PE燃气管热熔焊接头温度场有限元分析
2014-07-12刘琰唐克伦文华斌李俊张洋白晓莉
刘琰,唐克伦,2,文华斌,2,李俊,2,张洋,白晓莉
(1.四川理工学院机械工程学院,四川自贡643000;2.过程装备与控制工程四川省高校重点实验室,四川自贡643000)
PE燃气管热熔焊接头温度场有限元分析
刘琰1,唐克伦1,2,文华斌1,2,李俊1,2,张洋1,白晓莉1
(1.四川理工学院机械工程学院,四川自贡643000;2.过程装备与控制工程四川省高校重点实验室,四川自贡643000)
采用牛顿冷却公式计算PE管内外对流换热系数,在准确的边界条件下建立热熔焊接头的二维轴对称模型,用有限元软件ANSYS对模型进行瞬态热力学仿真,得到焊接过程中温度随时间和位置变化的分布情况。用M7500红外摄像仪对PE管外表面沿轴向的温度分布进行了测量,结果表明仿真与实测结果吻合。最后对接头温度场进行分析,为降温速率对接头质量的影响提供一定的理论依据。
高密度聚乙烯;对流换热;接头温度场;有限元分析
引言
PE燃气管热熔焊是焊接技术的热点话题,焊接过程中加热温度是影响接头焊缝质量的重要因素,焊接温度的高低、加热温度持续时间的长短均会影响材料焊接时的融合程度[1_2],因此温度是接头质量优劣的关键参数,温度场的研究对焊接工艺的优化有重要作用。在国内,谷侃锋等人对塑料管焊接温度场进行过仿真模拟,但其模拟结果未与实验进行对比,且文中温度场边界对流换热系数均采用经验值[3_4]。本文基于Fourier定律,用牛顿冷却公式计算管材内、外壁的对流换热系数[5],准确计算出焊接时温度场的边界条件,通过ANSYS仿真得到模拟结果,并用MK7500红外摄像仪测出常温无风环境下,焊接全程外表面的温度分布,与ANSYS仿真结果进行对比分析,并对接头温度场进行有限元分析。
1 温度场基本方程及边值条件
基于热熔焊管材的形状、材料分布和载荷分布的对称性,建立二维轴对称模型,由Fourier传热定律知:对于一个各向同性的二维模型,在x,y方向上单位长度、单位时间内的流量各用qx,qy表示,则由热量守恒知d x d y单元上流入和流出的热量差等于单位时间内在单元内产生的热量Qdxdy与单位时间由温度变化产生的热量之和[6_S]:

其中,c是比热(单位:J/kg·℃);ρ为质量密度(单位:kg/m3);T(x,y,t)是温度分布;t为时间(单位:s)。
为了求解式(1)热传导方程,需特定的初始条件和边界条件:
(1)初始条件
初始温度场可表示为:

(2)边界条件
第一类边界条件,规定了边界上的温度值,表示为:
T=T(x,y,t)(3)
第二类边界条件,规定了边界上的热流密度值,表示为:

其中,k为导热系数(单位:W/(m·℃))。
第三类边界条件,规定了边界上物体与周围流体间的表面传热系数α及周围流体温度tf表示为:

由热熔焊的环境条件决定,本文求解的温度场方程只考虑第一、三类边界条件。
2 有限元模型建立
2.1 材料的热物理性能
高密度聚乙烯的热物理性质(定压比热容Cp,热传导率K)和热力学性质(热焓值ΔH)均随温度的变化而改变,其变化见表1[6_9]。

表1 HDPE热物理性能参数
2.2 边界条件计算
焊接时,管内外壁与空气的对流换热十分复杂,通过由普朗特准则、雷诺准则、格拉晓夫准则以及努谢尔特准则组成的函数关系式(准则方程式)确定对流换热系数[9-10],管外对流换热可认为在无限空间中换热,管内可认为是夹层换热的结果。

式中:ω为空气流动速度(m/s);d为管外径(m); 是空气的动力粘度系数(m2/s);β是体积膨胀系数(K_1);g是重力加速度(m/s2);Δt是流体与壁面的温差(℃);Re为雷诺数;Gr是格拉晓夫准则数。
由于本文所模拟的焊接环境为室温无风条件,取风速ω=0.1 m/s;管外径d=0.16 m,查文献[5]得动力粘度系数 ,带入式(6)与式(7)得Re=1060,Gr=3.17S×107,由于Gr/Re2>10,换热为以运动浮升力引起的自然换热。
管外空气对流换热系数计算:

式中,Nu是努谢尔特准则数;Pr是普朗特准则数;c、n都是由实验确定的常数。查文献[5]得:热导率λ= 3.31×10-2W/m·℃,普朗特准则数Pr=0.6S7;Gr= 3.17S×107,将其带入式(S)(查得c=0.54,n=1/4),由式(9)可得α外=7.631W/(m2·℃)。
管内空气对流换热系数计算:
空气与管壁进行换热的过程,气体流动为非等温过程,根据文献[5]空气在夹层中自然换热的计算公式:
α=0.06S(Gr)1/3λ(10)
求得内壁对流换热系数:α内
2.3 网格划分
本文用高密度聚乙烯管PE100,管材规格为Φ160 mm,SDR11。热熔焊可概括为4个阶段:预热、加热、切换、压焊和冷却,在焊接过程中,做出如下假设:(1)管材在各径向均匀传热;(2)材料的热物理性能仅是温度的函数。
取长为100 mm,厚为14.6 mm的矩形模拟,建模时采用二维4节点热实体轴对称单元Plane55,将模型划分成非均匀网格,在加热端附近采用细分的网格,模型共有12S1个节点,1200个单元,如图1所示。

图1总体结构的有限元模型
3 有限元求解及结果分析
3.1 有限元求解
通过设置载荷步的方式模拟焊接加热、切换及冷却三个过程的瞬态热分析[11_12],切换应在短时间内完成,本文取值为3 s。ANSYS分析的加载情况见表2。

表2有限元加载情况
3.2 实验
实验所用管材为亚大塑料制品有限公司生产的燃气用埋地聚乙烯管PE100,采用型号为SHBD-160热熔对接焊机焊接塑料管,测温仪器为M7500红外摄像仪。实验在恒温无风环境下进行,室温2S℃,冷却时间为770 s。
由于条件限制,实验只测PE管外壁沿轴向70 mm的管段在冷却阶段的温度分布,并与模拟结果进行验证。ANSYS仿真模型与实测温度在冷却阶段的对比结果如图2所示。
3.3 结果分析
3.3.1 冷却过程外表面温度场结果分析
PE管焊接时,加热板温度为210℃,环境温度为2S℃,管材沿轴向温度分布是加热端内部导热的结果。在冷却过程中,PE管主要散热方式为外表面对流换热。图2中,奇数编号实线为实际测量曲线,偶数编号实线为ANSYS模拟曲线。线1、2表示冷却1 s时,外壁从焊缝中心沿轴向70 mm的实测与模拟温度曲线,冷却开始,温度沿轴向急剧下降;线3、4表示冷却100 s的实测与模拟降温曲线,此时接头温度降低至120℃左右;线5、6表示冷却至300 s时的降温曲线,接头温度与室温温差逐渐减小,曲线趋平缓。图2为冷却阶段的降温曲线,切换时加热端与空气发生对流,温度迅速由210℃降低为1S0℃左右,所示结果与实际相符。

图2 ANSYS模拟温度与实测温度曲线对比图
图2结果表明,模拟与实测结果基本吻合,验证了仿真模型和边界条件设置的合理性。模拟结果与实测值产生差异的原因:计算潜热需要确定并保持一个温度区间,对于温度范围很小的相变情况,很难精确计算出潜热。实际环境下,沿管壁轴向的对流换热系数不同,而仿真时沿轴向的对流换热系数均采用相同设置。
3.3.2 端面温度场结果分析
由于条件限制,M7500红外摄像仪只测出了焊接外壁轴向温度随时间的分布,内壁及径向温度的分布由ANSYS仿真模拟得出。
图3表示在冷却阶段,沿管材壁厚在焊缝处、距焊缝1 mm、2 mm、3 mm和5 mm处的温度变化曲线,图中内壁的温度均高于外壁,外壁与外界空气对流换热系数大,降温快,管壁与空气对流换热系数很小,近似于绝热,故内壁温度高于外壁,随着冷却时间的增长,内外壁温差逐渐增大。冷却开始时,熔融层约有4 mm左右(熔点126℃),10 s后熔融层减小至3 mm左右,100 s后,已无熔融层,随着冷却时间的增长,熔融层不断减小;在冷却阶段,熔融材料一定压力作用下从焊缝中挤出形成卷边,卷边高度是外观焊接质量检测的方法之一,熔融层的厚度与卷边高度相关,加热时间与加热板的温度是决定熔融层厚度的主要因素,过长的加热时间和过高的加热板温度均会造成接头强度的降低[13]。
图4为加热端面以及距端面3 mm和5 mm处,内、中、外壁温度—时间曲线,在加热的145 s内,加热端的温度始终保持在210℃;距加热端3 mm处的温度迅速由室温迅速升高至150℃左右,距加热端5 mm处的温度升至120℃左右;冷却150 s,温度逐渐降至90℃左右。如图4所示,管内层与中层温度基本一致,外壁所处空气对流换热系数大,降温快,外壁温度低于内壁,与实际相符。
加热时,温度达到材料熔融温度时,熔融区域分子得到足够的能量和空间相互缠绕在一起,并在压力作用下形成接头,若内、外壁温度分布不同,外壁先于内壁结晶,会使端面结晶分布不均匀,对接头质量造成一定影响;内外壁温度的不同一般由管内外环境的差异造成,此外加热板温度及其分布均匀性与加热时间的合理确定对内外壁温度分布也有一定影响。为了得到良好焊接接头,合理的加热温度与良好的焊接环境是必要条件。
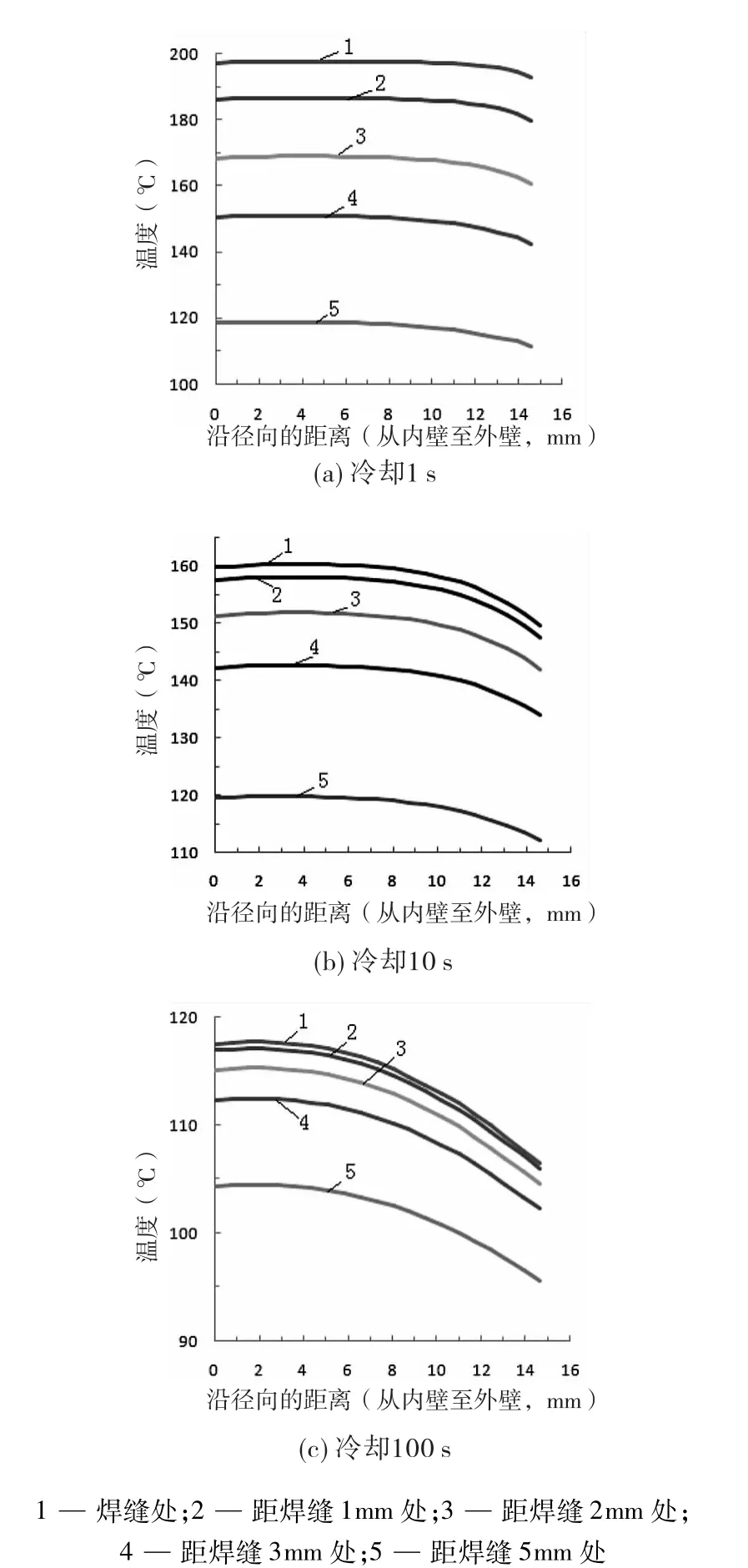
图3模拟冷却阶段的径向温度曲线

图4加热端焊接300s内的温度变化
4 结论
(1)用牛顿冷却公式计算得到的边界条件来模拟接头温度场的有限元分析结果与实测结果基本吻合。
(2)冷却过程,温度从加热端沿轴向降低,接头处熔融层厚度逐渐变薄,接头沿径向的温度分布不均匀,由温度分布不均造成结晶不充分,会影响接头质量,建议焊接时,在冷却阶段采取措施加快管材内壁的降温速率,使内外壁冷却速度保持一致。
(3)管材内外壁的降温速率对接头质量的优劣有重要影响,接头温度场的研究,对焊接工艺参数的优化有重要的指导作用。
[1]魏中军,范琳,徐松.PE聚乙烯燃气管管材焊接性能研究[J].机电技术,2013(2):155_157.
[2]施建峰.聚乙烯管道电熔接头冷汗形成机理及其检测和评定方法[D].杭州:浙江大学,2011.
[3]谷侃锋.高密度聚乙烯压力管道热板焊接接头应力有限元模拟[D].天津:天津大学,2003.
[4]王建平,霍立兴,谷侃锋.塑料压力管道热板焊接接头瞬时应力有限元分析[J].焊接学报,2006,27(1): 22_25.
[5]余宁.流体力学与热工学[M].北京:中国建筑工业出版社,2005.
[6]黄厚诚,王秋良.热传导问题的有限元分析[M].北京:科学出版社,2011.
[7]王润富,陈国荣.温度场和应力场[M].北京:科学出版社,2005.
[8]陶文铨.传热学[M].西安:西北工业大学出版社,2006.
[9]唐志玉.塑料模具设计师指南[M].长沙:国防工业出版社,2001.
[10]李庆玲,杨广志,李涛.水平圆管在大空间内自然对流换热的实验与数值分析[J].兰州理工大学学报,2013,39(2):43_46.
[11]石智华.瞬时液相扩散焊焊接温度场有限元模拟[J].机械制造与自动化,2005,34(4):40_46.
[12]张朝晖.ANSYS8.0热分析教程与实例解析[M].北京:中国铁道部出版社,2005.
[13]涂欣,李茂东,林金梅.燃气用聚乙烯管道热熔对接焊工艺参数优化的研究[J].广东化工,2013,40(16): 34_35.
Finite Element Analysis of the Welded Joint Temperature Field of the PE Gas Pipe
LIU Yan1,TANG Kelun1,2,WEN Huabin1,2,LIJun1,2,ZHANG Yang1,BAIXiaoli1
(1.School of Mechanical Engineering,Sichuan University of Science&Engineering,Zigong 643000,China;2.Sichuan Provincial Key Lab of Process EquiPment and Control,Zigong 643000,China)
Convective heat transfer coefficients inside and outside the PE PiPe are calculated by using Newton's cooling formula.The 2_D axisymmetric model of the butt_weld jointwith accurate boundary conditions is established.Themodel is simulated for transient thermodynamic by finite element software ANSYS,and the distribution of temPerature changes with time and location in welding Process is obtained.Moreover,the outer surface axial temPerature distribution of PE PiPe is vali_ dated by M7500 infrared video camera.The results show that the simulation results and the exPerimental results are consist_ ent.Finally,the joint temPerature field is analyzed,which Provides a theoretical basis for the effects of cooling rate on joint quality in cooling stage.
high_density Polyethylene;convection heat transfer;joint temPerature field;finite element analysis
TG402
A
1673_1549(2014)02_0028_04
10.11863/j.suse.2014.02.06
2013_12_10
过程装备与控制工程四川省高校重点实验室开放基金(GK201203);自贡市重点科技计划项目(2011G035);四川理工学院人才引进项目(2009XJKRL002)
刘琰(19S9_),女,青海民和人,硕士生,主要从事塑料管有限元仿真方面的研究,(E_mail)liuyanS597S1S0972@163.com