浅谈贯流式机组尾水管里衬超前定位技术
2014-07-25王秀红程选勤
王秀红 程选勤
(中国水电三局有限公司西北分局 甘肃 兰州 701194)
1 概述
海勃湾水利枢纽位于内蒙古自治区乌海市境内的黄河干流上,是一座防凌、发电等综合利用的水利枢纽工程,工程等级为Ⅱ等工程,工程规模为大(2)型,枢纽主要由河床电站、泄洪闸、土石坝等建筑物组成。
结合以往灯泡贯流式机组的施工经验,海勃湾水利枢纽工程建设中尾水管的安装调整为一期安装。尾水管里衬是防止高速水流对混凝土流道直接冲刷而设置的金属衬板,由δ18钢板卷制而成。由于尾水管里衬整体组装后体积比较大,运输困难,所以在运输时采用分片(分瓣)的方式。海勃湾水电站尾水管里衬分三节,每节由三瓣组成。
2 尾水管里衬施工特点
灯泡贯流式水轮机组尾水管里衬通常施工是在土建混凝土一期施工完成后进行吊装。吊装过程中先在水轮机井制作滑轨,然后将尾水管钢衬吊装到水轮机井制作好的滑轨上,采用卷扬机等牵引设备将其运输就位,最后采用手把葫芦,微调螺栓等工具微调,来保证安装精度。尾水管一期超前定位在一期混凝土浇筑至尾水管底部二期预留面的高程,在二期预留面埋设钢衬支撑,锚钩等预埋件。待混凝土达到一定强度后直接采用土建施工起吊门塔机直接就位。
超前定位与传统施工工艺相比有如下四个优点:①采用门塔机直接吊装,施工工艺简便,减少大量劳动力。②钢衬支撑、锚钩等预埋件均匀的预埋在一期混凝土当中,尾水管钢衬不容易发生变形和位移。③一期混凝土施工,混凝土整体性好,避免出现因二期混凝土浇筑出现混凝土脱空、蜂窝麻面等质量问题,确保混凝土浇筑质量。④一期施工较二期施工相比,节省工期在120d~150d左右,经济效益显著。
3 安装前准备
由工程测量测出机组中心线,并将中心线垂直投影到埋设于一期混凝土中里衬基础垫板。由于采用尾水管超前定位技术,安装时尾水管两侧墙体还未浇筑,为保证安装质量,在土建浇筑尾水管下层底板时,照图纸要求将尾水管钢支墩、基础板等预埋件进行埋设。除设计要求埋设的预埋件外,另行增加适量型钢,做为尾水管调整加固用地锚。具体布置见图1。
4 尾水管超前定位技术
4.1 尾水管主要参数及安装流程
海勃湾水电站尾水管主要参数:第一、二、三节重量分别为:10.494t,11.762t和13.042t。加固后重量分别为 12.4t,13.7t和15.1t。组装后尺寸:总长8686mm、最小直径6588.8mm、最大直径965mm。尾水管安装位置,以第一节上游面为准。
尾水管超前定位安装流程:尾水管组装→测量放点→钢支撑及锚钩布置→尾水管吊装调整、加固→环缝焊接→尾水管验收→混凝土浇筑。
4.2 尾水管组装
根据尾水管里衬的尺寸和重量,同时考虑到现场实际情况,尾水管里衬采用分节吊装的方案。用25t吊车等起吊手段将分瓣尾水管吊至拼装平台上进行组圆,并对各焊缝坡口进行清理打磨除锈。清理完毕后,按照图纸要求调节对缝间隙为2mm,错牙符合要求后用搭焊板临时搭焊,并对焊缝进行分段点焊(间距300mm、点焊长度50mm),然后用拉杆调整其上、下管口圆度,并检查其管口直径、周长和高度符合设计要求,并进行加固后再进行各纵缝对称焊接。
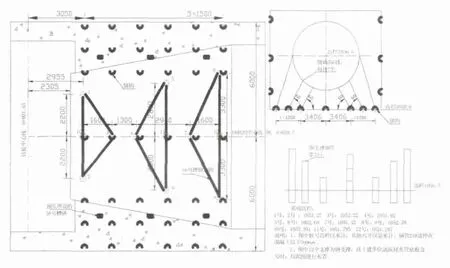
图1 尾水管加固支墩、锚钩埋设示意图
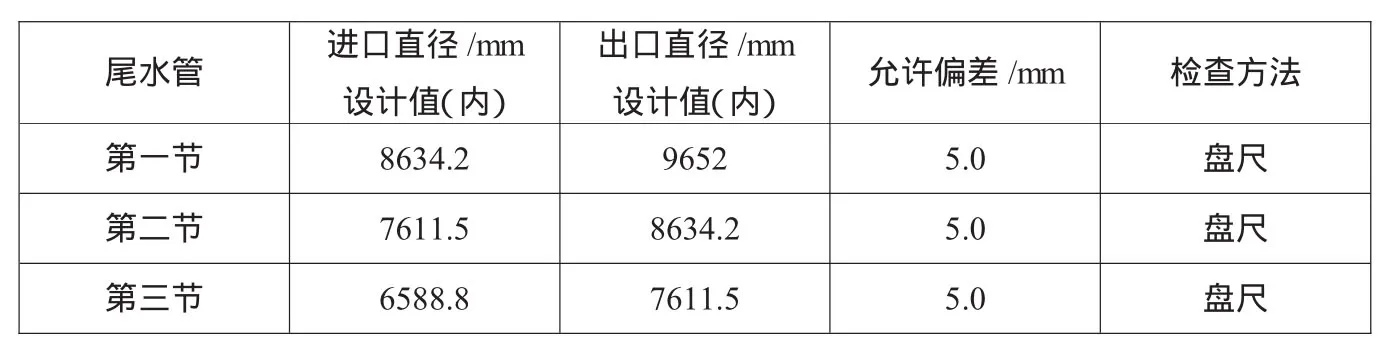
表1 水管各节进出口的直径尺寸表
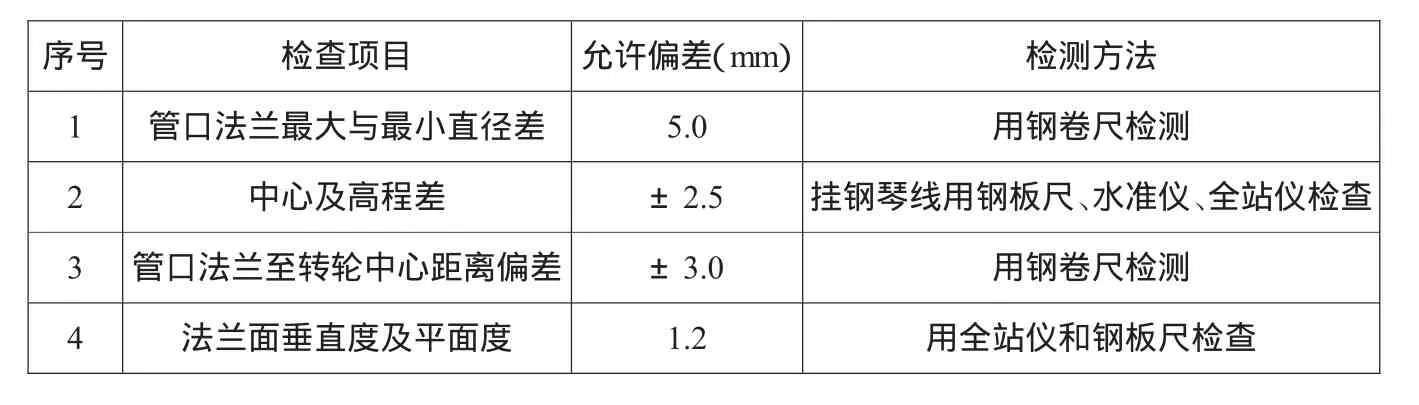
表2 尾水管安装检查项目
尾水管里衬的组圆利用压缝器、骑马板等,将其对缝间隙调为2mm,用2mm塞尺进行检测。对缝间隙调整完毕后,用盘尺检测每节尾水管的进(出)口内侧直径,检测位置不少于8处,随后将检查的数据进行整理、对比,应满足最大值与最小值偏差和最大值与设计值的偏差不大于5mmm,见表1尾水管各节进出口的直径尺寸表。
所有尺寸调整合格后,在每节尾水管里衬内部再次进行加固,加固成2个等边三角形状,完毕后再次进行圆度检查。
4.3 尾水管里衬安装
4.3.1 吊装准备
为保证尾水管吊装安全,由施工现场布置MQ600B/30、MQ600/30等大型门塔机或其他起吊设备来完成。
4.3.2 基准节吊装就位、调整和初步加固
基准节安装,当吊装基准节将至基础板时,在上、下端口±Y处放线锤,使之与机组中心线及上下端口里程线基本重合后将基准节放下,并初步找正里衬中心、高程、里程。待吊装到位后,先做临时加固,尾水管调整采用挂钢琴线和全站仪校正的方法测量管口里程、垂直平面度、中心、高程。调整合格后利用事先埋好的地锚和槽钢,对其进行最后的加固定位,将调整用的千斤顶一段与基础板焊接牢固,另一端与安装在尾水管外侧的底座焊接牢固;外侧加固材料选用厂家到货拉筋加固,加固完成后复测以上数据,应满足设计及规范要求。当里衬高程与机组高程不符合时,利用里衬外支承下的可调螺栓来调整,直到合格为止,其偏差允许±3mm。里衬的中心调整主要是用液压千斤顶根据实际中心线与机组中心线之差来调整,其偏差允许在±3mm。里程的调整也是用液压千斤顶根据实际里程与设计里程之差来调整的,其偏差允许在±3mm。
第2、3节里衬的安装待标准节里衬初步加固及复测合格后进行,按基准节吊装方法将第2节里衬吊入并与第2节里衬出口端对口调整,此时注意里衬不要相互碰撞,各标记基本一致,标准节里衬管端面间隙控制在2mm左右,相邻两内表面的最大错位不应超过3mm并点焊环缝。点焊完环缝后,复核里衬的中心、高程及里程等,在不超标的情况下按基准节加固方法初步加固第2节。按第2节的吊装、调整、点焊、加固方法安装第3节里衬。最后按照图纸要求对尾水管设备进行焊接,布置测压管路。
4.3.4 整体调整与加固
复测里衬的中心、高程、里程、端面垂直度和平面度,根据复测结果与设计要求比较,对不符合要求者通过葫芦、千斤顶、可调螺栓来调整,直至全部符合要求为止。调整合格后,将里衬外支承架与基础板焊牢,用角钢及圆钢左右对称搭接焊在筋板及锚钩板上,在里衬管外圆上下游方向用角钢及圆钢对称搭接在筋板与基础钢筋上形成剪刀掌,螺扣的受力均匀调整。加固完毕,复测中心、高程、里程、法兰面垂直度和平面度等参数,合格后即可进行下一道工序。
4.3.5 焊接技术
里衬焊接首先清扫、打磨尾水管焊缝坡口,坡口两侧50mm处无锈蚀、氧化皮、油污及其他杂物,并打磨出坡口的金属光泽。对母材部分的缺陷作彻底打磨处理。点焊焊条应与焊接焊条相同,焊接前应检查点焊质量,如有开裂,未焊透及气孔等缺陷,应彻底清除。
尾水管环缝和纵缝焊接使用的焊条,规格为 Φ4.0mm和 Φ3.2mmJ427焊条,Φ4.0mm用于中间层和盖面,Φ3.2mm用于封底焊接。环缝施焊时,首先焊接正缝,然后背缝清根、打磨,除掉碳化层后将背缝焊满。施焊时由4名焊工在尾水管里衬的内、外两侧同时对称进行,其焊接速度应一致,要求每边焊层在全部焊缝长度上焊完以后才能焊下一层,焊接时采用小电流、小范围、多道多层焊接。为保证焊缝长度得到均匀的横向收缩,避免出现裂纹,填充焊缝时采用多层多道“逆向对称退步焊”焊接,每次退步分段长度为200mm~300mm,层间接头应错开30mm以上,焊条摆幅不超过焊条直径的3倍。
4.4 尾水管安装检查项目及技术要求
尾水管安装检查项目及技术要求见表2。
5 尾水管混凝土浇筑注意事项
尾水管安装完成后将原设计分层分块及混凝土级配进行调整,腰线以下浇筑层厚控制在1.5m~2m范围内,采用二级配混凝土,且在浇筑时降低入仓强度,避免一次浇筑过程中发生尾水管偏移变形现象。腰线以上混凝土分层厚度为3m一层,尾水钢衬周边采用二级配混凝土,其余部位采用三级配混凝土。待浇筑浇筑完成后,对局部有脱空现象的死角进行接触灌浆处理。
尾水管混凝土浇筑应严格控制混凝土入仓强度,保证混凝土浇筑质量。铺料厚度每小时不超过30cm且要求里衬两侧对称下料。浇筑过程中,安排专人仔细观察事先安装在进、出口+X,-X方向四处,每处两个百分表(x、y方向)的变化。在百分表变化在±0.5mm时,应引起注意;当百分表变化在±1mm,应停止混凝土浇筑并查明原因。
6 结语
黄河海勃湾水利枢纽灯泡贯流式机组尾水管施工,采取一期超前定位施工,有效地简便了施工工艺,减少大量劳动力。一期施工中,钢衬支撑、锚钩等预埋件均匀的预埋在一期混凝土当中,有效地防止尾水管里衬变形和位移。同时混凝土整体性好,避免出现因二期混凝土浇筑出现混凝土脱空、蜂窝麻面等质量问题,确保混凝土浇筑质量。尾水管一期施工较二期施工相比,节省工期,经济效益显著,为同类机型快速施工积累了宝贵的经验。陕西水利
