数控落地镗铣床滑枕变形电气补偿系统简析
2014-07-09尹建贤
尹建贤
摘 要:简要总结传统的液压式滑枕补偿方法及数控系统的垂度误差补偿功能,重点介绍一种新型的滑枕变形电气补偿系统,该系统依托西门子840D数控系统,机械电气相结合,为解决大型落地镗铣床滑枕伸出后低头变形的问题提供一种新的思路。
关键词:落地镗铣床;滑枕补偿;电气补偿;西门子840D
在重力作用下,数控落地镗铣床的滑枕Z轴伸出后会产生一定的弯曲变形,进而影响到主轴箱Y轴方向坐标位置的准确性。滑枕伸出越长,变形就越明显。滑枕垂度误差就是指滑枕伸出后下垂和变形引起的位置误差,又称滑枕低头误差。因机床机械部件的制造偏差、装配偏差以及弹性变形引起的误差无法避免,需要通过方法来补偿滑枕的低头误差,提高机床的加工精度。
1 常见液压补偿方法
目前数控落地镗铣床多使用液压方式补偿滑枕垂度误差。如在滑枕上部安装两条拉杆,一端与滑枕前端固定,另一端经油缸与滑枕后端固定。滑枕伸出后电液比例阀控制油缸油压逐渐增加,使拉杆拉力增大,补偿滑枕的垂度误差。或者在主轴箱的前下后上设置补偿油腔,滑枕伸出后电液比例阀控制油腔压力增加,补偿滑枕的低头变形。当安装不同附件时,补偿油缸或油腔的压力也不同。
还可在立柱上设置两组钢丝绳,一端均固定在平衡重锤上,另一端分别固定在主轴箱的前部和后部。后部钢丝绳起承担主轴箱重量的作用,前部钢丝绳通过一个油缸连在主轴箱上。使用测力传感器及电液比例阀等组成的电子液压补偿系统实现补偿功能。滑枕伸出后前钢丝绳下油缸的油压逐渐增加,使钢丝绳的拉力逐渐增大。拉力作用在主轴箱上,补偿滑枕的低头误差。
以上几种补偿方式可以单独应用或者配合使用,应用广泛,但液压补偿系统受压力波动的影响较大,稳定性不足,响应速度较慢,经济性也一般。
2 数控系统的垂度误差补偿功能
除液压补偿方式,数控系统通常附带垂度误差补偿功能。以西门子840D系统控制的落地镗铣床为例,滑枕Z轴移动时,系统会计算Y轴上相应的补偿值。习惯将变形的Z轴称为基础轴,受影响的Y轴称为补偿轴。基础轴作为输入,决定补偿点的位置,补偿轴作为输出,补偿值加到它的位置调节器中。
首先确定基础轴的补偿范围,即补偿的位置起点和终点以及两补偿点间距,确定补偿点数。利用千分表与大理石平尺测量Z 轴移动时,Y 轴位置的变化量,两轴间的补偿关系和测得的补偿值以补偿文件的形式存入数控系统内存中,通过使机床数据MD32710=1激活轴的垂度误差补偿功能。该方法属于软件补偿方式,只需增加较少的费用即可提高机床精度。但是滑枕下垂和变形导致的主轴轴线不水平等问题丝毫没得到解决。
3 滑枕变形电气补偿系统
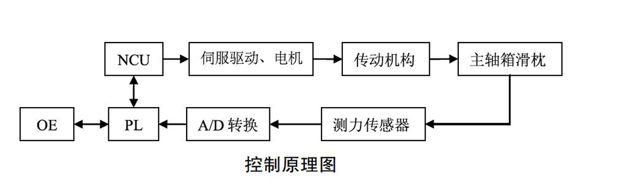
与传统的液压式补偿系统不同,有一种新型的电气补偿装置通过控制伺服电机对主轴箱施加外力来补偿滑枕的垂度误差。该装置以840D系统为依托,包括一根固定长度的钢丝绳,通过滑轮绕过立柱顶端,一端固定在主轴箱前部上方,另一端连在测力传感器上。传感器固定在主轴箱后部下方的传动机构上。钢丝绳对主轴箱前部施加一个向上的力,对后部施加一个向下的力,拉力由伺服电机经减速机驱动传动机构丝杠丝母施加,电机由数控系统实时闭环控制,测力传感器检测钢丝绳的张力作为闭环控制的反馈。当滑枕处于不同位置时,电机旋转控制钢丝绳的松紧,产生一个适当的补偿拉力作用在主轴箱上,拉力与重力的方向相反使主轴箱抬头,补偿滑枕低头引起的误差。见下图。
滑枕完全缩回时的拉力给定值与附件头种类有关,作为基准。滑枕伸出后,根据坐标位置增加给定值,增加电机的输出扭矩。与840D系统的垂度误差补偿功能类似,根据滑枕行程确定补偿范围,利用千分表与大理石平尺测量滑枕Z轴伸出到各测量点时,Y 轴的位置误差,将误差值换算成该位置的拉力给定值。各点补偿值确定之后,通过编好的HMI OEM界面,传送到PLC中参与控制,相邻测量点之间位置的给定值由两点给定值线性计算得到。补偿生效后重新测量,然后调整设定值,直到获得满意的补偿效果。由于安装不同附件头后主轴箱受力情况不同,对应每种附件头都要测定一套补偿数据。安装附件头时,系统通过识码来识别附件头号,通过PLC确定使用哪套补偿数据。
系统设置两种工作模式,自动模式下电机处于伺服状态,拉力的控制是跟随给定值的闭环控制,给定值与滑枕的位置有关,该模式需滑枕找到参考点才能生效。手动模式下可手动控制电机使钢丝绳拉力增加,当拉力实际值与设定值的差值在设定范围内时,迅速切换到自动模式,系统因故障停止工作时,故障排除后可通过此方法快速恢复。模式切换也在OEM界面上操作,此外OEM界面显示的信息包括附件号、相关轴的坐标、拉力的给定值和实际值、补偿装置状态等。其中补偿装置的状态包括电机的使能和负载、系统是否超出补偿范围等,钢丝绳因张力变化而伸缩,由正负限位开关监控钢丝绳长度的变化,如果超出补偿范围,或拉力实际值超过上限值,则出现报警,由液压卡紧装置将系统锁住。
4 结束语
该滑枕变形电气补偿系统,相当于840D系统控制下的一个轴,安装调整方便。由于采用高性能伺服电机驱动,系统的控制精度高,响应速度快,性能稳定可靠。必要时再结合840D系统的软件补偿方式,能显著地提高机床的加工精度。目前,该补偿方法已在国外的数控机床上得到了应用,补偿效果较好,这种电机驱动钢丝绳的模式也已应用到主轴箱配重系统上,其应用前景比较乐观。
参考文献:
[1]王洪波.图解SINUMERIK 810D/840D系统调试与维修技巧[M].北京:电子工业出版社,2013.
[2]陈江进,杨纯海.数控机床[M].北京:北京理工大学出版社,2012.
