NX技术在模具型芯加工中的应用
2014-07-18刘勇郭晟赖啸刘存平
刘勇,郭晟,赖啸,刘存平
(宜宾职业技术学院,四川 宜宾 644000)
NX技术在模具型芯加工中的应用
刘勇,郭晟,赖啸,刘存平
(宜宾职业技术学院,四川 宜宾 644000)
结合典型曲面模具型芯零件,探索了其可变轴联动数控加工程序的一般方法,进行了复杂异形面型芯零件数控加工工艺设计,实现了复杂异形面型芯零件的粗加工、固定轴曲面轮廓半精加工、可变轴曲面轮廓精加工,同时进行了3D仿真验证,通过后处理生成了实际可执行的可变轴数控加工程序,对实际生产具有较强的借鉴意义。
异形面型芯;数控加工工艺;固定轴曲面轮廓半精加工;3D仿真;可变轴数控加工
0 引言
数控加工是可编程的柔性加工方法,随编程技术的快速发展,数控加工在制造业中的应用越来越广泛,它的广泛应用使传统的制造技术发生了根本性的改革与变化,其普及程度和水准已越来越成为体现现代工业化水平和现代国家综合国力的重要标志之一。
在数控技术中,其最重要的环节之一是零件加工程序的编制。随着经济的发展,机械产品趋向于复杂、精密,NC代码也随之越来越复杂,传统的编程方式是靠手工编程,已难以适应庞大的程序编码,特别对于精密度高且型面复杂的模具产品来说,往往是单件小批量生产,常常是编程时间远大于加工时间,此时编程的效率已成为影响总体效率的关键因素之一,靠手工编程已无法满足复杂零件数控加工的需求。
现代计算机技术的发展,使先进的综合性CAD/CAE/CAM集成软件大量应用于生产实际中,能胜任现代复杂零件的数控编程要求,能缩短产品从开发设计到制造的周期,能大大提高工件的表面品质与加工精度,可以大幅度减少加工时间,并且能极大地简化生产工艺流程,减轻劳动强度,节省时间和经费。
NX(原UG)系列软件是当前世界主流CAD/CAE/CAM软件之一,在模具数控加工方面功能强大,被当今全球工业界广泛应用于数字化设计与制造及工程仿真等各个领域,能实现复杂型面的数控自编程加工与3D模拟。
1 UGNX数控编程的基本流程
UGNX软件在业界有着广泛的应用,如何高效地使用UGNX,是许多工程技术与科技人员共有的中心工作之一,而其加工模块功能强大。要较好地在工程实践中应用此软件进行虚拟制造,很有必要对UGNX的CAM模块的工作原理有一个清晰的了解,其工作流程如下:
a) 创三维实体模型:UGNX主要有三种创建实体模型的方法与途径。
1) 利用软件自带的CAD创建三维实体模型;
2) 将其他CAD软件创建的三维实体模型转换成UG/CAM模块能识别的类型;
3) 以实物模型通过三坐标测量仪获得数据文件后转换成UG格式的三维实体模型。
b) 前处理:UGNX要进行加工环境初始化、加工对象父节点的建立、生成刀轨等前处理。在此段工作流程中,主要完成选取恰当的加工方式、选定加工区域、定义加工参数和切削路径、合理选取刀具类型、刀具参数及切削用量并仿真验证刀轨等工作。
c) 后处理:主要工作是完成构造数控机床、定义数控系统的加工代码,并将定义的刀轨转换成数控加工设备能识别的数控加工程序。
UGNX/CAM基于特征的自动化编程可以缩短20%以上的数控编程时间,要有效利用UGNX软件生成合理的数控加工程序,必须要确定合理的工艺方案和走刀路线,设定合适的相应参数。
2 异形面型芯加工工艺方案的确定
零件如图1所示,此型芯的材料采用合金钢,热处理后的硬度为45HRC左右,可以直接加工。零件表面由一些形状复杂的异形曲面构成,表面精度要求比较高,且有弧面凹槽。毛坯为正方体,根据零件特征与毛坯形状,设计的加工工艺方案如表1所示。

图1 异形面型芯

工步号工步名称工步内容所用刀具进给速度/(mm/min)主轴转速/(r/min)1粗加工粗加工,留余量0.8mmD32(R5)3006002半精加工半精铣异形曲面,留余量0.3mm球刀R515015003精加工精加工至尺寸球头棒合金刀铣刀R2.5602500
3 程序设计
程序设计是UGNX数控加工的重要内容,在数控加工中,能否加工出品质好的产品,主要取决于编程人员对工艺与参数的合理设置,这也是提高编程品质与效率的关键。
3.1 零件粗加工
型腔铣(Cavity Milling)是常用的一种粗加工方法,主要是粗加工型腔或型芯区域,特别适用于需大量切除毛坯余量的场合。根据型腔或型芯的形状将要切除的部位在深度方向上分成多个切削层进行加工,每层的切深可以指定不同的值。切削时要求刀具轴线与切削层垂直。此零件采用跟随零件型芯走刀的型腔铣进行零件的粗加工。


图2 粗加工刀轨

图3 粗加工过程
3.2 固定轴轮廓铣半精加工
利用UG软件提供的丰富的固定轴轮廓铣来进行半精加工,可以有效地清除粗加工残余材料。固定轴区域轮廓铣有多种驱动方式,此处采用[曲线/边]的边界驱动模式(在建模下作一以下底面中心为圆心、110为半径的圆作为驱动边界),如图4所示。UGNX固定轴铣加工最常用的走刀方式有沿截面方向走刀、沿切削方向走刀、环切走刀等几种,对于精度要求较高的模具类零件,其表面成形常用后两种能保持工艺系统的刚性与稳定性,而其中当采用沿切削方向走刀时效率较高,但当加工曲面陡峭时表面残余会对行距很敏感,其刀轨如图5所示。为有好的表面加工品质又有较大的生产效率,在此选择环切进刀方式,能获得较优的效果,其加工仿真如图6所示。

图4 [曲线/边]驱动方式

图5 沿切削方向走刀刀轨

图6 环切方式2D仿真效果
3.3 异形面模型精加工

图7 固定轴轮廓铣精加工刀轨
因模型为精密件,还需安排后续的精加工。为提高工艺刚性,在此采用球头棒合金刀铣刀R2.5,不易产生弹性,加工品质最好。先采用固定轴轮廓铣精加工,余量设为0,内外公差为0.01mm,采用高速切削,进给量f为60mm/min主轴转速S为2500r/min,根据NX数控编程流程,设计好刀轨,并进行仿真,其动态刀轨如图7所示,由生成的刀轴可知,采用固定轴轮廓铣在异形弧面凹槽处无法进行加工(如图8所示)。为解决此问题,根据零件特点,必须采用多轴联动加工方能满足加工要求。
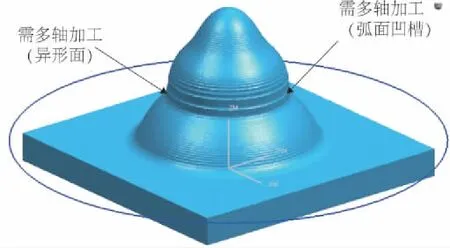
图8 固定轴轮廓铣精加工3D仿真效果
3.4 多轴联动精加工
多轴加工又称为变轴加工,加工具有较为复杂曲面的工件时是主要的数控加工方式,通过多轴联动可以加工出比三轴联动质量更高、结构更复杂的型面,在飞机、模具和汽车等行业的特殊加工中应用相当广泛。变轴加工可以让刀具沿零件面法向倾斜,从而能大大改善切削条件;通过多轴加工中的坐标变换,用更短的刀具从不同方位加工零件,使刀具刚性得到增加,同时能达成一次装夹完成对整个零件不同部位的加工,提高了定位精度,减少了辅助性时间。
选用合适的驱动类型和刀轴控制方式是变轴加工刀轨设计的关键。UG软件的变轴加工驱动类型多样,须根据加工对象表面形状与复杂度来具体选用,本异形面型芯加工选用曲面区域驱动类型,以“垂直于驱动”来控制刀轴,投影矢量为I,J,K(0,0,-1);以“退刀”方式来进行“过切检查”, 进给量f为200mm/min,主轴转速S为20000r/min,进行NX数控加工模拟仿真分析,异形面及弧面凹槽的变轴加工模拟仿真效果如图9及图10所示,可以明显看到,零件各曲面的加工已达到相当好的效果。
4 后置处理
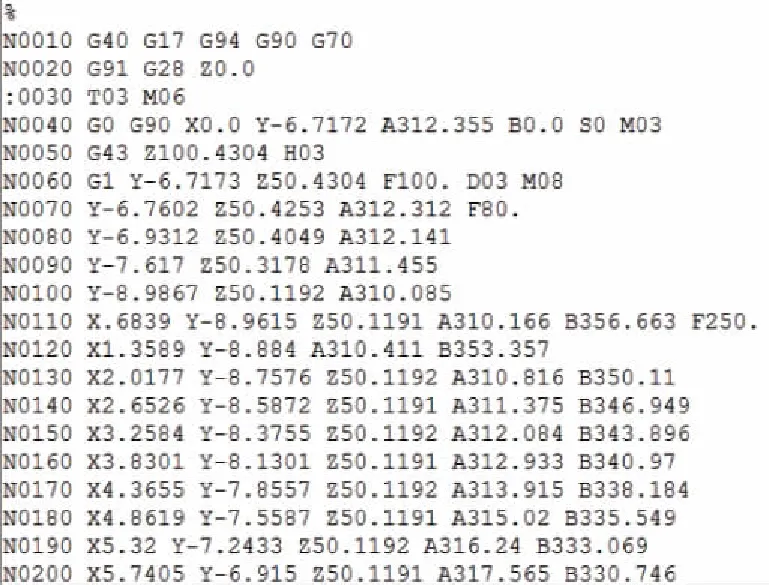
先在操作导航器中按照加工的先后顺序将加工操作子节点进行排列,对整个加工过程进行2D、3D仿真模拟,从仿真的结果来看,以此数控工艺方案加工出的本异形面型芯零件的效果较好。其中部分NC程序如下。

图9 异形面型芯变轴加工过程
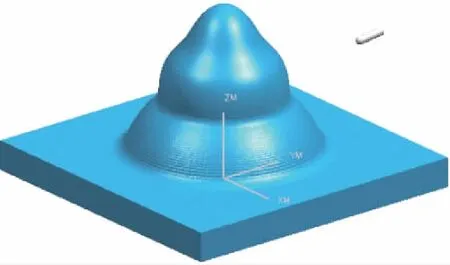
图10 异形面型芯变轴加工3D仿真效果
5 结语
现代模具零件精度要求越来越高,零件结构也越来越复杂,传统的模具制造方式已无法适应工业发展的需要,模具CAD/CAM技术成为解决模具制造中薄弱环节的有效途径。本异形面型芯零件的加工综合运用了数控加工工艺手段,特别是可变轴加工,满足了此类零件的加工制作要求,改进了曲面加工品质,减少了数控机床的加工时间和成本,提高加工效率,较大地缩短了模具生产周期。
[1] 周华,蔡丽安,周爱梅.UGNX6.0数控编程基础与进阶[M].北京:机械工业出版社,2009(7).
[2] 赵松涛,UGNX实训教程[M].北京:北京理工大学出版社,P242.
[3] 赵中华,廖秋慧.复杂模具零件五轴联动数控加工程序检验方法研究[J].模具工业2009,35(6).
[4] 郭志伟,孙建邦.基于NX7.5软件的MBD工艺设计研究[J].机械制造与自动化,2013(2),P101.
[5] 刘永刚,MasterCAM在叶片零件四联动数控加工中的应用[J].CAD/CAM与制造业信息化,2006,(1): P65.
[6] 高永祥,姜晓强,杜红文.高速加工刀具轨迹优化策略研究[J].机械制造,2008,46(9):40-42.
[7] 刘磊,基于NX7.5压缩机叶轮刀路轨迹设计[J].CAD/CAM与制造业信息化,2013(4).
[8] 柳静,浅谈数控仿真软件在数控机床教学中的应用[J].中国科技信息,2008,(13):282-282.
Technology of NX in the Mold Core Processing
LIU Yong,GUO Sheng,LAI Xiao, LIU Cun-ping
(Yibin Vocational and Technical College,Yibin 644000, China)
This paper takes the typical surface mold core parts to explore the variable axis NC machining program and designs the CNC machining process of the core parts with Complex contoured surface to achieve the roughing, the fixed shaft surface profile semi-finishing, variable axis surface contour finishing and completes 3D simulation at the same time. The actual executable variable-axis CNC machining process is generated by the post-processing, which gives a strong reference to the actual production.
core with contoured surface; NC machining process; semi-finishing of fixed contour; 3D simulation; variable axis NC machining
刘勇(1986-),男,四川泸州人,讲师,工学学士,主要研究方向:模具数控加工技术。
TH164
A
1671-5276(2014)02-0213-04
2013-01-27