松木粉/聚醚砜树脂复合材料的制备及选择性激光烧结试验1)
2014-08-08郭艳玲赵德金于志祥
张 慧 郭艳玲 赵德金 于志祥
(东北林业大学,哈尔滨,150040) (哈尔滨理工大学)
松木粉/聚醚砜树脂复合材料的制备及选择性激光烧结试验1)
张 慧 郭艳玲 赵德金 于志祥
(东北林业大学,哈尔滨,150040) (哈尔滨理工大学)
以松木粉、聚醚砜树脂为材料,用SHR-10A型高速混合机制备松木粉/聚醚砜树脂复合粉末;用HRPS-ⅢA型激光粉末烧结快速成型机,遴选出复合粉末可用于选择性激光烧结工艺参数及适宜的预热温度,烧结成型。测量了不同松木粉质量比对复合粉末力学性能的影响,观察并测量了输入不同的能量密度时,烧结试件的成型效果和力学性能。结果表明:随着松木粉质量比的增加,木塑复合材料的力学性能降低。对于松木粉质量比为20%的木塑复合粉末,当输入的能量密度为0.128 J/mm3时,复合粉末即可成型;当输入的能量密度为0.312 J/mm3时,木塑复合材料的拉伸强度达到4.846 5 MPa,弯曲强度为8.215 2 MPa,冲击强度为1.257 4 MPa,此时力学性能最强;若输入的能量密度大于0.312 J/mm3时,出现过烧现象,力学性能下降。采用扫描电镜对烧结件断面的形貌进行了表征。
选择性激光烧结;木塑复合材料;松木粉/聚醚砜树脂复合粉末;力学性能;能量密度
选择性激光烧结(SLS),属于3D打印技术的一种方法,采用可控激光束熔融粉末状材料进行层层累积烧结出复杂的立体模型[1]。在发展选择性激光烧结这类3D打印技术产业化的进程中,制造设备和材料基础研究是两大关键技术[2-5]。选择性激光烧结对原材料要求较为苛刻,材料需要以粉末状提供;烧结过程中,材料在快速融化和凝固等物态变化之后,仍须具有良好的物理、化学性质[6]。可应用于选择性激光烧结成型的材料不仅种类少、成本昂贵,而且加工工艺也比较复杂,因而难以实现产业化[7]。
目前,常用于选择性激光烧结研究的材料,有金属材料、陶瓷材料、聚合物材料以及它们之间的复合材料[8]。美国的Texas大学Austin学院自由成形实验室,对Cu-Sn、Ni-Sn、Fe-Cu等合金粉末的SLS技术和后处理工艺进行了长期研究;英国利物浦大学,对SiC和聚合物混合粉末进行了SLS试验;德国的EOS公司,将生产的尼龙粉末材料PA2200、 PA3200GF,用于SLS技术。中国的王明华科研团队,将飞机钛合金大型复杂整体构件激光成型技术,应用于中国第二款自主设计制造的国产大型客机C919的零部件制造上;华中科技大学闫春泽等人,通过溶剂沉淀法制备了SLS用纳米二氧化硅/尼龙复合粉末材料,并进一步研究了纳米二氧化硅对SLS成形件力学性能的影响;中北大学研发的覆膜陶瓷粉末(CCP1),已经投入加工[9-11]。
东北林业大学郭艳玲,提出将木塑复合材料运用于选择性激光烧结成型技术的观点。木塑复合材料应用于3D打印技术中,可降低原材料的成本,扩大该先进技术的可行领域[12]。
松木粉来源广泛且价格低廉;聚醚砜树脂(PES)作为木塑复合材料的黏结剂,具有机械强度高、尺寸稳定性好以及优良的成型加工性能等特点[13-14]。本文实验制备松木粉/PES复合粉末,并用于选择性激光烧结;制备工艺简单,复合粉末易获得。测量并分析,不同松木粉质量比对木塑复合材料烧结试件力学性能的影响;通过实验观察,该复合材料在不同能量密度下的成型效果;用扫描电镜观察,对烧结件断面的形貌进行表征。
1 材料与方法
松木粉:呈淡黄色,密度约为0.237 g/cm3,颗粒直径为45~96 μm(160目)。扫描电镜放大300倍,可观察到松木粉纤维呈扁片状(见图1(a))。
聚醚砜树脂(PES):呈白色细粉末状,颗粒直径为180~250 μm(60目)。扫描电镜放大300倍,PES呈不规则的颗粒状(见图1(b))。
松木粉/聚醚砜树脂复合材料的制备:将松木粉放入HC-600-3S型超声波振动筛(河南新乡市华成机械有限公司),筛选出160目颗粒大小均一的粉末。随后,将筛选好的粉末放入SHR-10A型高速混合机(张家港市宏基机械有限公司),烘干。由于温度高于105 ℃时,植物纤维的结构容易被破坏;因此,烘干温度需要控制在100~104 ℃。

(a)松木粉 (b)PES
图1 复合粉末组成成分扫描电镜放大300倍的形貌
将干燥好的松木粉和密封存储的PES粉末,按照表1的3种配比方案进行混粉;分别在手动机械冷混后,放入高速混合机中。先低速间歇混合10 min,然后高速混合1 min;温度控制在55 ℃以下,防止温度高时,材料发生黏结现象。最后,将3种不同质量比的复合粉末分别放入隔潮袋子中。
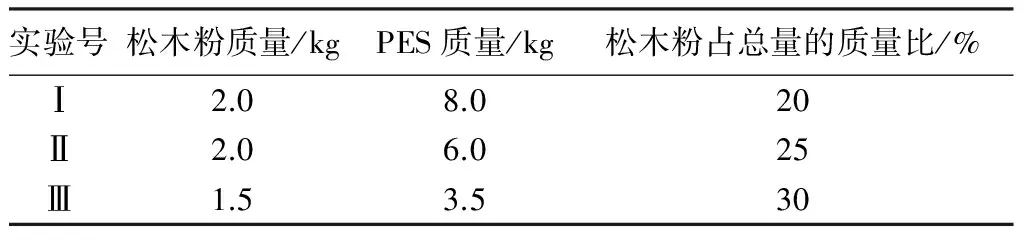
表1 松木粉/PES复合材料的3种配比情况
烧结试验:为了确定松木粉/PES复合粉末,用于选择性激光烧结是否具有可行性;在正式烧结试件前,需先进行4~5层简单的激光烧结实验,遴选松木粉/PES复合材料可成型的工艺参数以及适宜的预热温度。HRPS-ⅢA型激光粉末烧结快速成型机(华中科技大学-武汉滨湖机电有限公司)的光斑直径为(2.6±0.4)mm,扫描方式采用分组变向。经过反复试验确定,该复合粉末可用于选择性激光烧结工艺,适宜的预热温度为70~80 ℃。
能量密度,作为选择性激光烧结的一项重要参数,其输入的大小影响着烧结试件的力学性能。能量密度的大小,取决于激光功率、扫描速率、烧结间距、单层厚度4项工艺参数[15-16],关系式:E=P/vst。式中:E为能量密度;P为激光功率;v为扫描速率;s为烧结间距;t为单层厚度。
实验1——分别对松木粉质量比为20%、25%、30%的木塑复合材料进行激光烧结。根据以往经验和初步试验,采用的工艺参数为:预热温度72 ℃、激光功率7.7 W、扫描速率1 900 mm/s、烧结间距0.15 mm、单层厚度0.15 mm。
实验2——根据能量密度公式,可将扫描速率设置为2 000 mm/s、烧结间距0.15 mm、单层厚度0.1 mm;激光功率分别设置为3.85、5.50、6.05、7.70、8.80、9.35、9.90 W。即,分别采用0.128、0.183、0.202、0.257、0.293、0.312、0.33 J/mm3的能量密度进行烧结实验,工作台预热温度控制在72 ℃左右。
力学性能测试:采用MTS工业系统(中国)有限公司生产的CMT5504型微机控制电子万能试验机,对烧结的力学测试件进行拉伸和弯曲实验;拉伸强度按照GB/T1040—92进行检测,弯曲强度按照GB/T9341—2008进行检测。采用承德精密试验机有限公司生产的XJC-25Z型机械组合式摆锤冲击试验机,对烧结的标准力学测试件进行冲击实验。
扫描电子显微镜(SEM)观察:制作扫描电镜的样品,包括松木粉、PES粉末、3种不同质量比的复合材料烧试件以及力学性能最强的烧结试件。采用瑞士生产的SCD-005型喷涂刻蚀仪进行喷金。最后,将处理好的样品,送入FEI公司生产的QUANTA-200型电子扫描仪进行扫描电镜观察。
2 结果与分析
2.1 力学性能
实验1结果表明:3种比例的复合粉末,均可在SLS试验中成型,当松木粉质量比增大时,烧结试件密度降低。随着松木粉质量比的增加,烧结试件的拉伸强度、弯曲强度、冲击强度均降低(见表2),即力学性能减弱。
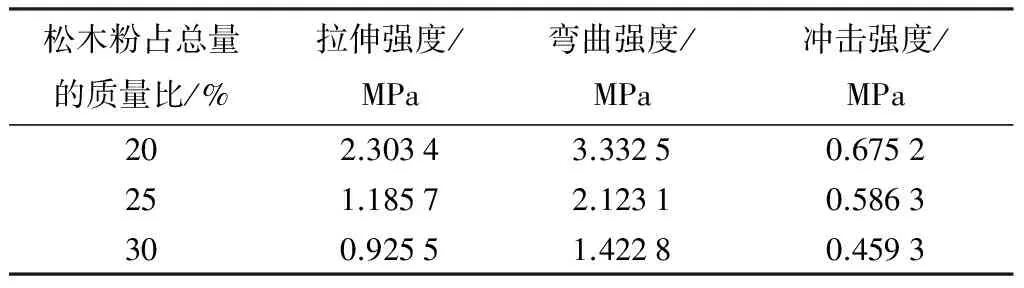
表2 烧结试件力学性能与松木粉质量比的关系
实验2结果表明:当能量密度小于0.128 J/mm3时,松木粉/PES复合材料无法熔融成型或者烧结试件松散易分层。随着能量密度的增加,力学性能逐渐增强,当能量密度达到0.312 J/mm3时,力学性能最强;大于此能量密度时,复合粉末发生过烧现象,降低了烧结试件的力学性能。图2为输入能量密度分别是0.147、0.312 J/mm3的力学测试件的形貌对比图。从图2中可明显看到:由于能量密度的增加,烧结试件的外观颜色加深。查看相关实验及文献得知:随着受热强度的增加,松木粉的部分纤维逐渐发生降解[17-18]。烧结件的拉伸强度、弯曲强度、冲击强度,随能量密度变化的趋势如图3。

图2 能量密度为0.147、0.312 J·mm-3时的力学测试件形貌
2.2 断面扫描电镜观察
烧结试件断面,在扫描电镜下观察,可以发现存在着空隙;这是由于木塑复合材料是非结晶聚合物,烧结过程中,颗粒的流动性相对于结晶聚合物的流动性小,相对位置变化小,因而,烧结试件存在着孔隙[19]。从图4中(a)和(b)的对比可以发现:在一定范围内,当输入的能量密度大时,PES熔融程度增大,复合材料黏结效果增强,空隙减小。将松木粉质量比分别为20%、25%、30%的3种烧结试件的断面形貌放大300倍,可以观察到:随着松木粉质量比的增加,试件的空隙增多。这是由于木粉质量的增加,导致了复合材料的流动性降低,黏结程度降低,试件的结构松散,故力学性能也降低。
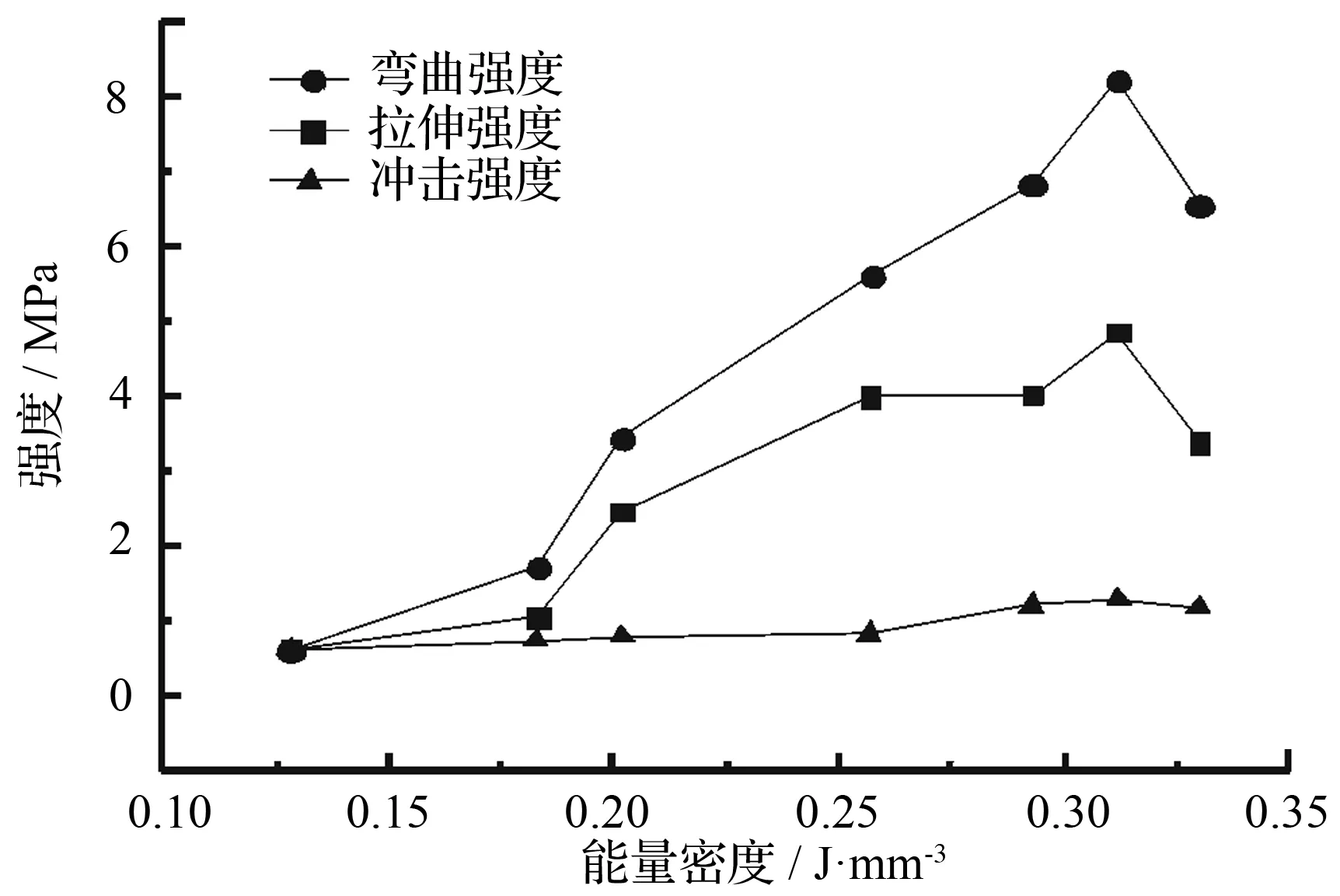
图3 能量密度对松木粉/PES复合材料力学性能的影响
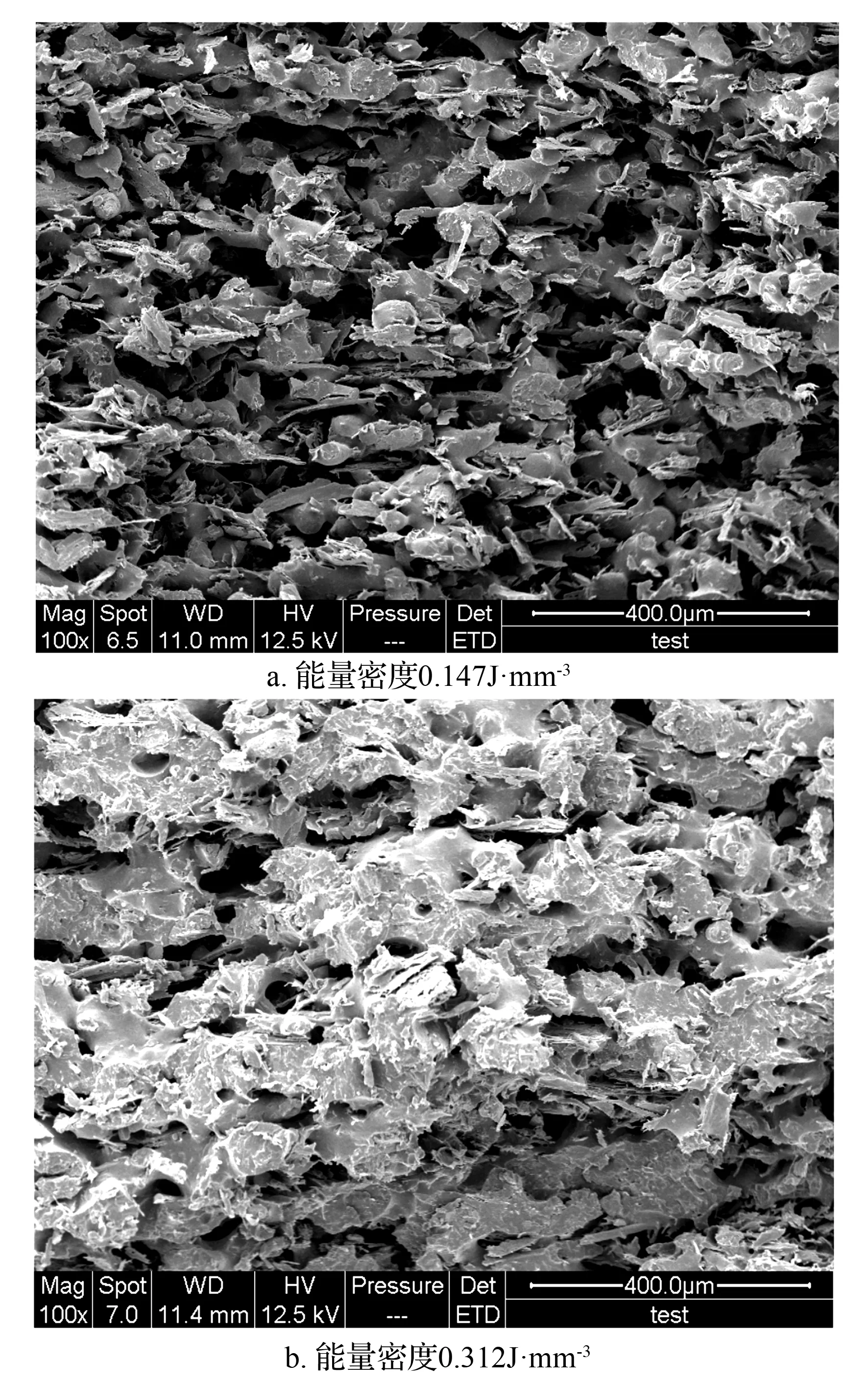
图4 不同能量密度时烧结试件断面的形貌
2.3 烧结制件
采用激光功率9.35W、扫描速率2000mm/s、烧结间距0.15mm、单层厚度0.20mm的工艺参数(能量密度为0.156J/mm3),烧结液压阀体模型。由图5可看出,松木粉/PES复合材料用于SLS,尺寸形状精度较高,可清晰的表达出螺纹、键槽、孔等复杂、小尺寸形状结构。因此,松木粉/PES复合材料,适用于选择性激光烧结成型。

图5 液压阀体模型烧结制件
3 结论
松木粉/聚醚砜树脂,可作为激光烧结成型的一种新型木塑复合材料,其成本低、耗能低、易于制备及成型。
随着松木粉质量比的增加,粉末颗粒的流动性降低,烧结试件的力学性能下降。松木粉与聚醚砜树脂的质量比为1∶4时,平均最大拉伸强度能达到4.85 MPa、弯曲强度达到8.22 MPa、冲击强度为1.26 MPa。试件具有良好的韧性。
松木粉/聚醚砜树脂复合材料,烧结成型所需能量较低:当输入能量密度为0.128 J/mm3时,该材料即可成型;当输入能量密度为0.312 J/mm3时,就可达到良好的成型效果。超过此能量密度时,由于松木粉部分纤维降解,木塑复合材料的力学性能逐渐下降。
[1] 徐林,史玉升,闫春泽,等.选择性激光烧结铝/尼龙复合粉末材料[J].复合材料学报,2008,25(3):25-30.
[2] 王雪莹.3D打印技术与产业的发展及前景分析[J].中国高新技术企业,2012(26):3-5.
[3] 李小丽,马剑雄,李萍,等.3D打印技术及应用趋势[J].自动化仪表,2014,35(1):1-5.
[4] Guo Y, Jiang K, Bourell D L. Preparation and laser sintering of limestone PA 12 composite[J]. Polymer Testing,2014,37:210-215.
[5] 刘红光,杨倩,刘桂锋,等.国内外3D打印快速成型技术的专利情报分析[J].情报杂志,2013,32(6):40-46.
[6] 王忠宏,李扬帆,张曼茵.中国3D打印产业的现状及发展思路[J].经济纵横,2013(1):90-93.
[7] 杜宇雷,孙菲菲,原光,等.3D打印材料的发展现状[J].徐州工程学院学报:自然科学版,2014,29(1):20-24.
[8] 姜凯译,郭艳玲,刘祥.选择性激光烧结用原材料研究进展[J].材料开发与应用,2010,25(5):78-81.
[9] 任继文,刘建书.选择性激光烧结主要成型材料的研究进展[J].机械设计与制造,2010(11):266-268.
[10] 任继文,彭蓓.选择性激光烧结技术的研究现状与展望[J].机械设计与制造,2009(10):266-268.
[11] 闫春泽,史玉升,杨劲松,等.高分子材料在选择性激光烧结中的应用(Ⅰ):材料研究的进展[J].高分子材料科学与工程,2010,26(7):170-174.
[12] 姜凯译.木塑复合材料选择性激光烧结实验与后处理研究[D].哈尔滨:东北林业大学,2011.
[13] 毛博.高性能树脂:聚醚砜树脂[J].化工新型材料,2007,35(12):72-73.
[14] 王贵宾,姜振华,于闯,等.特种工程塑料PES、PEEK的成型加工特性[J].化工科技,2001,9(2):44-48.
[15] Olakanmi E O. Direct selective laser sintering of aluminum alloy powders[D]. Leeds UK: University of Leeds,2008.
[16] Spierings A B, Wegener K, Levy G. Designing material properties locally with additive manufacturing technology SLM[C]. Texas: University of Texas at Austin(freeform),2012:447-455.
[17] 陈利芳,谢桂军,马红霞,等.加速热处理技术对木材颜色变化影响的研究[J].广东林业科技,2012,28(5):35-39.
[18] 李东方.聚乙烯木塑复合材料性能影响因子与界面特性研究[D].北京:北京林业大学,2013.
[19] 汪艳.选择性激光烧结高分子材料及其制件性能研究[D].武汉:华中科技大学,2005.
Preparation and Selective Laser Sintering of Pine/Polyether sulfone Composite
/Zhang Hui, Guo Yanling, Zhao Dejin
(Northeast Forestry University, Harbin 150040, P. R. China); Yu Zhixiang(Harbin University of Science and Technology)//Journal of Northeast Forestry University.-2014,42(11).-150~152,157
We developed pine/polyether sulfone composite powder (PES) by SHR-10A high-speed mixer for selective laser sintering (SLS). The mechanical properties of wood plastic composite were reinforced with the increase of mass ratio of PES. We observed and tested deforming effect of sintered parts and the influence on the mechanical properties while putting in different energy density. The experiment showed that pine/PES wood composite could be shaped up when the energy density was 0.128 J/mm3, when it reached 0.312 J/mm3, the tensile strength of the material was 4.846 5 MPa, the bending strength was 8.215 2 MPa, the impact strength was 1.257 4 MPa, and the mechanical properties were the strongest. When the energy density was greater than 0.312 J/mm3, pine would be carbonized during the process of sintering, therefore, the mechanical properties decreased. At last, we observed the section topography of sintered parts by scanning electron microscopy (SEM).
Selective laser sintering; Wood plastic composite material; Pine/polyether sulfone composite powder; Mechanical properties; Energy density
1) 国家自然科学基金项目(51075067),高等学校博士学科点专项科研基金项目(20130062110006)。
张慧,女,1990年5月生,东北林业大学机电工程学院,硕士研究生。E-mail:1226419340@qq.com。
郭艳玲,东北林业大学机电工程学院,教授。E-mail:guo.yl@hotmail.com。
2014年7月28日。
TB332
责任编辑:张 玉。
