基于宏程序的螺纹数控铣削功能开发*
2014-07-31乔龙阳
乔龙阳
(阳江职业技术学院,广东 阳江 529500)
基于宏程序的螺纹数控铣削功能开发*
乔龙阳
(阳江职业技术学院,广东 阳江 529500)
通过分析螺纹结构和螺纹铣削原理,巧妙应用宏程序变量,总结了一种宏程序编写螺纹铣削的方法。宏程序铣削加工螺纹,解决了不同尺寸螺纹特征类零件重复编程的问题,具有高效率、高精度、高柔性等优点。
螺纹铣削;宏程序;变量
1 引 言
数控铣削螺纹常用攻丝、套螺纹或成型铣刀加工等方法。对于一些箱体类零件上直径较大的内、外螺纹,如果采用刚性攻丝,将很难保证螺纹的精度要求;采用CAM编程软件,由于编程复杂,刀具路径很难控制,零件的精度也很难实现。用户宏程序是数控机床一项重要功能,具有简捷、准确的特点,宏程序编程在欧洲一些国家和地区使用率较高,而在我国使用率较低,主要是由于我国较大多数中小企业,对产品的加工过程和细节,无具体要求,大多数从业者抱着自动编程能解决一切问题,加工出产品就完工的思想,在我国宏程序多数功能远远没有被用户掌握和使用。
2 螺纹铣削加工现状分析
(1) 螺纹车削加工 在数控车床上加工螺纹,工艺简单,螺纹精度得到很好的保证,但是只用于回转体和易装夹、易找正的工件。其他箱体类、多面体类工件(如图1),由于车床难以使用通用和专用夹具装夹、找正工件,使得此类工件螺纹车削很难实现。
(2) 螺纹镗削加工 镗削加工螺纹原理和车削加工类似,但镗床加工,存在以下不足:①工艺复杂,对机床操作人员技能要求较高;②加工类型单一,不能实现一次定位装夹,加工大多数形状工艺特征。
(3) 攻丝 在数控铣床上采用的刚性攻丝,适合对直径较小、精度要求不高的螺纹,加工方便、快捷。但其精度受到丝锥或板牙限制,且尺寸也有一定局限性,否则机床的力矩和刀具装夹都不能满足要求。
(4) 螺纹数控铣削加工 螺纹数控铣削加工具有以下特点:①适合大型零件上的螺纹加工,只需一次装夹找正,即可完成螺纹底孔或外圆、及螺纹的加工;②适合非回转体且难装夹和找正的工件上的螺纹;③非标准的螺纹加工,没有相应的丝锥或板牙。
3 开发思路及过程
(1) 开发思路 用户宏程序编程可以实现普通编程难以实现的功能,大大减轻编程过程中的计算任务;同时,利用宏程序还可实现有一定形状特征规律,经常需要加工的工件。利用数控系统宏程序开发零件螺纹铣削加工功能,主要是根据用户在其已有的功能的基础上,对形状一样但尺寸大小不同的螺纹,将发生变化的切削参数设定为变量,根据实际情况赋予不同的值,而整个宏程序不需要改变。

图1 螺纹加工走刀轨迹
笔者介绍用户宏程序螺纹铣削功能开发主要包括普通外螺纹和内螺纹铣削加工。
(2) 螺纹铣削功能开发 如图1,依据螺纹形成的原理,螺纹单个螺距加工的数控铣削编程可采用圆弧走刀程序G17 G02 X_Y_I_J_Z_F_。
如图2和图3所示,外螺纹和内螺纹加工模型分析图,内外螺纹数控铣削可采用,每加工一个螺距螺纹作为一个循环,通过改变螺纹螺距的数量,将螺距个数设置为变量,在加工时判断铣削螺距的深度是否达到要求,即可完成整个螺纹的加工[1]。
宏程序参数设定:螺纹的Z向切削深度为#2,螺纹螺距(多线螺纹为导程)#3,螺纹切削起点为#4,X向吃刀深度为#5,螺纹刀回转半径为#6,螺纹铣削进给量#7。

图2 外螺纹模型分析图

图3 内螺纹模型分析图
分析:根据螺纹铣削的原理,螺纹铣削上一个螺距和下一个螺距,X、Y的尺寸不变,Z向的尺寸是变化的,但每次变化长度是固定值(螺距#3),根据以上分析,可开发螺纹铣削的循环语句程序,如表1所列。
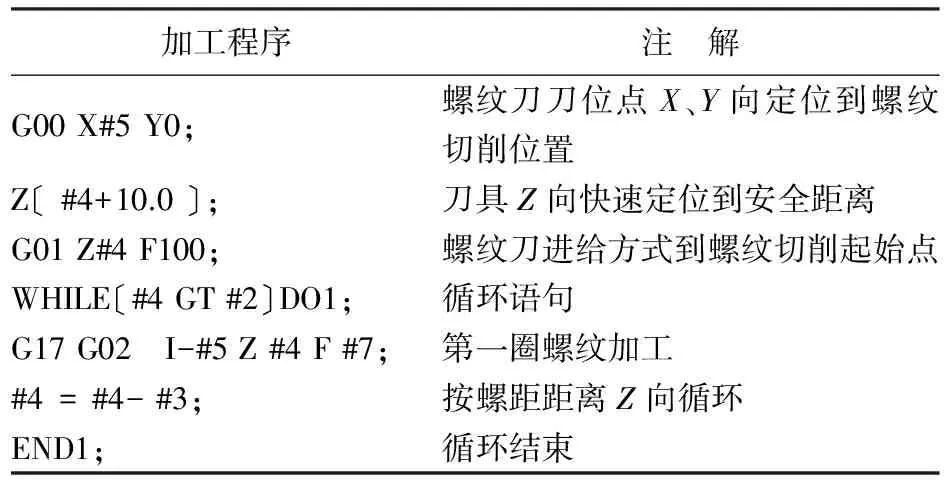
表1 螺纹铣削循环语句程序[2]
4 用户宏程序螺纹数控铣削加工
加工如图4所示工件的内、外螺纹,材质为合金铝,工件其它工艺工序已经加工完成,本文只研究工件螺纹加工部分。内螺纹M32×1.5 -6H,已加工底孔Φ30.376 mm;外螺纹M48×2-7 h,已加工外圆Φ48 mm。加工设备XK714D加工中心,FANUC 0i-MD系统。 工件采用平口钳装夹。工件内、外螺纹铣削加工,每加工一个螺距作为一次循环,在加工中只需判断螺距的深度是否达到要求。坐标设计和基准设计如图3所示。 内外螺纹宏程序参数设定,见表2。T01:单刃螺纹铣刀,回转半径12.0 mm。螺纹切削吃刀深度设定,见表3。螺纹切削加工程序见表4所列。
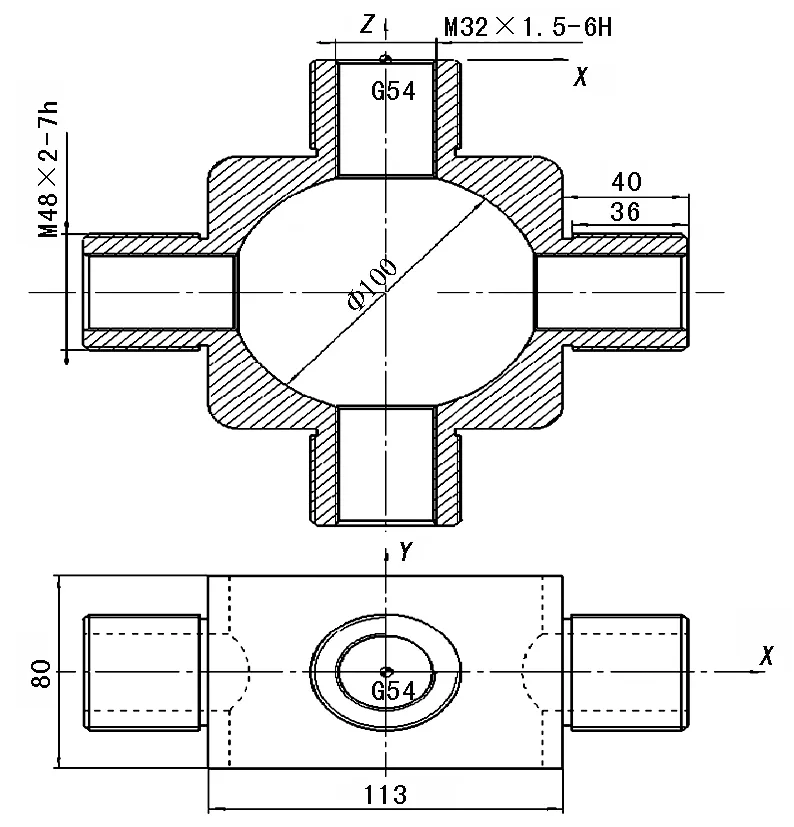
图4 零件图
将开发好的程序存于设备数控系统中,在以后的生产实际中,遇到螺纹类零件加工,调出宏程序,针对不同大小尺寸的螺纹,只需修改宏程序中的参数即可实现对螺纹的数控铣削加工。
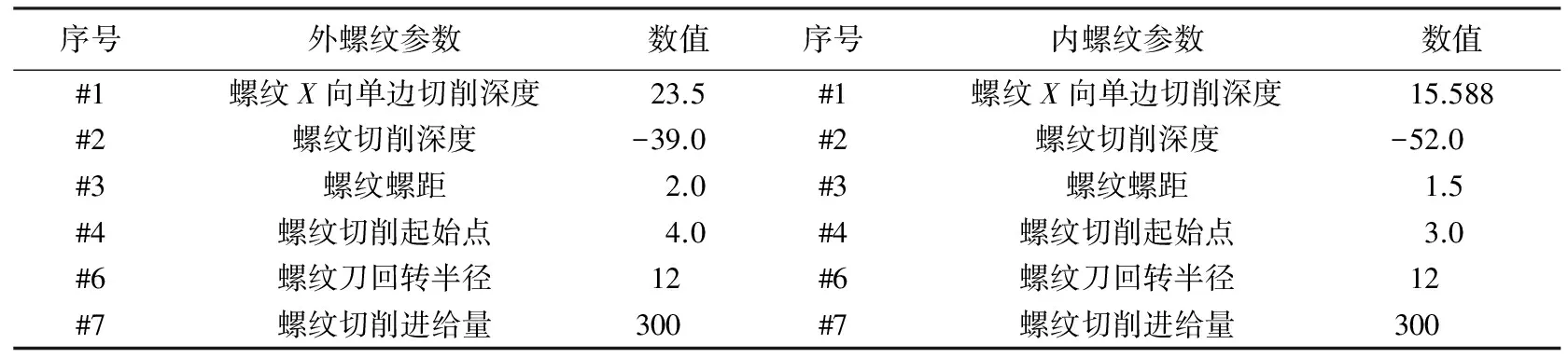
表2 螺纹宏程序参数设定[3]

表3 螺纹切削吃刀深度设定

表4 螺纹切削加工程序
5 结 语
通过利用宏程序对螺纹类形状特征的零件数控铣削加工功能开发,充分表明宏程序对于此类零件的编程效率有显著的提高。宏程序编程开发中最为关键的问题是变量的选择,变量间的相互关系,找出加工对象的结构的规律性,恰当选择变量,通过函数、表达式对刀具轨迹进行描述,实现循环进给,就能开发出所需要的功能,从而提高生产效率。
[1] 蔺小军,单晨伟,史耀耀.螺纹数控铣削加工技术研究[J].制造业自动化,2010(10):20-23.
[2] 陈洪涛.数控加工工艺与编程[M].北京:高等教育出版社,2003.
[3] 机械设计实用手册编委会.机械设计实用手册[M].北京:机械工业出版社,2009.
Development of NC Milling Function for Screw Thread Based on Macro Programming
QIAO Long-yang
(YangjiangVocationgalandTechnicalCollege,YangjiangGuangdong529500,China)
Through analyzing the structure of screw thread and the principle of screw thread milling, a method of screw thread milling is summarized by the application of macro program variables. The application of Macro program used to mill screw thread can solve the problem of reprogramming for different size screw thread. It has the advantages of high efficiency, high precision, high flexibility, etc.
screw thread milling;macro program;variables
2013-11-18
2013年广东省高职教育机械制造类专业教学指导委员会教学改革项目,基于工作过程开发课程《数控编程与操作》项目化教学内容(编号:JZ201304B)
乔龙阳(1983-),男,安徽阜南人,工程师,研究方向:数控技术。
TG62
A
1007-4414(2014)01-0181-03