FANUC系统与SIEMENS系统编程指令比较
2014-07-27汪银华
汪银华
(武汉职业技术学院,湖北 武汉 436032)
FANUC系统与SIEMENS系统编程指令比较
汪银华
(武汉职业技术学院,湖北 武汉 436032)
FANUC系统和SIEMENS系统都是目前国内应用最广泛的机床控制系统,作为两种具有典型代表意义的数控系统,它们在编程指令、编程方法上有较大不同,反映在加工过程上、操作方法上也不大一样。
数控编程;FANUC系统;SIEMENS系统
数控机床的控制系统种类很多,尽管数控指令目前日趋标准化,但不同的数控系统编程指令还是有所不同。对于FANUC系统和SIEMENS数控系统,编程指令相同的还是多数,主要是一些基本的G功能代码,如:

G00 G01 G02/G03 G04快速定位直线插补圆弧插补暂停G17,G18,G19 G40,G41,G42 G54~G57 G90/G91 XY,ZX,YZ平面选择取消和启用刀具半径补偿设定零点偏置绝对值、增量值编程
下面比较两种数控系统编程上的主要不同。
1 程序号的格式
FANUC系统,主程序和子程序的程序号编写,都是由地址符“O”与4位数字组成,如O1002。
而西门子如SINUMERIK 802D数控系统,主程序以.mpf为后缀,子程序则以.spf为后缀,如ADPF2.mpf。
2 刀具功能T
刀具功能是选择刀具和确定刀具参数的重要步骤,由地址代码T和后面若干数字表示。
在FANUC控系统中,其编程格式如:T 0101;
其中T后面2位数字为刀具编号,再后两位为该刀具参数偏置值组别号。
在SINUMERIK 802D系统中,采用T、D指令编程。T功能用来选择刀具,D用来选择相应的刀偏值。指令格式:T3 D10;
如果没有编写D指令,则D1自动生效。D0则用于取消刀具补偿值。
各个刀偏值在调用时,相应参数通过数控系统控制面板手动输入。
3 刀具补偿指令
实际加工过程中,由于刀具形状和尺寸的影响,典型如车刀的刀尖圆弧、球头铣刀等,如刀具发生一定磨损等,换刀致刀具长度发生变化等,编程轨迹与零件轮廓会不一致。为简化编程,数控系统提供了刀具补偿功能。
具备刀具半径补偿功能的编程指令为G41、G42,G40。
具有刀具长度补偿功能的指令为G43、G44,G49。
G41为刀具半径左补偿,即沿刀具运动方向看刀具位于工件轮廓的左侧;G42是刀具半径右补偿,刀具位于工件轮廓的右侧;G40是取消刀具半径补偿指令。使用该指令后,G41、G42指令无效。
对于FANUC系统,G41或G42必须与G40成对使用,编程中结束刀补或刀补方向改变时,必须先取消刀补,才能建立新的刀补。而SIEMENS系统,无需经过G40,G41、G42就可以相互转换。
FANUC系统中,G43是建立刀具长度正补偿,G44是建立刀具长度负补偿,G49是取消刀具长度补偿。在SIEMENS系统,程序调用刀具后,无需G代码指定长度补偿,刀具长度偏置参数即生效。
4 固定循环功能
为提高编程效率,数控系统中设计了固定循环功能,它规定对于一些典型加工中的固定、连续的动作,用一个程序段表达,如用固定循环指令来进行毛坯加工、孔或槽的加工。在这一问题上各数控系统差别很大。
4.1 FANUC系统固定循环指令
对于FANUC系统,常用的固定循环指令有外圆粗车、精车循环,有钻孔、攻螺纹和镗孔等。常见的循环指令格式如:
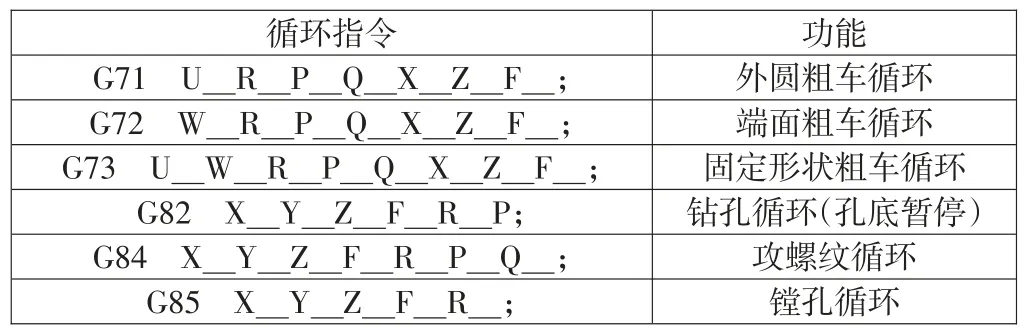
循环指令G71 U R P Q X Z F ;G72 W R P Q X Z F;G73 U W R P Q X Z F;G82 X Y Z F R P;G84 X Y Z F R P Q ;G85 X Y Z F R ;功能外圆粗车循环端面粗车循环固定形状粗车循环钻孔循环(孔底暂停)攻螺纹循环镗孔循环
上述循环指令中循环所需各项参数在程序段中指定。它们都有固定的循环路径,加工轨迹就一直按这样的路径循环下去。如孔加工循环通常包括快速定位到循环起点、快速移动到参考平面R、孔加工、孔底动作、快速返回到R平面、返回到起始点6个基本动作,如图1所示。
4.2 SIEMENS系统中固定循环指令
如SINUMERIK 802D系统,固定循环用一组直观的CYCLE指令来实现毛坯加工、钻孔、切槽等循环加工。SINUMERIK 802C则使用的是LCYC指令。在具体加工过程中只要改变相应参数就可以实现各种循环。循环参数描述为R100~R249。
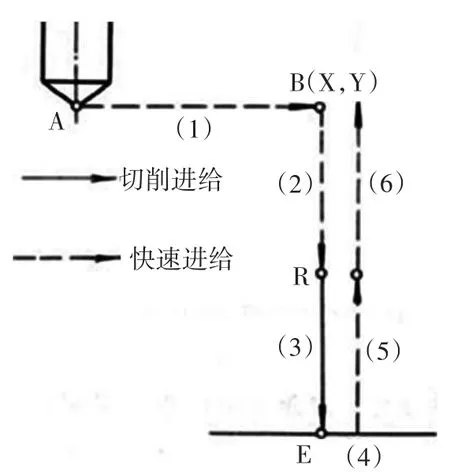
图 1 固定循环的基本动作
孔加工指令格式如:CYCLE82(RTP,RFP,SDIS,DP,DPR,DTB);
各参数意义(图2):
RTP:起始平面位置(绝对坐标)
RFP:参考平面位置(绝对坐标)

循环指令CYCLE82 CYCLE840 CYCLE85功能钻孔加工带补偿夹具内螺纹切削镗孔,铰孔循环指令CYCLE93 CYCLE95 CYCLE90功能凹槽切削毛坯切削螺纹铣削
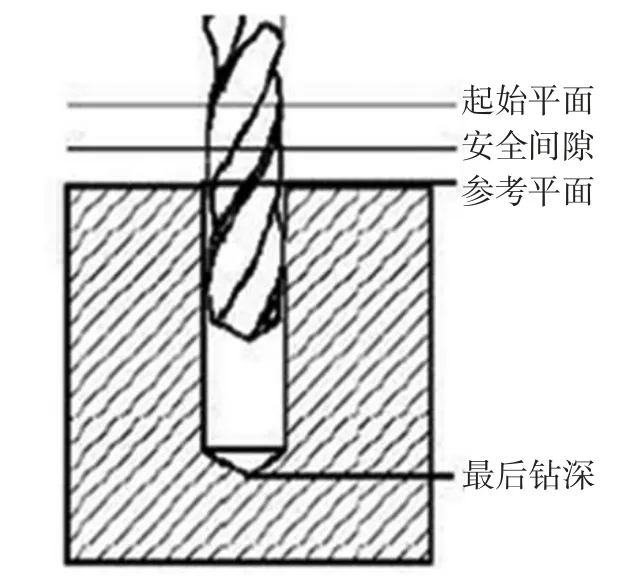
图2 主要参数意义
SDIS:安全距离(输入值均为正)
DP:钻孔深度(绝对坐标)
DPR:相对参考平面钻孔深度(输入值均为正)
DTB:孔底暂停进给时间
5 参数编程的差别
在加工非圆曲面时,数控系统没有专门的定义指令,这就需要借助计算参数。
FANUC系统称为宏程序编程,SIEMENS系统称为计算参数和程序跳转编程。
5.1 变量
FANUC系统的变量用#直接跟上数字表示,如#0表示空变量、#1~#33局部变量等等。程序段格式如:G01 X#1 Y#2 F800;
SIEMENS系统的变量称计算参数,从R0~R299。
程序段如:G01 X=R1 Y=R2 F800;
SIEMENS系统为程序地址赋值必须使用“=”,N、G、L除外。
5.2 逻辑运算和条件转移
FANUC系统的运算符有:EQ表示等于,NE不等于,GT大于,GE大于等于,LT小于,LE小于等于。
如:IF[#1 GE16]GOTO100;
SIEMENS系统的运算符更直观:=等于,<>不等于,>大于,<小于,>=大于等于,<=小于等于。
如:IF R<=16 GOTOF AAA;
FANUC系统的条件转移指令为GOTO✕✕✕;✕✕✕代表行号。
SIEMENS系统条件转移指令分GOTOF和GOTOB,分别表示向前跳转和向后跳转。向前跳转指的是向程序结束方向跳转,标记在GOTOF的后面;向后跳转指向程序开始方向跳转,标记在GOTOB的前面。
通过上述比较发现,FAUNC和 SIEMENS两种系统各有特色。一般认为SIEMENS在操作上比较人性化,特别是在固定循环的编程上更灵活;FAUUC系统由于市场占有率更高,因而有着更广泛的影响力,其他各类数控系统与之差别更小。掌握这两类数控系统编程方法上的差别,在比较中提高编程能力,具有重要作用。
[1]杨伟群,等.数控工艺培训教程[M].北京:清华大学出版社,2002.
[2]杨海琴,侯先勤.SIMENS数控铣床编程及实训精讲[M].西安:西安交通大学出版社,2010.
[3]杨海琴,侯先勤.FANUC数控铣床编程及实训精讲[M].西安:西安交通大学出版社,2010.
TG659
A
1671-0037(2014)10-80-2
汪银华(1966.7-),男,本科,讲师,研究方向:机电与数控技术应用,制冷与空调技术。
