啮合块错列角对三螺杆混合段混合效率的影响
2014-07-31籍延磊朱向哲
籍延磊, 王 阁,2, 陈 立, 朱向哲
(1. 辽宁石油化工大学机械工程学院,辽宁抚顺 113001; 2. 哈尔滨哈锅锅炉容器工程有限责任公司,黑龙江哈尔滨 150060)
啮合块错列角对三螺杆混合段混合效率的影响
籍延磊1, 王 阁1,2, 陈 立1, 朱向哲1
(1. 辽宁石油化工大学机械工程学院,辽宁抚顺 113001; 2. 哈尔滨哈锅锅炉容器工程有限责任公司,黑龙江哈尔滨 150060)
采用有限元法和网格重叠技术,利用Carreau-Bird流体模型,对同向啮合三螺杆挤出机混合段进行了三维混合数值模拟。计算了三螺杆挤出机的最大剪切速率、混合指数以及瞬时和平均时间混合效率等参数,并与双螺杆挤出机进行了对比分析。结果表明,在相同工况下,三螺杆挤出机的瞬时和平均时间混合效率大于双螺杆挤出机。
三螺杆挤出机; 啮合块错列角; 有限元法; 混合效率
螺杆挤出机是聚合物混合和反应的主要装备。为了适应聚合物工业的快速发展,急需具有高产量和优质混合性能的新型螺杆挤出装备。三螺杆挤出机是在传统的双螺杆挤出机基础上,研发的一种新型高效反应挤出装备,具有啮合区数量多、挤压面积大、混合效果好等优点[1]。三螺杆挤出机比双螺杆挤出机增加了两个啮合区和一个中心区,几何结构更加复杂[1-4]。混合是三螺杆挤出机必备功能,混合过程可以有效提高加工产品的均一性。因此,混合段也是三螺杆挤出机研究的重点工作之一[5-8]。混合段的主要元件是啮合块,通常有单头、双头和三头螺棱。而三螺杆挤出机的啮合块通常包括三螺棱和单螺棱 (螺棱数为奇数)[1-3]。其中,啮合块错列角是影响混合段混合效率的主要参数。三螺杆挤出机混合段内物料熔融体的流动规律和混合特点随着啮合块错列角的变化而改变。因此,有必要研究三螺杆挤出机啮合块错列角对混合段混合效率的影响规律。
本文以三螺杆挤出机啮合块元件为研究对象,重点分析了啮合块错列角对三螺杆挤出机混合段混合规律的影响。分析了分布混合,如面拉伸、分离尺度等,分散混合,如剪切速率、拉伸速率、混合指数等。最后给出了三螺杆挤出机的瞬时混合效率分布,研究了啮合块的错角对三螺杆挤出机瞬时混合效率的影响。
1 物理模型
三螺杆挤出机三根螺杆呈三角形排列。为使其转动相互不干涉,三根螺杆均逆时针转动。选取三个典型啮合块错列角:P30 (啮合角30°)、N60 (啮合角60°)和R30(啮合角-30°)的啮合块混合元件作为研究对象,如图1所示,三螺杆挤出机混合段几何模型参数如表1所示。P30由于啮合块有向前的错角,所以具有与主传输方向一致泵送物料熔融体的能力;R30的啮合块具有向后的错列角,所以具有泵送物料熔融体流向与主传送方向相反的能力;而N60啮合块既没有向前,也没有向后的错列角,不具备传输物料熔融体的能力,主要起混合功能。为保证螺杆与筒壁之间和各个时刻两个螺杆间至少2层边界网格,且边界层厚度等于间隙厚度为0.4 mm。在流道的进出口处采取2层网格。啮合块采用8结点的六面体网格法进行划分,啮合块的总网格数和总节点数分别为41 997个和11 166个。流道采用8结点六面体网格进行划分,流道网格和结点数分别为78 540个和88 205个。

图1 三螺杆不同错列角啮合块几何模型
Fig.1Geometricmodelingofkneadingelementsintri-screwextruderswiththreetypicalstaggerangles
2 数学模型
对于等温和不可压缩流场,忽略惯性力和重力,聚合物熔体充满整个三螺杆流道,则控制方程如下[9-10]:
连续方程:
(1)
运动方程:
(2)
式中,v为速度矢量,ρ为流体密度,f为单位质量的体积力,σ为应力张量。应力张量可表示为:

(3)
式中,p为压力,I为单位矩阵,T为偏应力张量,可定义为:
(4)

Bird-Carreau黏度模型为:
(5)


表1 几何模型尺寸参数Table 1 Geometric parameters of kneading elements

表2 聚乙烯熔体的物性参数Table 2 Parameters of PE melt with Bird-Carreau modeling
3 计算结果与分析
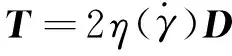
图2为三螺杆挤出机啮合块三种典型错列角的进出口压差曲线。从图2中可以看到,由于啮合块的错列角不同,进出口间的压差变化很大。P30的平均压力从进口到出口增大了0.03 MPa,其原因是由于向前的错列角使其有泵送流体与主流动方向一致的能力,平均压差增大使聚合物熔体在三螺杆挤出机啮合段内的平均停留时间减少;在R30中,从入口到出口的平均压力减小1.17 MPa,由于向后的错列角使其具有与物料输送方向相反的泵送能力,负的平均压差有助于增加物料在三螺杆挤出机啮合段内的平均停留时间;在N60中,从入口到出口的平均压力下降了0.51 MPa。比较P30、N60和R30三种啮合块进出口压差曲线,可大致判断P30的物料停留时间分布起点小于N60和R30。
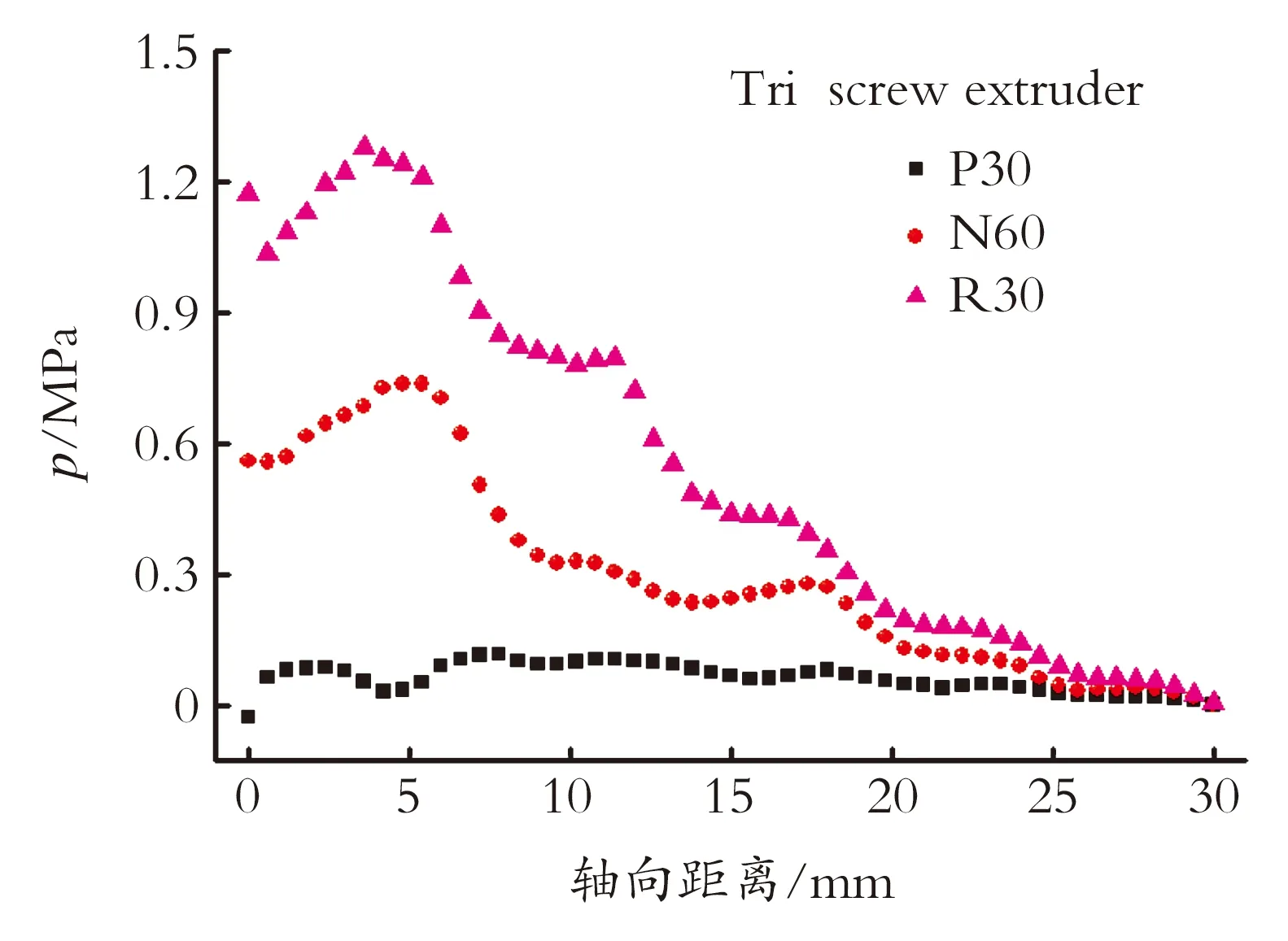
图2 不同错列角三螺杆啮合块进出口平均压差分布
Fig.2Pressuredifferencedistributionsbetweeninletandoutletoftri-screw-extruderswiththreetypicalstaggerangles
剪切速率是衡量螺杆流体分散混合的重要参数。图3所示为三螺杆挤出机不同错列角啮合块内10%、50%和90%粒子的轴向最大剪切速率比较。从图3中可以看到,3种模型均呈现沿着挤出方向,随着轴向距离的增大,最大剪切速率也逐渐增大。其中,在10%、50%和90%粒子统计中,R30的轴向最大剪切速率最大,其次是N60,而 P30 的轴向最大剪切速率最小。这是因为R30啮合块具有-30°错列角,使啮合块具有较大的剪切作用,因此,随着错列角的增加,三螺杆挤出机啮合块的最大剪切速率逐渐增大。

图3 三螺杆挤出机不同错列角啮合块的轴向最大剪切速率比较
Fig.3Axialmaximalshearratedistributionsofthetri-screwextruderswiththreetypicalstaggerangles
图4所示为三螺杆挤出机不同错列角轴向混合指数平均值比较。从图4中可以看出,随着轴向距离的增大,3种模型的混合指数也逐渐增大。其中,在10%、50%和90%粒子统计中,R30的轴向混合指数平均值最大,其次是N60,而 P30 的轴向混合指数平均值最小。因此,随着错列角的增加,三螺杆挤出机啮合块的轴向混合指数平均值逐渐增大,分散混合能力逐渐增强。
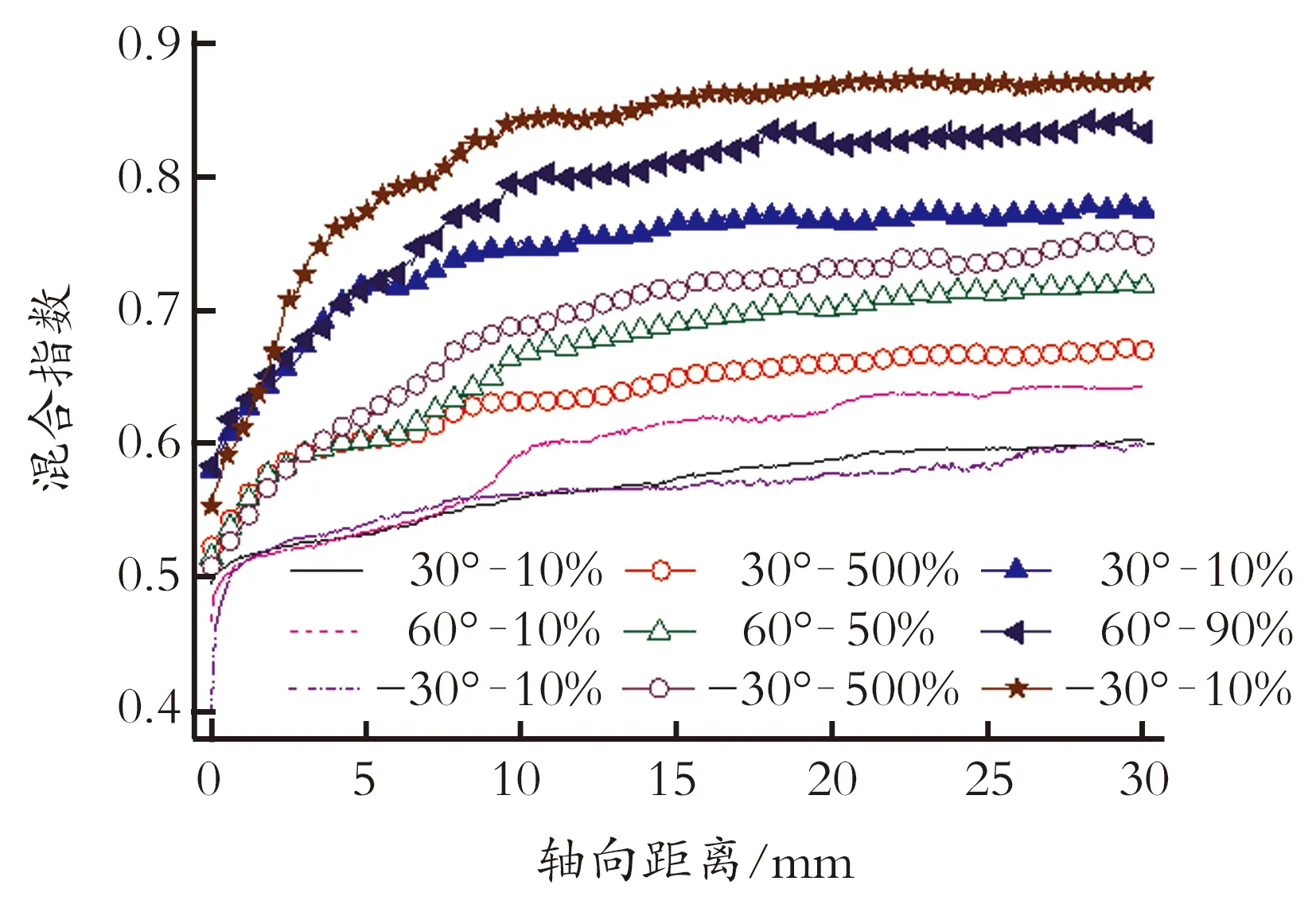
图4 三螺杆挤出机不同错列角轴向混合指数平均值比较
Fig.4Axialmixingindexdistributionsofthetri-screwextruderswiththreetypicalstaggerangles
聚合物的混合过程是由剪切流动和拉伸流动共同实现的,拉伸流动对混合的促进作用强于剪切流。图5所示为啮合块啮合角P30、N60和R30的三螺杆挤出机和双螺杆挤出机的最大拉伸率概率曲线。从图5中可以观察到,三螺杆挤出机啮合段各错列角的最大剪切速率概率曲线均在右侧,表明三螺杆挤出机各啮合角中物料的拉伸流动比例高于双螺杆挤出机。其中,P30和R30的最大拉伸率概率高于N60,这是因为N60啮合块具有与三螺杆常规螺纹元件相似的流动特性,即中心区具有较大的正向流动速度,部分物料通过中心区快速流出,未受到螺棱的强剪切作用,因而混合指数较小。
图5 三螺杆挤出机不同错列角拉伸率概率比较
Fig.5Comparisonsofprobabilityofstretchingratebetweentri-screwandtwin-screwextruderswithdifferentstaggerangle
图6为三螺杆和双螺杆不同错列角啮合块的瞬时混合效率对比。从图6(a)和6(c)中可以看到,在90%粒子统计的瞬时混合效率对比中,三螺杆啮合块tri-P30和tri-R30的瞬时混合效率分别大于双螺杆twin-P30和twin-R30,说明30°和-30°错列角三螺杆啮合块具有较高的混合能力。然而,从图6(b)中可以看到,在90%粒子统计的瞬时混合效率对比中,三螺杆啮合块tri-N60的瞬时混合效率和双螺杆啮合块twin-N60 基本保持一致;这是因为N60啮合块中心区具有较大的正向流动速度,部分物料通过中心区快速流出,未受到螺棱的扰动作用,因而瞬时混合效率相对较低。此外,从图6中还可以看到,当物料经过螺棱位置时,三螺杆和双螺杆啮合块具有较高的瞬时混合效率;而当物料经过螺槽位置时,三螺杆和双螺杆啮合块的混合效率相对较低。
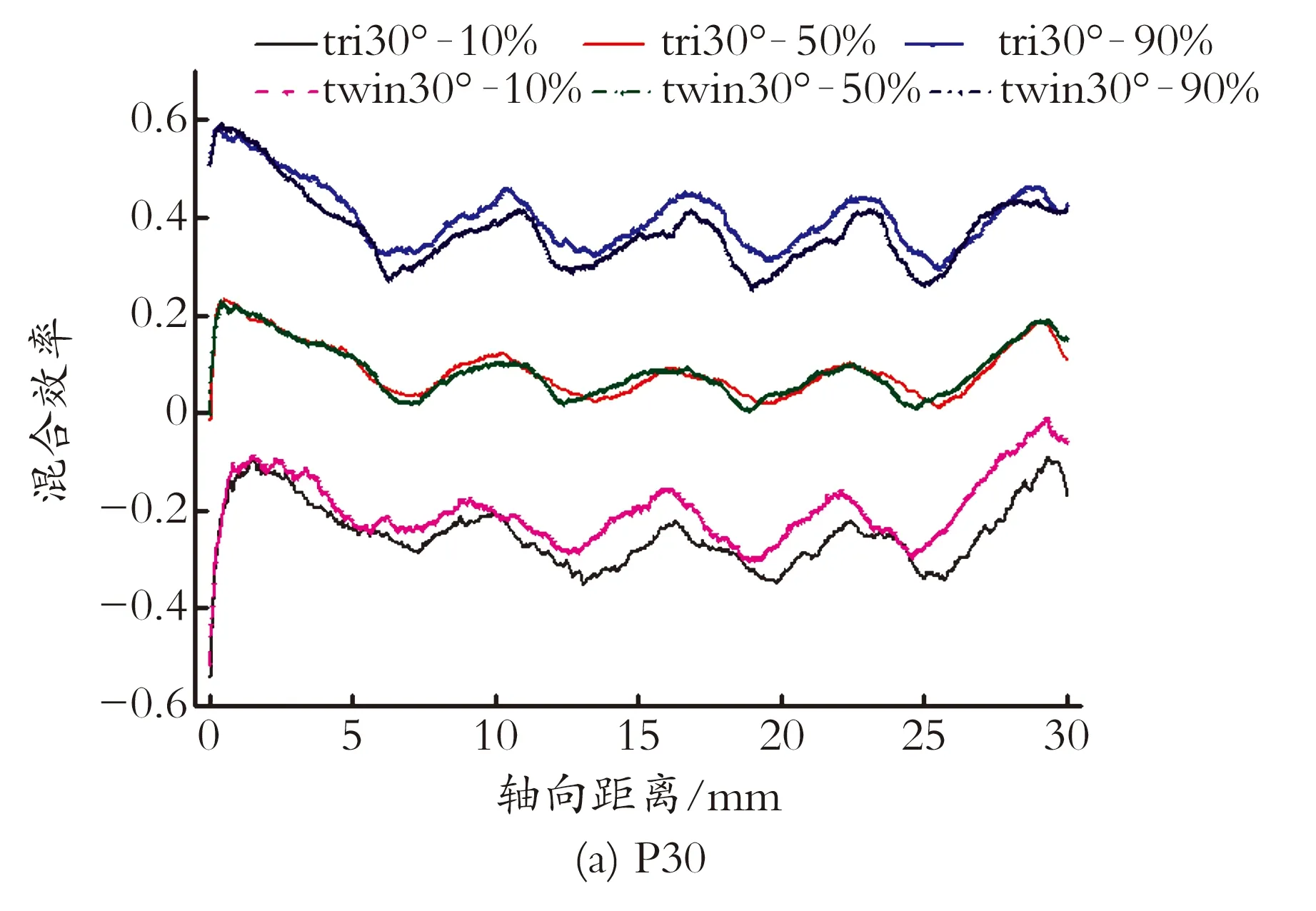
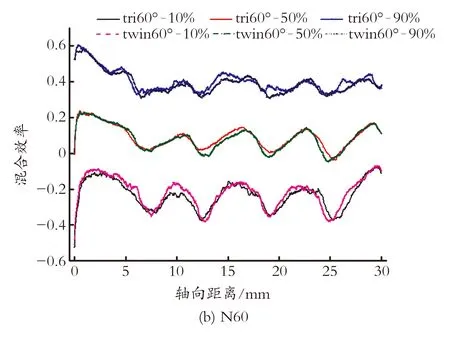
Fig.6Comparisonsofinstantaneousefficiencybetweentri-screwandtwin-screwextruderswithdifferentstaggerangle
4 结 论
(1) 通过分析三螺杆挤出机混合段不同错列角的压差分布关系可知,停留时间起点大小关系为P30 (2) 对比分析了三螺杆挤出机混合段的最大剪切速率和最大混合指数,发现三螺杆挤出机混合段的错列角越大,分散混合能力越强。 (3) 通过比较三螺杆和双螺杆挤出机混合段的最大拉伸率概率分布可知,三螺杆挤出机不同错列角的啮合块混合效率优于双螺杆挤出机,且随着错列角的增大,相对优势越加明显。 (4) 与双螺杆挤出机啮合块相比,具有相同错列角的三螺杆挤出机啮合块的平均时间混合效率值高于双螺杆挤出机,说明三螺杆挤出机的混合段的混合效率高于双螺杆挤出机。 [1] 姜南,邢应生,闫宝瑞,等.三螺杆挤出机及其特性[J].塑料,2003,32(1):56-58. Jiang Nan,Xing Yingsheng,Yan Baorui,et al. The triple screw extruder and its performance[J]. Plastics, 2003,32(1):56-58. [2] Jiang N, Zhu C W, Study on extrusion characteristics of the tri-screw extruder [J]. Polym. Plast. Technol. Eng., 2008, 47:590-594. [3] Wang G, Zhu X Z, He Y D, et al. Effects of screw clearance and blend ratio on the flow and mixing characteristics of tri-screw extruders in the cross section with CFD[J]. Engineering Applications of Computational Fluid Mechanics, 2013, 7(1):74-89. [4] Zhu X Z, He Y D, Wang G. Effect of dynamic center region on the flow and mixing efficiency in a new tri-screw extruder using 3D finite element modeling[J].International Journal of Rotating Machinery, 2013(2013):1-12. [5] Nakayama, Takeda E, Shigeishi T, et al. Melt-mixing by novel pitched-tip kneading disks in a co-rotating twin-screw extruder[J]. Chemical Engineering Science. 2011,66(1):103-110. [6] Zhang X M, Feng L F, Chen W X, et al. Numerical simulation and experimental validation of mixing performance of kneading discs in a twin screw extruder[J]. Polymer Engineering and Science, 2009, 49(90):1772-1783. [7] Ishikawa T, Kihara S, Funatsu K. 3-D non-isothermal flow field analysis and mixing performance evaluation of kneading blocks in a co-rotating twin screw extruder[J]. Polymer Engineering and Science, 200141(5):840-849. [8] 张迅, 朱向哲, 王阁.滑移边界条件对同向啮合三螺杆挤出机混合性能的影响[J].石油化工高等学校学报,2012,25(4): 68-72;76. Zhang Xun, Zhu Xiangzhe, Wang ge. Numeral simulation of the effects of wall slip on an intermeshingco-rotating tri-screw extruder in the cross-section[J]. Journal of Petrochemical Universities, 2012,25(4): 68-72;76. [9] Robin K C, Kokini J L. Examination of the mixing ability of single and twin screw mixers using 2D finite element method simulation with particle tracking [J]. Journal of Food Engineering, 2007, 79(3): 956-969. [10] Connelly R K, Kokini J L.2-D numerical simulation of differential viscoelastic fluids in a single-screw continuous mixer: application of viscoelastic finite element methods[J]. Advances in Polymer Technology,2003,22(1):22-41. (编辑 王亚新) Effect of Stagger Angles of Mixing Sections on the Mixing Efficiency in Intermeshing Tri-Screw Extruders Ji Yanlei1, Wang Ge1,2, Chen li1, Zhu Xiangzhe1 (1.SchoolofMechanicalEngineering,LiaoningShihuaUniversity,FushunLiaoning113001,China;2.HarbinPotBoilerVesselEngineeringCo.Ltd.,HarbinHeilongjiang150060,China) Three dimensional mixing characteristics of the kneading elements in a intermeshing co-rotating tri-screw extruders were simulated. The mesh superposition technique (MST) and the Carreau-Bird flow model were employed in this simulation. The mixing mechanisms in the kneading elements were analyzed with the mixing evaluation parameters, such as maximal shear rate, mixing index, instantaneous and time averaged efficiencies, which were compared with those in the twin screw extruders. The results show that, in the same operating conditions, the maximal shear rate, mixing index, instantaneous and time averaged efficiencies of the tri-screw extruders are bigger than those of the twin screw extruder. It shows that the tri-screw extruder has better mixing efficiency than the twin screw extruder. Tri-screw extruders; Stagger angles of kneading disks; Finite element method; Mixing efficiency 1006-396X(2014)04-0087-05 2014-04-15 :2014-06-25 国家自然科学基金(50903042,51303075);辽宁省优秀人才支持计划(LJQ2013041)。 籍延磊(1992-),男,在读本科生,从事螺杆挤出流体数值计算研究;E-mail: 812339419@qq.com。 朱向哲(1974-),男,博士,副教授,从事计算流体力学和计算固体力学研究;E-mail:xzzhu@126.com。 TE905; TB65 : A 10.3969/j.issn.1006-396X.2014.04.019
