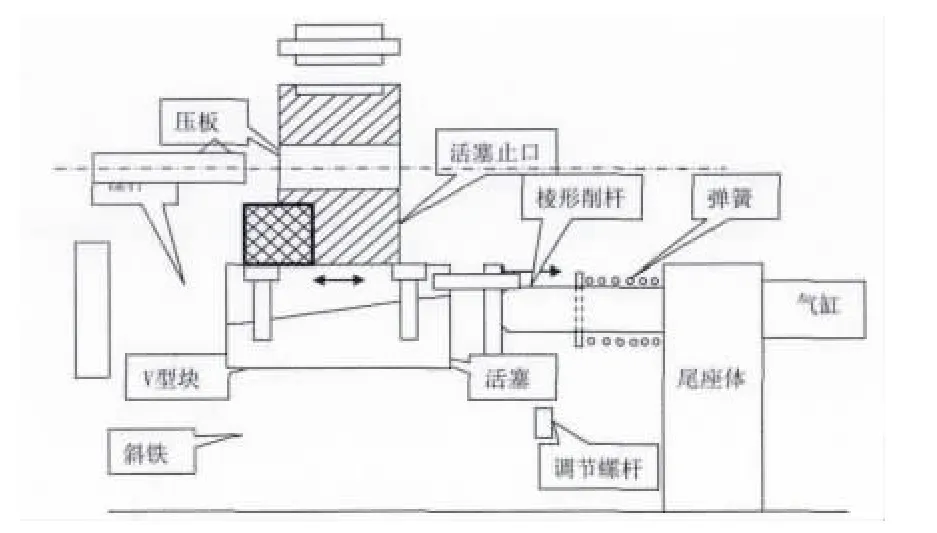
图2 工装改造示意图
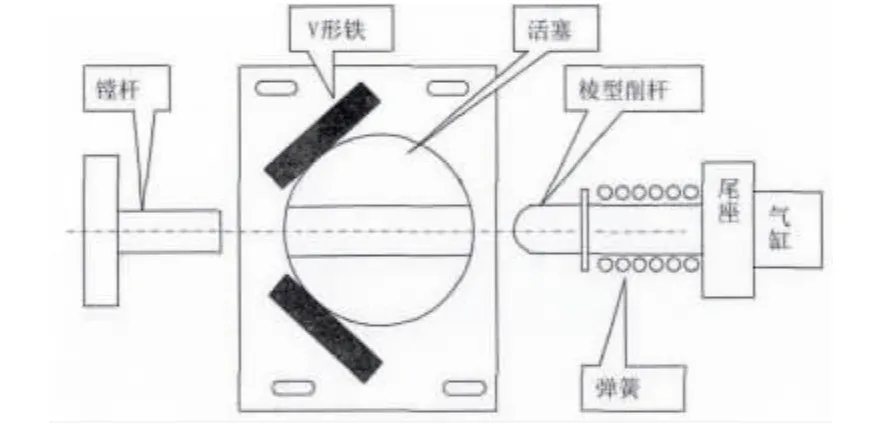
图3 工装改造俯视图
当更换不同型号的活塞,只要调整工装平台斜铁即可调整活塞的压缩高。
4 结论
通过不同型号活塞和批量的试加工,压缩高和偏移量尺寸稳定,符合工艺要求。无需更换工装符合任何直径的活塞。
节省了工装调整时间,达到快速换模的目的,减少了工装废品和加工调整时间,节省了大量资金。
〔1〕闫莉敏,郭俊良,吴青松.包头职业技术学院,包头市液压机械有限公司.《机械工人冷加工》,1995年第09期
〔2〕黄莉清.柳州五菱汽车有限责任公司柳州机械厂.《装配制造技术》,2005年03期
