基于DG128的FESTO生产线的控制系统设计
2014-08-23路明
路 明
(三江学院电气与自动化工程学院,江苏南京 210012)
批量生产小型设备的中小企业所需的自动化控制设备可以采用单片机控制系统代替可编程序控制器PLC,以提高企业的经济效益。本文以FESTO生产线为控制对象,该生产线包括五个站(供料站、检测站、加工站、提取站、分类站),基于飞思卡尔单片机DG128,设计了单片机控制系统完成生产线的控制功能。低成本的单片机系统代替了高成本的PLC的控制系统后,即可满足工业控制的可靠性要求,又能推动中小企业的自动化技术的应用[1]。
1 FESTO生产线的控制系统
FESTO模块化生产线系统是结合现代工业特点开发研制的模拟自动化生产线,这是一种集机械、电子和通信为一体的高度集成机电一体化的实验装置,涵盖了机械设计、传感器技术、自控技术、信息技术和计算机技术等多学科的内容。FESTO生产线设有五个站,单片机控制系统的输入输出需80个端口[2]。
FESTO生产线的控制系统由两片MC9SDG128型单片机作为处理器进行控制[3]。DG128是飞思卡尔公司推出的S12系列微控制器中的一款增强型16位控制器,片内资源丰富,接口模块包括 SPI、SCI、I2C、A/D和PWM等。片内总线时钟频率可达25MHz;LQFP-112封装的通用I/O口可达到63个。DG128控制FESTO生产线的硬件框图如图1所示。1#DG128的A和P口控制供料站,T和M口控制检测站,J口为控制信号输入,B和H口控制液晶显示器;2#CPU的A和P口控制加工站,M和H口控制提取站,T和 B口控制分类站。1#DG128与 2#DG128的数据通信通过串口RS232来实现。

图1 DG128控制FESTO生产线总体框图
FESTO生产线的每个单元是由FESTO控制阀、传感器和执行原件组成的机电一体化系统。FESTO生产线系统的工艺控制流程包括五个功能:供料站、检测站、加工站、提取站及分类站。
2 单片机控制系统的硬件设计
2.1 信号转换器硬件设计
由于DG128单片机输入输出信号“1”为5V、“0”为0V;而FESTO生产线生产单元的控制信号“1”为24V,“0”为0V。因此,单片机与生产线的生产单元之间需要信号转换。生产单元与单片机的输入信号转换器如图2所示。生产单元的信号模块I0为24V。I0信号经电阻R1、光耦U1和发光二极管D1到公共端M构成一个回路。I0信号为“1”时,光耦U1发光二极管发光,U1的3、4两端导通,发光二极管D1指示灯亮表明有信号输入;单片机信号的输入通过下拉电阻R9完成。光耦U1的3、4两端不通,PORT01电压为0V,信号即为“0”;U1的3、4两端导通,PORT01电压为5V,信号即为“1”。
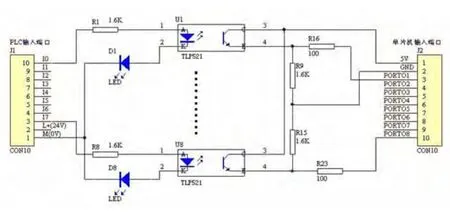
图2 生产单元与单片机输入信号转换电路

图3 单片机与生产单元输出信号转换电路
图3为单片机与生产单元输出信号转换器。单片机的输出信号由电阻R9、光耦U1、GND构成回路;生产单元的输出信号经24V(L+)、继电器(J1)、光耦U1到公共端M构成回路。图3的单片机PORT00为“1”,光耦U1的3、4导通,J1得电使其常开触点3、5导通,生产单元的输出Q0为24V,信号即为“1”;单片机 PORT00为“0”,光耦 U1的3、4不通,Q0为悬空,生产单元输出信号即为“0”。
信号转换模块采用通用型端口,单片机信号端口为10个信号输入输出,端口“1”信号为5V,端口“2”信号为0V,端口“3-10”为输入或输出信号数据端口,单片机端口的输入或输出数据是可以通过DG128程序设定。FESTO生产线的24V电源单独供电。
2.2 单片机硬件系统的抗干扰设计
由于现场使用环境干扰因素较多,如工业生产噪声、电网干扰及其它电磁干扰等,因此必须采取有效的抗干扰措施以确保单片机系统稳定工作。在进行单片机应用开发的过程中,经常遇到在实验室调整很好的单片机一到工作现场就会出现这样或那样的问题,故单片机控制系统需加强硬件抗干扰设计,弥补单片机稳定性运行方面的不足。下面是本设计中用到的方法,经验证效果很好。
(1)长距离数据传输的数据线可采用双绞线,在输入和输出通道上采用光电隔离器将微机系统与各种传感器、开关、执行机构从电气上隔离开来,很大一部分干扰将被阻挡[4]。本文介绍的信号转换硬件电路采用光电隔离器TLP521。
(2)单片机系统供电源采用隔离变压器接入,可以防止电源的干扰信号侵入单片机系统。隔离变压器与普通变压器的不同之处在于它在初级和次级之间加了一层屏蔽层,并将它和铁芯一起接地。另外整个单片机控制系统外壳接地加以屏蔽。单片机的驱动板的电子元器件按抗干扰规则进行设计[5]。
(3)生产线生产单元的检测开关、霍尔元件其开关量的变化速率较低,并一个小电容旁路可以消除干扰信号的采集。系统里每个集成电路芯片都安置一个0.01μF的陶瓷电容器,可以消除大部分高频干扰。
3 单片机控制系统的软件设计
图4为FESTO生产线生产单元的程序流程。
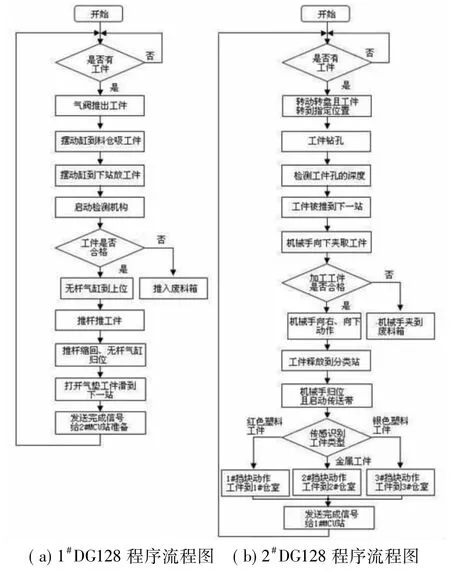
图4 生产单元生产线程序流程图
生产线的开始、停止、自动/手动、急停和复位功能由1#DG128端口输入,生产线的输入控制信号由单片机端口的中断功能实现,端口输入的中断功能由DG128内部的寄存器通过C语言程序设定。
DG128单片机调试软件为飞思卡尔开发平台CodeWarrior。该仿真软件功能强大,程序调试界面的按钮有:运行、单步步入、单步步过、单步步出、汇编语言的单步运行、停止和目标板复位等。CodeWarrior便FESTO生产线的单片机程序设计调试的效率大大提高。
4 结语
本文设计的单片机控制生产线系统功能替代了原有的西门子PLC控制系统,原有的系统需要5台PLC进行控制,而本项目只需两片DG128单片机控制板便可实现FESTO五个生产单元流水线的运行。控制部分的造价只有原系统的几十分之一。目前我国中小型企业自动化程度低,用DG128实现的单片机控制生产线系统为中小型企业的低成本的自动化生产提供了可行性。
[1] 吴明亮.自动化生产线技术[M].北京:化学工业出版社,2011.
[2] 何用辉.自动化生产线安装与调试[M].北京:机械工业出版社,2007.
[3] 王 威等.HCS12为微控制器原理及应用[M].北京:北京航空航天大学出版社,2007.
[4] 刘光斌等.单片机系统实用干扰技术[M].北京:人民邮电出版社,2003.
[5] 王幸之,王雷,钟爱琴,王闪.单片机系统实用抗干扰技术[M].北京:北京航空航天大学出版社,2006.
