水平连蒸管大开孔结构优化研究
2014-08-03刘超锋闫福丰范凤山尚盼龙刘应凡伊万成
刘超锋 闫福丰 范凤山 尚盼龙 刘应凡 白 玉 伊万成
(1.郑州轻工业学院过程装备系环境污染治理与生态修复河南省协同创新中心,河南郑州,450066;2.河南省表界面科学重点实验室,河南郑州,450066;3.北京翔升科创科技有限公司,北京,100027)
水平连蒸管也叫横管式连续蒸煮管、管式连续蒸煮器或水平蒸煮管。我国在用的横管式连续蒸煮系统达80套以上[1],有的已连续运行34年。水平连蒸管(简称蒸煮管)主要是用于碱法蒸煮。蒸煮管是《固定式压力容器安全技术监察规程》(TSGR 0004—2009[2])管辖的压力容器。通常,蒸煮管内的工作压力为0.55~1.0 MPa(绝对压力),工作温度为140~190℃。蒸煮管的运行压力波动范围很小,一般不进行疲劳设计。在用蒸煮管腐蚀速率低的仅有0.02 mm/a,但由于工作温度越高,碱液对蒸煮管材料的腐蚀性越严重,加上其他不利因素,有的蒸煮管的腐蚀速率甚至达到4.1 mm/a[3],使得蒸煮管的使用年限大大缩短,不得不提前报废,造成巨大的经济损失。因此,通过优化设计防范蒸煮管的失效很有意义。
当前,国内浆厂已出现单线日生产能力300 t的横管式蒸煮系统,且规模越来越大[4],对蒸煮管的结构参数要求越来越苛刻。进行蒸煮管大开孔处结构尺寸优化越来越重要。
1 蒸煮管及其大开孔进出料管的常见设计参数
对于在役蒸煮管,通常的设计压力(表压)为1.0 MPa,设计温度180℃;常见的有效长度有:7700、8900、9000、9150、10000、10500、10900、11000、12000和19000 mm;常见的内径有:1000、1050、1100、1370、1372、1476、1488、1500、1520、1600、1700、1800、1900、2000、2100和2130 mm;常见的名义壁厚有:16、20、21、22、25、26 mm。其圆筒体的常见材质有:20G(锅炉专用钢管);20R(对应GB713—2008《锅炉和压力容器用钢板》[5]中的Q245R);SA285GRC(瑞典一般压力容器用钢SIS2103);16MnR(对应GB713—2008中的Q345R);18- 8系奥氏体不锈钢;复合钢板(基材A3R+2 mm不锈钢复合层)。
蒸煮管即使选用相当于双面焊的全焊透对接接头,也未必能进行100%的无损检测。因此,焊接接头系数一般选择0.85。为了满足生产需要,蒸煮管的进出料口处的开孔内径与连续蒸煮管筒体内径之比达0.5~0.8。因此,对于蒸煮管的圆筒体和接管,有必要设计适当的补强方式。
蒸煮管进出料管大开孔结构设计的常见规范有:联邦德国AD压力容器规范B9(1983)[6];《钢制压力容器——分析设计标准》(JB4732—1995)[7];《压力容器》(GB150—2011)[8]。蒸煮管大开孔进出料管的常用内径为680、800 mm,名义壁厚为15、17、22 mm。
2 研究方案的设计
本研究所选蒸煮管的主要参数和选材如下:对圆筒体、接管的内表面施加压力取1 MPa;计算温度取
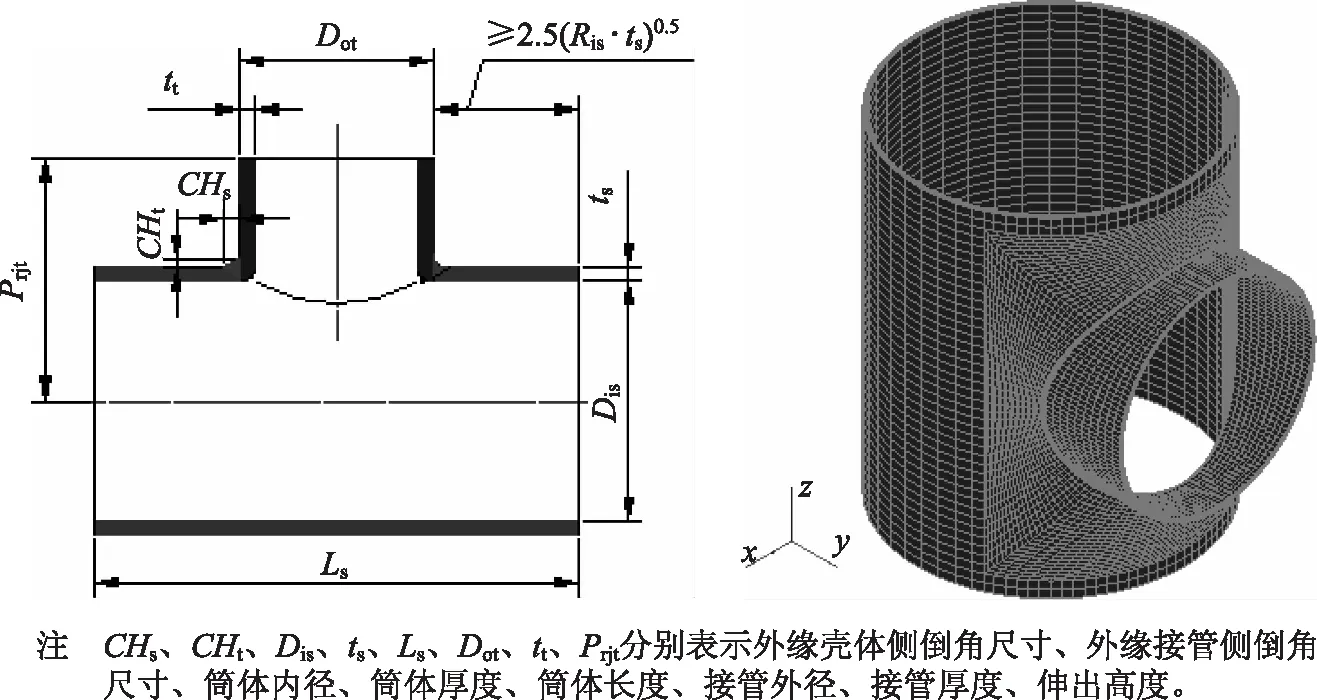
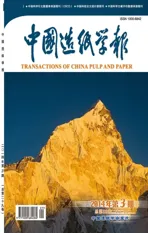
图1 未补强时应力计算模型的几何参数及网格划分
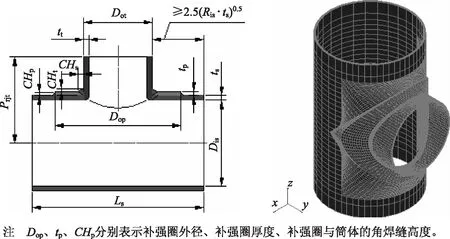
图2 补强圈补强时应力计算模型的几何参数及网格划分
图3 补强管补强时应力计算模型的几何参数及网格划分
180℃;圆筒体和接管的内径分别取1100、800 mm;圆筒体、接管及补强元件所用材料为GB713—2008中的材料Q345R;壳体、接管及补强圈的厚度取值相同;根据圆筒体长度应远大于其边缘应力衰减长度的原则,筒体计算长度Ls分别取1600、1900、2400 mm。
对于大开孔接管的设计问题,虽然GB150—2011设计篇第6.6节圆筒径向接管开孔补强设计的分析法(简称分析法,该分析法源于JB4732—1995的附录J),将补强设计的开孔适用范围扩大至开孔率0.9,但在实际设计中这样的应用工程例子并不多。因为圆筒体和接管的材料未必能达到分析法的规定。此外,在运用分析法时,接管厚度太薄或太厚都不合适[9];当接管直径较小、设计压力较大时,更难得到满意的结果。因此,需要考虑不同的方案进行结构优化。本研究选择以下3种方案:①改变接管厚度;②改变补强圈厚度;③改变补强管情况下接管的厚度。不管采用哪种结构优化方案,都要给出结构的应力情况。
对于蒸煮管的大开孔进出料管的承压结构,建立实物模型进行应力测定时所得到的结果比较准确。可是,壳体内表面的应力并不容易测定。有限元法是一种应用范围特别广泛的开孔计算方法,几乎不受几何尺寸的限制。有限元法分析软件FEA-Nozzle[10]含有GB150—2011和JB4732—1995标准认可的压力容器材料性能数据,提供了8节点三维实体单元进行结构网格划分,可以对蒸煮管大开孔未补强、加补强后的结构应力进行分析。划分后的典型网格如图1~图3所示。

最后,根据FEA-Nozzle软件应力分析的计算结果,计算出“应力的许用极限与应力计算值的比值”(简称相对应力系数)。基于相对应力系数大于1以确保安全性、接近1以确保经济性的原则,确定优化后的结构尺寸。
3 开孔处结构尺寸的优化结果
3.1 未补强的结果
对于未补强情况,根据HG20583—2011《钢制化工容器结构设计规定》[11],计算所需参数取值如下:CHs=33.21 mm、CHt=7.33 mm、ts=tt=24 mm、Ls=1600 mm、Dot=848 mm、Prjt=1624 mm。根据这些数据,利用FEA-Nozzle软件计算纵向平面接管肩部的环向应力、横向平面接管腹部的法向应力。计算结果分别为93.47 MPa和114.21 MPa。相同情况下,文献[12]的实测值分别是93.7 MPa、117.5 MPa (外壁最高应力),计算值与实测值非常接近。
对于改变接管厚度的方案,根据HG20583—2011,随接管厚度ts的变化,计算所需要的CHs、CHt、Dot和Prjt的变化情况见表1。根据这些数据,利用FEA-Nozzle软件计算最大的局部薄膜应力、最大的局部薄膜加弯曲应力、最大的一次加二次应力。未补强情况下,接管厚度对相对应力系数的影响见图4。由图4可知,相对应力系数随接管厚度的增大而增大。在满足JB4732—1995规定的强度要求下,较佳的接管厚度为13 mm。
表1 CHs、CHt、Dot、Prjt和ts的对应关系 mm
图4 接管厚度对相对应力系数的影响
3.2 补强圈补强的结果
对于改变补强圈厚度方案,根据HG20583—2011,计算所需参数取值如下:Dis=1100 mm、Ls=1900 mm、Dot=844 mm、Prjt=731 mm。随补强圈厚度tp的变化,补强圈与圆筒体的角焊缝高度CHp的变化见表2。根据这些数据,利用FEA-Nozzle软件计算出最大的局部薄膜应力、最大的局部薄膜加弯曲应力、最大的一次加二次应力。补强圈厚度对相对应力系数的影响见图5。由图5可知,相对应力系数随补强圈厚度的增大而增大。在满足JB4732—1995规定的强度要求下,较佳的补强圈厚度为5 mm。

表2 CHp和tp的对应关系 mm
图5 补强圈厚度对相对应力系数的影响
3.3 补强管补强的结果
对于改变补强管情况下接管厚度方案,根据HG20583—2011,计算所需参数取值如下:CHs=16.7 mm、CHt=70 mm、Dis=1100 mm、Ls=2400 mm、Dor=900 mm、Prjt=1250 mm、hnt=6mm、ht=372 mm。在接管内径(800 mm)维持不变的情况下,接管外径随接管厚度的变化而变化,其对应关系见表3。根据这些数据,利用FEA-Nozzle软件计算最大的局部薄膜应力、最大的局部薄膜加弯曲应力、最大的一次加二次应力。补强管厚度对相对应力系数的影响见图6。由图6可知,相对应力系数随补强管厚度的增大而增大。在满足JB4732—1995规定的强度要求下,补强管情况下较佳的接管厚度为3.0 mm。

表3 接管外径与接管厚度的对应关系 mm
图6 补强管情况下接管厚度对相对应力系数的影响
由图4~图6可知,无论选择哪种方案,都有如下规律:与一次加二次应力和局部薄膜应力分别对应的相对应力系数相比,局部薄膜加弯曲应力对应的相对应力系数更接近于1。因此,相对于一次加二次应力和局部薄膜应力,局部薄膜加弯曲应力更值得关注。
4 结 论
在对制浆系统水平连蒸管调研的基础上,针对筒体内径1100 mm、开孔内径800 mm、计算温度180℃、计算压力1 MPa的蒸煮管,在未补强的情况下,运用三维有限元法软件FEA-Nozzle对开孔处结构进行应力分析。结果发现,分析结果与实测结果很吻合,证明该方法可行。
采用改变接管厚度、补强圈厚度、补强管情况下接管的厚度3种结构尺寸优化方案,利用三维有限元法软件FEA-Nozzle计算并确定了水平连蒸管大开孔进出料管的最佳结构尺寸。在满足JB4732—1995规定的强度要求下,由于降低了蒸煮管壁厚,选用补强圈和补强管补强,从而使蒸煮管造价降低。
参 考 文 献
[1] 刘建蒙, 黄德山, 崔学录. 横管式连续蒸煮系统用蒸煮管的优化设计[J]. 轻工机械, 2013, 31(1): 60.
[2] 国家质量监督检验检疫总局.固定式压力容器安全技术监察规程: TSGR0004—2009[S]. 2009- 08-31.
[3] 王道文, 史晓冬. 横管连蒸制浆系统中蒸煮管壁减薄的原因分析[J]. 中国造纸, 2011, 30(2): 38.
[4] 张 熙. 国产制浆造纸机械新产品近年研发简况与展望[J]. 造纸信息, 2010(12): 21.
[5] 全国钢标准化技术委员会. 锅炉和压力容器用钢板: GB713—2008[S]. 2008- 09- 01.
[6] 蒋家羚, 章春亮. 压力容器大开孔补强工程设计方法[J]. 化工机械, 2001(3): 166.
[7] 国家发展和改革委员会.钢制压力容器-分析设计标准: JB4732—1995[S].1995-10- 05.
[8] 国家质量监督检验检疫总局. 压力容器: GB150—2011[S]. 2012- 03- 01.
[9] 李家伟. GB150—2011开孔补强分析法在SW6软件的实现[J]. 化工设备与管道, 2012, 49(4): 6.
[10] 北京翔升科创科技有限公司. 压力容器管口有限元分析软件FEA-Nozzle(V1.1)使用手册[K/OL]. [2013- 09- 04]. http://wenku.baidu.com/link?url=6if4Lyaoleckc3kBj_7tug.
[11] 工业和信息化部. 钢制化工容器结构设计规定: HG/T 20583—2011[S]. 2011- 06- 01.
[12] 章春亮, 陈祥龙. 横式连续蒸煮管大开孔实测应力分析[J]. 轻工机械, 1990(2): 18.