影响洁净管道可清洗性因素的分析——对ASME BPE-SD 篇中“死角”的定量分析
2014-08-10戴欣
戴欣
(德西尼布天辰(天津)化学工程有限公司上海分公司,上海 200031)
ASME BPE 标准中“SD-2.4.2 可清洗性”,第(1)条规定“所有的表面都需要能被清洗到。”;第(4)条规定“所有的物料接触表面都应具有能被清洗介质清洗到的可能,应该具有能按照工艺清洗流程确定清洗效果的可能。”[1]。BPE 标准中建议对于洁净管道系统的死角要“L/D ≤2”。“L/D ≤2”仅是一个建议,业主或者使用方是有权力要求系统的设计和制造商尽一切可能消除“L/D”大于2 的支管,同时标识出在系统中“L/D”大于2 和在实际情况上无法满足“L/D ≤2”的支管[2]。那么如何实现BPE 标准的可清洗性原则?如何处理“L/D ≤2”?如何进行定量分析?各个因素对于死角会有什么影响?工程设计中具体处理流程如何?
1 “L/D ≤2”要求

图1 L 和D 示意
见图1,对于“L/D ≤2”还是比较好理解的,几个行之有效的方法是[3]:
(1)在主管上连接的仪表件和管件,尽量使用BPE标准附表DT-4.1.2-2 和DT-4.1.2-7 中的短出口标准直角三通。
(2)探入主管中心线附近,且受元件制造尺寸限制的管件和仪表件,例如温度计,尽量装在管道走向直角拐弯处并使用BPE 标准附表DT-4.1.2-3 中的标准件。
(3)三通向上或者水平安装,防止积液。
除上面3 条,不满足死角要求的三通或四通的支管高度,根据经验至少可以切割至和短出口标准直角三通支管段相同的高度,尺寸参见BPE 标准附表DT-4.1.2-2 和DT-4.1.2-7。另外必须和制造商达成以下几点协议,处理流程见图2。
(1)使用专业工具切割管件。
(2)切割尺寸至少可以手工氩弧焊接。
(3)焊缝内外表面目测。内表面光洁度达到BPE标准SF2 级。
(4)焊缝100%射线探伤且不低于AB 级和JB/T 4730.2 的Ⅱ级。(GB50235 中8.6.2 条第4 款和8.4.3 条第2 款,GB50184 中8.2.1 条第1 款)[4,5]。
处理后仍有支管无法满足“L/D ≤2”,但这些努力满足“尽一切可能消除L/D 大于2 的支管”[2]的指导原则。以上措施会增加成本和时间,建议用下面的阀来代替。对于配管和制造来说更简便,也满足BPE标准中的关于清洗性的建议。工程各方要寻求经济和技术结合的最佳方案,见图3(图片从http://pic.sogou.com 截取)。

图2 工程设计中的死角处理流程

图3 注射用水循环系统阀门
2 死角定量分析理论
2.1 理论与数学模型
管件切割至和短出口标准直角三通支管相同的高度,这个措施在实践中已经实现,但毕竟是经验性的。若处理后的管件还是不满足“L/D ≤2”,那么是否能实现BPE 标准中的“可清洗性”?即使满足了“L/D≤2”,也只是一个建议的值,针对业主或者使用方更高的要求,BPE 标准“并不限制新的或者可能更好的设计方式”[1]。究竟什么样的尺寸能达到目的?这说明设计者需要一套理论工具定量判断“可清洗性”的实现程度。
在管道内部是气液两相流,基本满足牛顿黏性的定义。因为分子间力的影响,在介质内部产生了分子与分子间的速度传递。对大多数生产情况下管道内的介质为湍流,当流体截面突然放大或缩小时会产生涡流。水平安装的支管是容易清洗的,但垂直向上安装的支管可能会导致顶部集气或者物料残留[6]。洁净管道不推荐死角向下。定态流动的理想流体在理想环境下,对于一个有死角的管件来说,必然满足4 大定律:能量守恒定律、动量守恒定律、质量守恒定律和理想气体方程。对于能量守恒定律,前后流体状态:
压强能1+ 动能1=压强能2+ 动能2+ Δ 势能 + Δ能量损失 (1)
Δ 势能=Δ 重力势能,当流体稳定后是定态流动,所以支管内残留气体的状态已经稳定,气体完成压缩后,流体不再对气体做功,则Δ 空气势能在定态流动的情况下为0。
对于质量守恒定律,前后流体状态:
质量流量1=质量流量2(2)
因为前后状态的流体速度未知,所以这里主要使用能量守恒定律,质量守恒定律和理想气体方程。考虑到管件中实际的流体情况太过复杂,所以在理论推导前根据实际情况建立一个简化的数学模型,而后进行实验修正,见图4。

图4 简化模型和各参数示意
2.2 能量守恒关系式
假设一段瞬间长度为dx的液柱,前一状态液柱位于A2处,顺液体流向流过管件,dx无限小。后一状态液柱位于A3处,用水柱高度来表示能量,单位m,则根据式(1):

ρ — 清洗液体密度,液体为极难压缩流体,故认为前后状态的密度相同;
P1— 后一状态的液柱压强;
P2— 前一状态的液柱压强;
u2— 前一状态的液柱平均速度;
u3— 后一状态的液柱平均速度;
g — 重力加速度。
2.3 质量守恒关系式
对于一个管件,进出质量相同。这里假设液体是不可压缩,不可吸收,不可挥发的理想液体,气室内的气体是不溶解和发生化学反应的理想气体,恒温。这些假设可以大大简化理论上的推导,而后产生的误差通过实验修正。则根据式(2):

A2— 前一状态的液柱的截面积,这里是主管的截面积。
A3— 后一状态的液柱的截面积,这里是沿主管径向。
2.4 理想气体方程
对于气室,恒温理想气体有:

Po— 气室的初始压强;
Vo— 气室的初始体积;
P ' — 压缩后的气室压强;
V ' — 压缩后的气室体积。
2.5 直管压力降公式

ΔH能损— 用液柱高度表示的压力降,单位m;
λ — 阻力系数,是内表面粗糙度ε 和雷诺数Re 的函数,见2.9 节;
u2— 介质速度,根据简化模型这里与主管流速u2相等;
L — 介质流程;
d2— 当量直径,根据模型与主管内直径相等;
ε — 内表面粗糙度。
其中雷诺数Re=d2u2ρ/μ[7](7)
2.6 截面积

A1— 支管截面积;
A4— 支管液体沿主管轴向的截面积;
d1— 支管内直径;
d2— 主管内直径;
d3— 后一状态液柱的当量弦长;
h1— 支管死角高度,在后面的计算中,也把h1看成死角最大允许高度;
h — 液柱高度;
α — 为了便于理论推导和实验修正,设置的一个量纲,可以称之为当量弦长系数;
dx— 前一状态液柱的瞬间长度。
2.7 ΔH重力势能的推导
流体静力学中的能量守恒方程适合水平面,而模型中A2和A3是竖直面,需要另立方程。前一状态液柱的瞬间长度为dx,前后液柱质量与体积不变,那么后一状态液柱长度为A2•dx/ A3,m 为A2dxρ。因为 ΔH重力势能积分的过程繁琐,这里略过 。


H2— 后一状态的重力势能;
H1— 前一状态的重力势能;
m — 长度为dx的液柱质量;
dm,dm′ — 前后状态的液柱中的质量微元;
dv,dv′ — 前后状态的液柱中的体积微元;
h2— dm,dm′的标高,假设主管内直径最低点为标高EL.±0.000m;
dh2— 液柱标高微元。
其中dm=ρdv= f (d2, dx, h2)ρdh2, dm′=ρdv′=f′(d2, d3, dx, h2)ρdh2。
2.8 气室和液柱压强
根据理想气体方程式(5),设气室初始压强为大气压

定态流动时,气室内的气体状态已经稳定,所以P′= P1。理论上只有液柱接触到死角顶端,才可能实现“可清洗性”。因为后继的涡流会将气室内的空气逐步带走,直至死角填满液体,并且靠破碎的涡流清洗表面。多余的能量越多,涡流就会破碎得更小,实现更好的清洗效果。直至流体局部消耗完多余的能量,变成层流。此时h=h1,P′与P1有临界值:

再将式(8)(11)(12)(13)代入整理,临界值为:

这里观察式(17)和式(18)可以得到一个重要结论,P′和P1的临界值除了和初始支管压强Po有关外,仅与当量弦长系数α 值有关。
2.9 ΔH能损的推导
根据直管压力降公式(6)和式(13):

Re、λ 和ε/d2的曲线图在各种关于流体静力学的文献中普遍收录,所以在后文中,计算λ 时请根据Re和ε/d2去查λ 的值,本文不再粘贴此曲线图。ε/d2是相对粗糙度,不过本文查图和计算时必须用βε/d2来替换ε/d2,一般工艺流体处于湍流区:
当4 000 ≤Re <396(d2/εβ)lg(3.7 d2/εβ) 时,流动处于湍流过渡区[8]:

当396(d2/εβ)lg(3.7 d2/εβ)≤Re 时,流动处于完全湍流区,此时λ 与Re 无关[8]:

ASME BPE 要求其内表面的光洁度在25 μin(0.6 μm)以内[6],所以ε ≤6×10-7m。支管在主管上开孔,β 的含义是相比未开孔的情况,在介质流程L 内,主管还剩下多少百分比的内表面积。β 是当量弦长系数α、内直径d1和d2的函数,根据简化数学模型,液柱是少了这一段管壁的摩擦,所以有必要计算β,求解过程见2.11 节。对于一个特定的管件,d1与d2已知的,那么就可以得到,针对某种特定管件β 值的λ、Re 和(εβ/d2)的曲线图。不过因为简化了实际情况,λ 和Re的对应值要通过实验校正。虽然没有新的曲线图,但不妨碍理论推导。观察式(19)和(20)可以得出一个重要结论,ΔH能损与支管高度h 无关。
2.10 ASME BPE 死角计算方程组
经过前文的准备工作,现在将各变量带入式(3)、式(4)、式(17)和式(18)得:

这里ΔH重力势能最后结果过于冗长不再列出,参见2.7 节。一个具体的管道系统来说d1、d2、P2、u2已知,h=h1时液柱达到最大高度,这是临界点,可以实现理论上的清洗。 λ 可以由u2确定。观察上个方程组发现有α、P1、u3和h1四个变量却只有三个可用方程。这是因为根据动量守恒定律,实际上从前一状态液柱到后一状态液柱还有:

其中F平均推力、F平均阻力和t 很复杂,无法确定,且前文中的简化模型不适合这个方程,必须找到另外的数学求解方法。经过初步试算,可以确定式(24)和式(26)中各项大概的数量级,前提是“L”在“2D”的尺寸附近,用水柱高度来表示,单位m:①P2/(ρg),P1/(ρg):101级; ②u22/(2g),u32/(2g):10-1级; ③ΔH重力势能:10-2级;④ΔH能损:10-3级。
发现整个公式中,数量上占支配地位的是第(1)项。对于一般的工艺管道而言,速度有上限,可以控制动能的数量级,请参考各种工艺数据手册。因此通过以上分析结果,认为 P1≈P2。如果P2> 2Po使用式(27);如果P2≤2Po使用式(25)。利用式(25)和式(27)求出α 后,将h=h1和α 代入式(23)、式(24)和式(26),再将u3消元,最终得到h1。若三通支管是4″(1″=2.54 cm)时,焊接着隔膜阀,如果想让液柱上升到死角顶端,ΔH重力势能的量级就变成10-1,万一此时系统的压强又小于2倍的Po,计算结果误差会变大。且大尺寸的三通和焊接阀门本身死角高度很高,往往需要更高的流速清洗;也可以反过来说,在有工艺标准限制的速度下,清洗效果不好。那么可以采用BPE标准推荐的方法,见图2。这样不仅满足BPE 标准的建议值,还可以有效避开死角高度的计算和选择问题。
2.11 β 系数的求解


因为d2≥d1,所以0.5 < β < 1。对于一个已知管件来说d1,d2已知,当量弦长系数α 可以由式(25)和(27)求出,再由式(29)求出x1,再由式(30)(31)(33) (34)求出A′和A″,最后由式(32)和式(35)求出β。然后将β 代入数组(βε/d2)查λ。
A′ — 因为支管开孔,在介质流程L 内,主管内表面缺失的面积。
A″ — 在介质流程L 内,主管一整圈内表面的面积。
x1— 在支管截面内,当量弦距离支管圆心的垂直距离。
x — 在支管截面内,在介质流程L 内,与当量弦平行的线距离支管圆心的垂直距离。

3 计算过程和各因素的影响
3.1 流速的影响

图5 β 系数求解中的参数示意
由图6 知道,如果支管只到三通为止,则L/D=42.925/22.1=1.942 3 ≤2,是满足BPE 标准的建议值的。但是三通后面还紧接着焊了一个隔膜阀,三通和阀门的腔体共同构成了一个死角。死角高度0.106 425 m。由表1 知:d1= 2.21×10-2m,d2= 3.48×10-2m。
由式(25)知:


表1 例题一管件描述

图6 例题一配管细节图
所以α=1。另外h=h1,V2= 1.5 m/s,重力加速度
g = 9.8 m/s2。
水在20℃时,密度ρ=998.2 kg/m3,动力黏度
μ = 1 004 μPa•s=1.004×10-3mPa•s。
粗糙度ε=6×10-7m,见表1 中的管件描述。由2.11节求得β=0.829 7,故:
数组(εβ/d2)=6×10-7×0.829 7/3.48×10-2
=1.430 5×10-5
雷 诺 数Re =d2u2ρ/μ=3.48×10-2×1.5×998.2/1.004×10-3=5.19×104
查直管阻力系数(λ)、雷诺数(Re)和管壁相对粗糙度(εβ/d2)曲线图知λ=0.020 5。
将所有变量代入式(23)和式(24)整理且联立方程组得:


例题二:在例题一其他条件不变的情况下,如果u2=1 m/s,求h1。
当u2=1 m/s 时,Re=3.46×104,λ=0.022 5,代 入式(23)和式(24)得:

解出u3=0.301 9 m/s,h1=0.098 27 m,而死角高度0.106 425 m 大于h1,若想满足可清洗性必须按图2 的流程来处理。
例题三:在例题一其他条件不变的情况下,如果恰好想实现死角高度0.106 425 m 的清洗,那么u2至少是多少?
需要用试算法,根据前两个例题的数据,假设u2=1.036 9 m/s,则 雷 诺 数Re =3.587 8×104,查 得λ=0.022 315,代入式(23)和式(24)得:

解出u2=1.036 93 m/s,u3=0.296 1 m/s, u2≈1.036 9 m/s,说明假设可行,则u2至少为1.036 9 m/s,才可以实现死角高度0.106 425 m 的清洗。
例题四:在前三个例题中发现u2与h1大概成正比,那么可以推测有一对(u2)min 和 (h1)min。在例题一其他条件不变的情况下,求(u2)min 和(h1)min。

式(7)和式(21)可以表示成λ=f(u2),式(36)可以表示成u2=f(λ,h1),其中λ=f(u2)可以查看Re和λ 的曲线图,方程解就是2 个函数曲线的上λ 和u2相对应的点。以u2=1.3 m/s 和u2= 0.4 m/s 的曲线图为例,来说明各变量关系,见图7。现在将解用表2 列出。
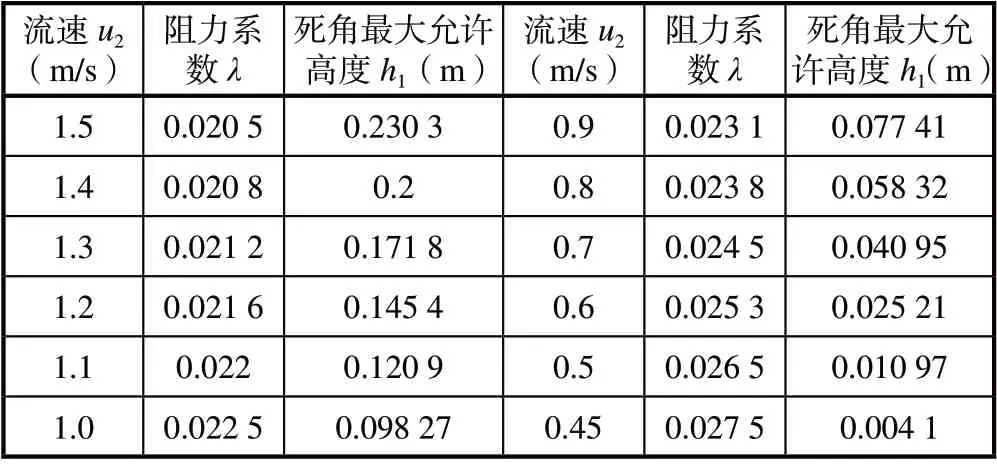
表2 例题四不同u2 流速对应的解

图7 u2=f(λ,h1)和λ=f(u2)的函数曲线图
从例题四可以得出两个结论,在例题一的条件下:
(1)(u2)max=1.5 m/s 时,(h1)max=0.230 3 m,(u2)min=0.45 m/s 时,(h1)min=0.004 1 m。那么在u2小于0.45 m/s 时,不可能实现理论上的清洗。而u2只要大于0.45 m/s,至多可以清洗0.230 3 m 高,但是要以增大相应的u2值作为代价,否则最多只能冲洗到0.004 1 m。另一方面,解出的h1也要大于最小手工焊接高度或BPE 标准管件尺寸,否则没有实际意义。
(2)u2与h1成正比,与λ 值成反比。
为了使理论圆满,还是有必要对(u2)min 和(h1)min 推导一番的。
3.2 压强的影响
例题五:在例题一其他条件不变的情况下,若P2的操作压强变为3.03×105Pa,求h1。
因为P2是假设的Po的3 倍,所以使用式(27):

3.03×105,则α=0.964 267,由2.11 节求得:β=0.846 9,数组(εβ/d2)=1.460 2×105。查得λ=0.020 5,将所有已知量代入式(23)和式(26)得:

解出u3=0.242 1 m/s,h1=0.230 8 m。对比例题一,h1> 0.230 3 m,所以可知增大操作压强对提高h1是有利的,不过效果不明显。
例题六:在例题一其他条件不变的情况下,若P2的操作压强变为3.03×105Pa,如果想实现死角高 0.106 425 m 的清洗,那么u2至少是多少?
由式(23)和式(26)得:

将h1= 0.106 425 m 代入,假设u2= 1.035 3 m/s,则Re = 3.582 1×104,查得λ=0.022 32,得u2= 1.035 3 m/s,u3= 0.303 6 m/s。u2= 1.035 3 m/s,假设可行。对比例题三,u2< 1.036 9 m/s。
将例题五和六对比例题一和三,得出三个结论,当操作压强P2为Po的2 倍时,进一步增强压强。则:
(1)对于相同的管道流速u2可以得到更大的死角最大允许高度。
(2)对于相同的死角最大允许高度需要的管道流速u2更小。
(3)在死角内,能量转化成动能比例升高,重力势能比例升高,能量损失比例降低。
例题七:在例题一其他条件不变的情况下,若P2的操作压强变为1.515×105Pa,求h1。
由式(25)得α=0.964 267,由2.9 节求得 :β = 0.820 1,数组(εβ/d2)= 1.414×105。查得λ=0.020 5。由式(23)和式(24)解得:u3= 0.241 4 m/s,h1= 0.231 6 m,对比例题一h1> 0.230 3 m,不过效果不明显。
例题八:在例题一其他条件不变的情况下,若P2的操作压强变为1.515×105Pa,如果想实现死角高0.106 425 m 的清洗,那么u2至少是多少?
由式(23)和式(24)得:

代入h1=0.106 425 m,解得u2= 1.033 m/s,u3= 0.303 m/s。对比例题三u2< 1.036 9 m/s。
将例题七和八对比例题一和三,得出三个结论,当操作压强P2为Po的2 倍时,进一步减小压强。则:
(1)对于相同的管道流速u2可以得到更大的死角最大允许高度。
(2)对于相同的死角最大允许高度需要的管道流速u2更小。
(3)在死角内,能量转化成动能比例升高,重力势能比例升高,能量损失比例降低。
综合例题五到八的结果,可以得到两个重要结论:
(1)操作压强为2 倍Po时,相同的u2得到的死角最大允许高度最小。
(2)操作压强为2 倍Po时,相同的死角最大允许高度需要的u2最大。
3.3 管件尺寸的影响
只是管件尺寸不同,求解过程和前面例题一样,现在直接用表3 将结果列出,通过比较找出规律,并分析原因。

表3 例题九不同尺寸的管件对应的解
通过比较可以得到2 个结论:
(1)主管尺寸不变,支管尺寸越大,死角最大允许高度h1越小。
(2)支管尺寸不变,主管尺寸越大,死角最大允许高度h1越大。
为何会如此呢?通过观察式(24)和(26)可以知道:ΔH能损与支管内径/主管内径的值(d1/d2)成正比,而其他参量不变ΔH能损比例越小,ΔH重力势能比例越大,h1越大;ΔH能损比例越大,ΔH重力势能比例越小,h1越小。ΔH重力势能受d1和d2的影响,但受液柱高度的影响更明显。大管径的阀门的高度和长度相对大,若阀门焊接在管道上,加大管径需要更大的流速u2才能在理论上清洗死角。所以不是单纯加大管径就有利于清洗的,请综合考虑。
3.4 坡度的影响
在BPE 标准中,重力排尽的产品接触管线推荐的最小坡度等级为GSD2[1]。即坡度为1%,倾角约为0.57°,那么式(24)和(26)就是可以变为:
观察上面的方程组发现,坡度越大,死角最大允许高度也越大。
3.5 温度的影响
温度上升,例如从20℃升高到30℃,那么水的粘度从1 004 μPa•S,变成801.2 μPa•S,密度从998.2 kg/m3变成995.7 kg/m3,根据式(7),此时Re 变大,再查Re 与λ 的曲线图知λ 变小,由式(19)和(20)知ΔH能损变小,最后把ΔH能损变小的结果放入式(24)和(26),知温度上升是有助于增大死角最大允许高度的。
4 结束语
(1)u2和h1的关系是需要通过实验检验和校正的,原因有三个:
①简化了实际情况,介质行程L 内的涡流会消耗机械能,所以λ 仅考虑管壁摩擦是不够的,λ、Re 和(εβ/d2)的曲线图需要实验校正,因为人类的理论还没完善到知道流体介质分子间的所有细节的程度。
②将P1和P2做了近似处理,可能在知道流体上精确的作用力后重构数学模型。
③在计算动能时,流体静力学本身用流速的平均值的平方代替了流速的平方的平均值[7]。理想气体方程本身也是做了假设和简化的。
(2)前文所述的公式和计算在业主或者使用方同意执行更严格的“可清洗性”要求,或者设计者需要验证清洗效果时,才有参考价值,图2 中的流程有其局限性。新的建议,实践和标准可以不断完善工作流程来适应业主苛刻多变的要求,尤其是具体场景。
(3)对于一个工程项目,执行标准和工厂生产率是确定的,但是温度、压强和流速对设计而言有相对大的调整余地,所以这是本文的论述重点。医药工程相关从业者有一个可以参考的理论工具,也是本文的目的和心愿。
[1] 顾正辉.ASME BPE 标准的介绍和解读系统设计(SD)章节简介(1)[J].医药工程设计,2013,34(5):2~3.
[2] 顾正辉.ASME BPE 标准的介绍和解读系统设计(SD)章节简介-2[J].医药工程设计,2013,34(6):1.
[3] 朱文丽.洁净厂房中的管道设计[J].医药工程设计,2011,32(2):2
[4] GB 50235-2010, 工业金属管道工程施工规范[S].
[5] GB 50184-2011, 工业金属管道工程施工质量验收规范[S].
[6] 徐舟,彭彩君.ASME BPE 在医药工厂洁净管道设计中的应用[J].医药工程设计,2012,33(5):2~3.
[7] 陈敏恒,丛德滋,方图南,齐鸣斋.化工原理(上册).第1 章 流体流动[M].3 版.北京:化学工业出版社,2006.5.
[8] 王怀义.石油化工管道安装设计便查手册.第一章 管径和管道压力损失计算[M].1 版.北京:中国石化出版社,2003.
