响应面法优化磷酸法酸析造纸黑液中的木质素
2014-08-17林咏梅王素梅郑章伟
谭 非,林咏梅,王素梅,郑章伟,黄 彪
(福建农林大学 材料工程学院,福建 福州 350002)
制浆造纸黑液是造纸厂的主要污染物之一。据《造纸工业发展“十二五”规划》我国纸及纸板消费量到2015年将达到11 470万吨[1]。 而新的《制浆造纸工业水污染物排放标准》[2]对水质的要求有了进一步提高,造纸工业水污染物包含造纸生产而产生的大量造纸黑液。当前,造纸黑液治理技术现阶段主要是碱回收[3-5]。碱回收工艺可以直接回收碱, 因而得到了快速的发展和运用,但是碱回收要求纸厂具有一定的规模,由于熔融碱对设备腐蚀,设备投入巨大, 在一般小型企业的实际运用效果不够理想,而且,对于我国广泛采用的草浆造纸原料,碱回收技术不能充分回收残碱。另外,黑液中的木质素在采油等行业依然有一定的应用价值,例如,目前国内仅木质素类减水剂产品年产量就超过50万吨。因此,尽管酸析法处理黑液也有其本身存在木质素的难过滤等问题,但依然在一定程度上有一定的价值及意义。一般酸析法使用的酸为H2SO4、HCl 等,虽然技术可行,但其经济效益较低,而采用磷酸作为酸,较其它酸析效果好[6]。磷酸酸析提取木质素,而且滤液苛化后得到的副产物可被用作饲料、化肥等增加经济效益,环境治理效果显著[7-9]。苛化后的磷酸盐如与强酸反应,也能对磷酸进行回收利用。
本文作者利用响应面分析法设计磷酸法酸析黑液木质素试验,并验证由响应面分析法给出的优化条件,以期为黑液中木质素的处理提供理论依据。
1 实 验
1.1 原料及试剂
黑液: 取自青州造纸厂的浓缩黑液, 固含量59.9%,总碱量(Na2O,88.04 g/L),配置成固含量20%的黑液使用(该浓度与未经多效蒸发浓缩的黑液浓度相当); 85%磷酸,化学纯,天津北辰化工有限公司。
1.2 方法及黑液得率的测定
一定温度下,在盛有50 mL稀释黑液的烧杯中,以一定速度缓慢滴入85%的磷酸,充分搅拌,调节至所需pH值后,静置一定时间并用定量滤纸过滤,过滤物在50 ℃下真空干燥至质量恒定并称质量,计算木质素回收量。
1.3 单因素试验及响应面优化试验
单因素试验采用酸析温度、酸析时间及pH值作为考察对象,考察单个因素对木质素回收量影响的变化规律,在此基础上,采用响应面法对多因素的影响进行优化。响应面法试验因素水平为:温度取30、 50、 70 ℃;酸析时间取10、 30、 50 min;pH值取2、 4、 6。按照Design-Expert 7.1Trial 软件中的BBD选项生成的表格进行试验及分析。
2 结果与讨论
2.1 单因素试验分析
固定20%的黑液,考察酸析温度、酸析时间及pH值对木质素回收量的影响。
2.1.1 酸析温度的影响 在反应时间为30 min,反应溶液pH值为3,考察酸析温度对木质素回收量的影响。从图1可见,低温时木质素回收量较小,温度升高,回收量变大,继续升高温度,回收量反而降低。这可能是由于低温时木质素形成微小的颗粒,容易通过过滤介质,温度升高,则可增强微粒间的运动碰撞,导致微小颗粒之间聚集为较大的颗粒,木质素形成块状导致回收量增加。继续升高温度,则回收量反而下降,这可能由于温度的升高导致一定程度木质素中糖类等可溶物的溶解。从滤液的色泽也可判断,温度升高导致滤液的颜色加深。同时,温度低时,黑液黏度较大,过滤速度慢,反之,过滤速度较快。因此最佳温度的选择不能只考虑木质素的析出量,还应考虑木质素的沉降速度。从图1可知,酸析温度50 ℃为宜。
2.1.2 pH值的影响 20%的黑液,搅拌速度一定,反应时间为30 min,反应温度为50 ℃,考察pH值对木质素回收量的影响。由图2可见,随着pH值降低,木质素回收量逐渐增大,当pH值降为2~3时,木质素回收量较高。酸析黑液颜色也逐渐由黑色变为黄褐色。这是由于用酸中和黑液时发生亲电取代反应,即氢离子取代了碱木质素中的钠离子,使碱木质素胶体受到破坏,生成难溶或不溶于水的木质素,从而自黑液中分离出来。反应式为:
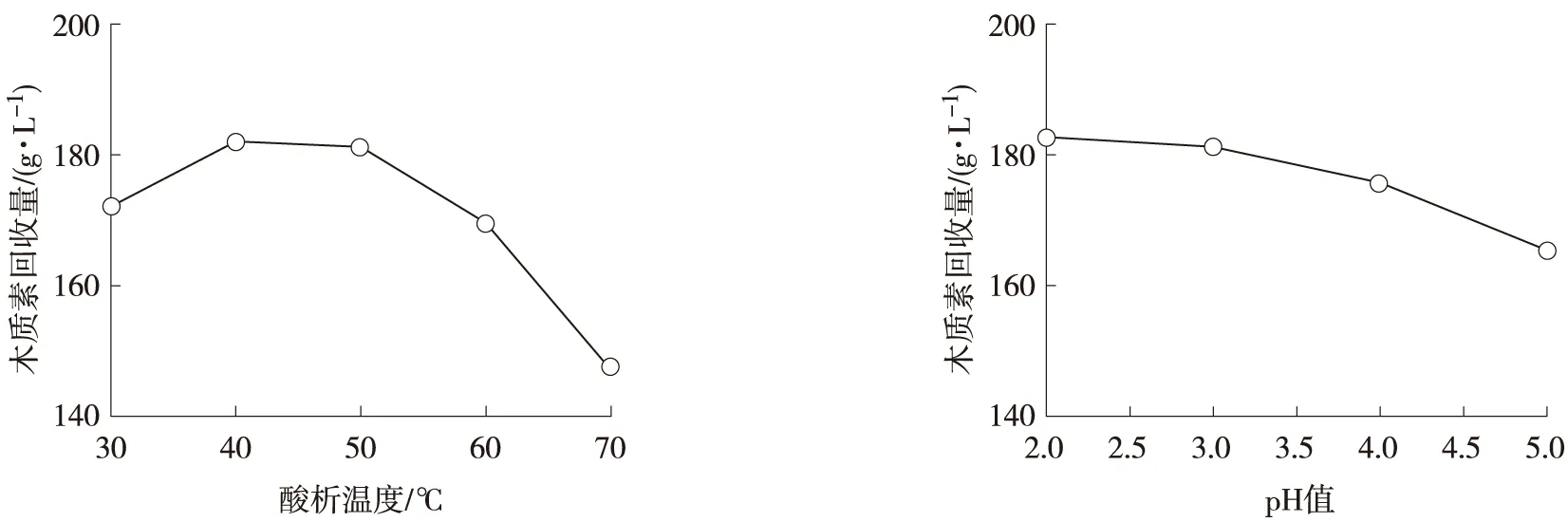
图1 酸析温度对木质素回收量的影响
从图2可知,pH值为2虽然回收量更高,但需要更多的磷酸。因此选择pH值为3较为合适。
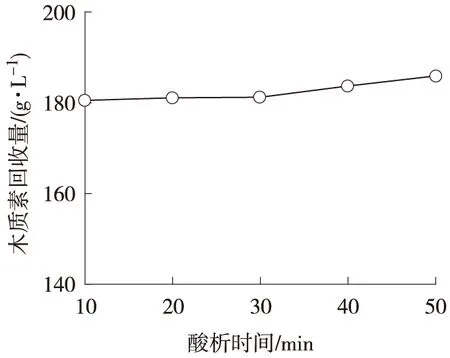
图3 酸析时间对木质素回收量的影响
2.1.3 酸析时间的影响 在一定搅拌速度下,酸析温度为50 ℃,反应溶液pH值为3,酸析时间对木质素回收率的影响见图3。随着酸析时间的延长,木质素回收量逐渐增加,但变化幅度较小,这是由于时间的延长,细小的木质素颗粒沉降的较多。从图3可知,酸析时间50 min较为合适。
2.2 响应面试验优化
在单因素试验的基础上,用响应面试验法对造纸黑液酸析木质素工艺条件进行进一步的优化。
2.2.1 响应面试验设计及结果分析 选择未经浓缩的造纸黑液为20%作为考察对象。利用Design-Expert 7.1Trial 软件中的BBD选项,可得到磷酸酸析黑液中木质素的3因素3水平试验设计及结果,见表1。
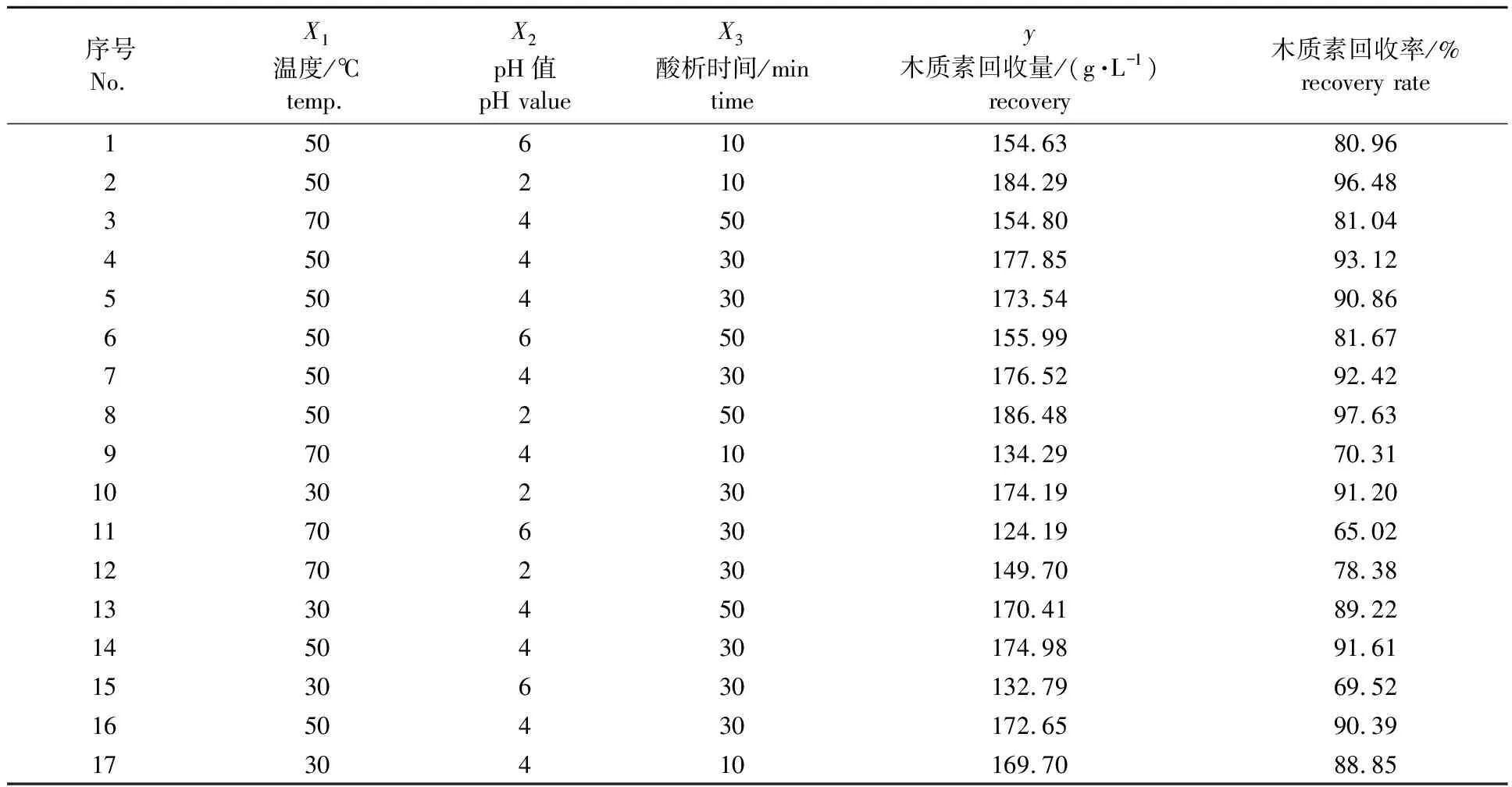
表1 响应面分析试验方案及结果
2.2.2 响应面回归模型及方差分析 以下通过木质素回收量进行回归分析。通过响应面分析得到二次回归方程为:
y=106.672 7+4.072 98X1+4.096 69X2-0.991 93X3+
0.099 317X1X2+0.012 377X1X3-5.247 42×10-3X2X3-

由表2可见,该模型p<0.000 1表明总体上模型因素水平项显著。模型确定系数为0.981 6,说明方程的因变量与全体自变量间线性关系明显;模型的变异系数值为2.36%,说明模型的精密度好。可以看出,该模型实验方法可靠,因素水平设计较合理。
因素重要性分析:采用因素重要性分析方法,对数据进行处理,3因素的回归平方和分别为SSA=60.11,SSB=137.18,SSC=5.21,表明因素的重要性顺序为 B>A>C,即pH值>酸析温度>酸析时间。通过对模型的失拟性检验,可以得出,失拟项不显著(p>0.05)。确定系数和失拟性检验两项结果表明,该模型和实际情况拟合程度高,因而可用此模型对木质素回收率的变化关系进行分析和预测。
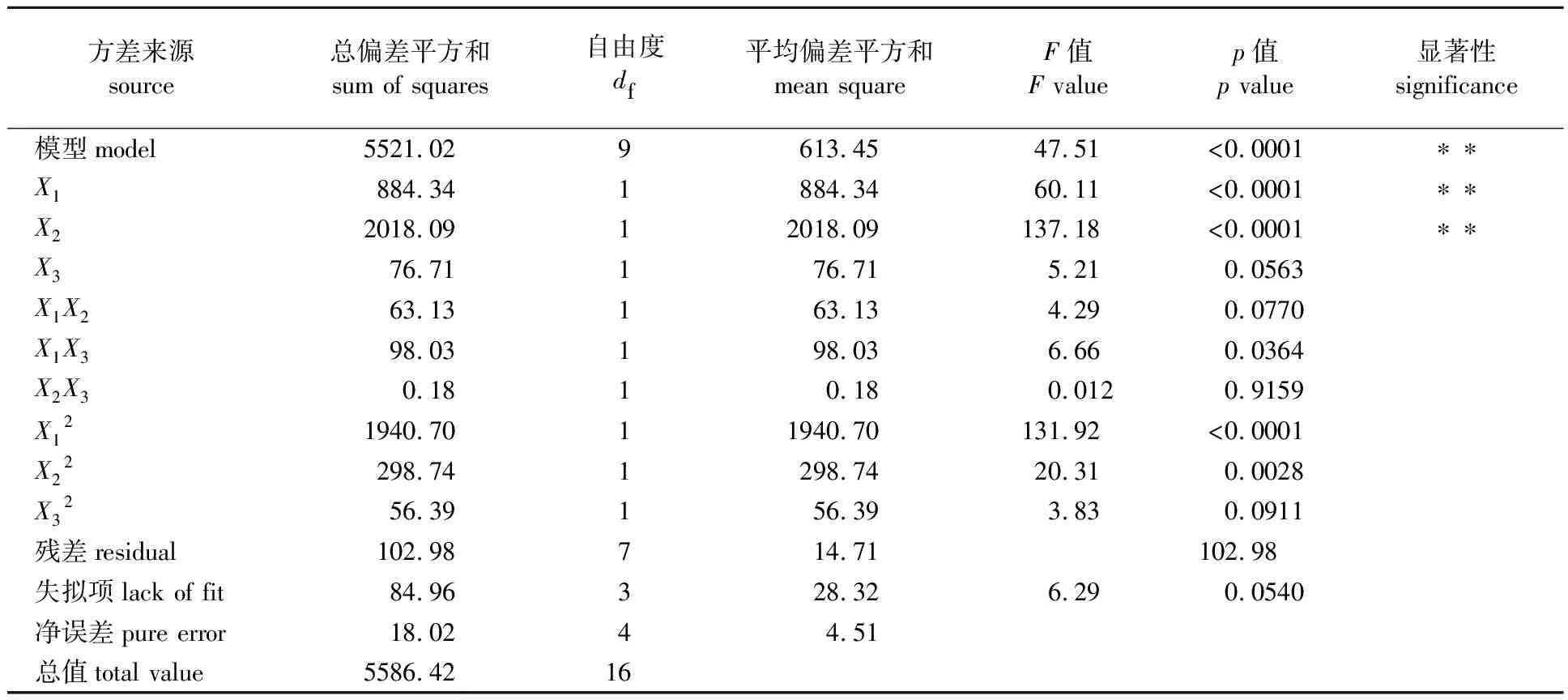
表2 回归分析优化后模型的方差分析
2.2.3 模型的效应分析 结合响应面分析及图4对二次回归方程进行方差分析,可以看出,酸析温度与保温时间的交互作用对木质素得率的影响显著,比较而言,其他的交互作用不显著。利用限制条件下求极值的方法求解最优水平,并当到达局部最优点时, 求得:X1=45.58 ℃,X2=2,X3=50 min,经取整得酸析温度为46 ℃,pH值2,酸析时间为50 min,经计算得最优解为190.60 g/L。实际为了节约酸用量,可以选用pH值3作为最优值,依照模型,此时计算得到的木质素回收量为188.43 g/L,与最优值仅减少1.15%,但酸用量只有原来的十分之一,而且易于分离。经3次平行实验,可得此时木质素回收量为189.21、 189.61、 189.73 g/L,误差0.58%,与理论值预测基本吻合,故响应面分析得到的结果具有实际意义。
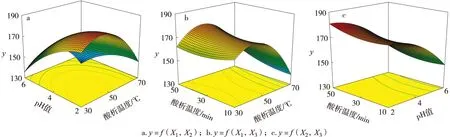
图4 各因素交互作用对木质素回收量的影响
3 结 论
使用磷酸酸析处理造纸黑液中的木质素,研究工艺过程及影响因素,在单因素试验的基础上,应用响应面Box-Behnken(BBD)法进行试验设计,对酸析条件进一步优化,得出:
3.1 酸析温度对木质素回收量有显著的影响,温度过高或过低时木质素回收量均较低,合适的温度为46 ℃。pH值对于木质素回收有较大的影响,当pH值达到一定程度可以不采用降低pH值的方法提高木质素回收率,为节约酸的用量,适宜的pH值为3。延长酸析时间有利于提高木质素回收量。
3.2 经响应面分析及二次回归方程方差分析,酸析温度与保温时间的交互作用显著,其他的交互作用不显著。
3.3 经响应面方法优化,计算得出最优条件为:酸析温度46 ℃,pH值2(为节约酸量,可控制为3),酸析时间50 min,木质素回收量为190.60 g/L。
参考文献:
[1]国家发改委.造纸工业发展“十二五”规划[R].2011.
[2]GB 3544—2008,制浆造纸工业水污染物排放标准[S].
[3]张华兰,王占君,周浩.超滤微滤处理制浆黑液技术的研究进展[J].生物质化学工程,2013,47(2):35-40.
[4]刘江燕,武书彬,郭伊丽.制浆黑液固形物与工业木质素热解液化产物分析[J].林产化学与工业,2008,28(4):65-70.
[5]黄立新,应浩,蒋剑春.制浆黑液气化综合利用技术及装备的研究进展[J].林产化学与工业,2010,30(3):103-109.
[6]边琳,孙亚兵,徐建华,等.不同酸对造纸黑液酸析效果的研究[J].四川环境,2012,31(4):39-43.
[7]代琛,李文江,谢飞.磷酸提取碱法三角黄草黑液中木质素的研究[J].化工技术与开发,2010,39(7):41-43.
[8]高慧.麦草黑液磷酸酸析工艺研究[J].纸和造纸,1998(4):39-40.
[9]高慧,潘祖耀,韩效钊,等.麦草浆黑液综合利用新工艺研究[J].合肥工业大学学报:自然科学版,1998,21(3):137-140.
