温度对大型工件测量准确性的影响及对策分析
2014-07-05陈文光
陈文光
天津海博斯机电设备有限公司 天津 300410
随着工程设备功率的不断提高,机械部件的尺寸也不断加大。在加工及检测方面,大型工件与普通机械零件相比,存在以下不同之处。
(1)大型工件尺寸及质量远远高于普通机械零件,工件在机床上的固定和调整更复杂,导致工件安装和拆卸用时更多。
(2)加工大型工件的机床体积庞大,与其配套的厂房空间面积也大。若为保证加工精度而将厂房建为恒温车间,则空调设备投资大,日常运行的能源消耗也大。
(3)将半成品加工件或成品加工件转往精密测量区域时,工件的吊装及搬运复杂,一旦在精密测量区域的检测不合格,则工件不得不进行“二次装夹修复”,存在质量风险,所以大型工件的检测方式更倾向于机床在线检测。
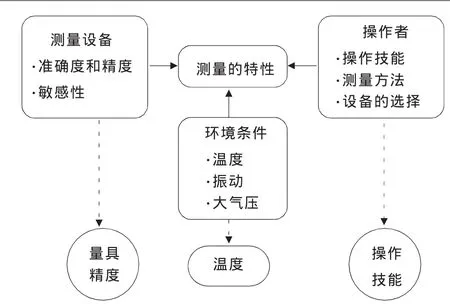
▲图1 现场测量过程三要素
1 现场测量过程三要素及影响程度
在大型工件加工现场对产品进行检测,影响测量结果准确性的因素很多,对这些因素进行总结,可以发现有3个因素的影响最为明显,即量具精度、温度和操作技能,称之为现场测量过程三要素,如图1所示。
在测量过程中,随着被测尺寸的增大,测量过程三要素对测量准确性的影响程度也是不一样的。如图2所示,当被测尺寸小于300mm时,对测量准确性影响最大的因素是操作技能,温度引起工件和量具的热变形很小,同时量具的精度因科技水平的提高,可以始终保持在一定的精确范围内。同样,当被测尺寸大于500mm时,对测量准确性影响最大的因素为温度,由温度而引起的工件与量具尺寸热变形越来越大,尤其当工件和量具不是同一种材料时表现得更加明显。而操作技能可以通过培训进行改善,它对测量准确性的影响在大尺寸范围内逐渐减弱。
2 热变形测量误差产生的原因
产生热变形测量误差的根本原因与机械制图标注尺寸的默认条件有关,由于图纸尺寸默认的测量条件为20℃和1个标准大气压,在这个默认条件下,无论工件采用何种材料,只要工件与量具均保持在20℃下并且等温,那么测量出来的结果就是机械制图标注尺寸的真实值。
在生产现场,通过对图纸默认条件的进一步分析,认为下列两种情况与图纸默认条件是等效的。

▲图2 测量过程三要素对测量准确性的影响程度
(1)工件和量具均在20℃恒温测量室内恒温后进行测量,与材料是否相同无关。
(2)工件和量具在非20℃条件下,但是工件和量具的材质相同,并且工件和量具经过有效等温处理后,双方温度完全一致。
但是,在大型工件现场测量时,符合上述等效条件的测量环境是很少的,因为它受到测量工时、材料选择及冷却时间等多方面现实因素的影响。所以只要测量条件不满足上述等效情况,则测量时一定存在温度造成工件和量具不同热变形的现象,并且热变形的差值一定影响到测量的准确性,使测量结果偏离了真实值,导致对工件合格与否的错误判断。
随着产品精度的提高和更多非钢铁类材料的应用,热变形测量误差的影响已经变成了一个不容忽视的因素,甚至成为影响产品质量的关键要素。根据资料统计,在20世纪后期,随着测量技术及仪器的提高,热变形测量误差占现场测量总误差的50%。
3 热变形对测量准确性的影响
热变形测量误差可被细分为如下两种与温度有关的状况。
3.1 实测温度与20℃之差T测量-20
假设工件与量具等温,大型工件在非20℃条件下测量时,如果工件与量具材质相同,则不存在热变形对测量准确性的影响,也就是无T测量-20对测量准确性的影响;如果工件与量具并非同一种材质,即使已经确保工件与量具等温,仍一定存在T测量-20对测量准确性的影响,该影响是由不同材料的热膨胀系数决定的。
3.2 测量时工件与量具的温度之差T工件-量具
无论工件与量具材质是否相同,一旦量具与工件的温度不相同,则必然会出现T工件-量具对测量准确性的影响,该影响是因为工件与量具不等温时二者会出现热变形之差,该差值可为正值,也可为负值。
在生产现场,绝大部分的量具是由碳素工具钢制造的。当工件采用不同材料时,热变形对测量准确性的影响也是完全不同的。
(1)若工件材料为碳钢,则车间内温度对测量准确性无影响,因为当工件与量具材质相同时,相同的热膨胀系数能确保工件与量具按相同的变形量随温度变化。
(2)若工件材料为铸件、不锈钢3Cr13,则车间内温度是否为20℃,T测量-20对测量准确性有影响,但是这个影响占次要因素,因为工件与量具的热膨胀系数差值不大。
(3)若工件材料为不锈钢1Cr18Ni9Ti、工程用铜和铝合金时,则车间内温度是否为20℃,T测量-20都对测量准确性影响很大,因为工件与量具的热膨胀系数差值较大。
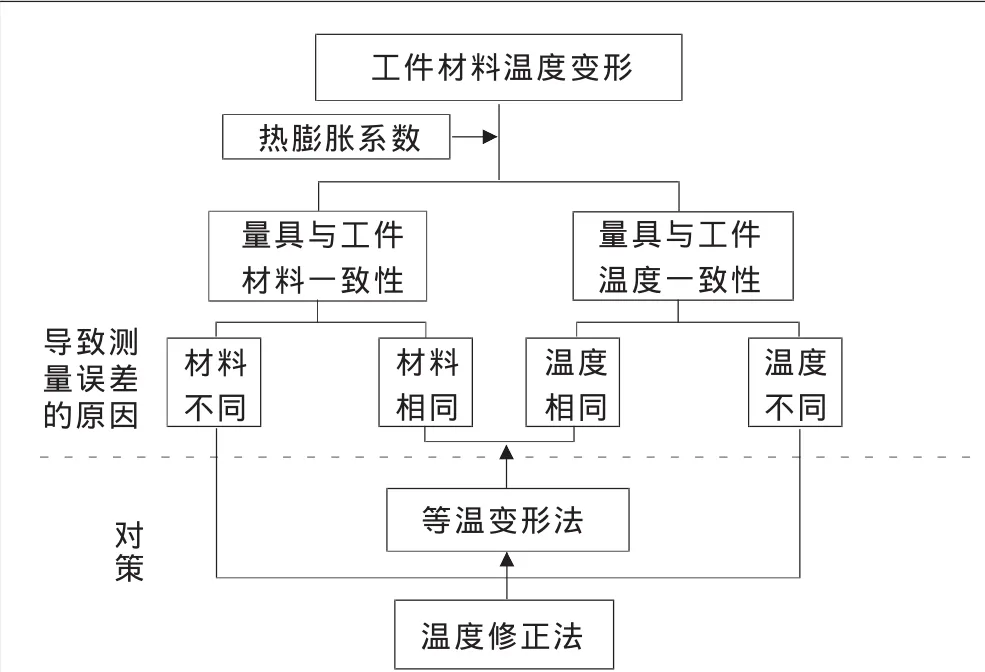
▲图3 不同热变形而导致测量误差的因素
综上所述,大型工件在车间进行测量时,为了避免热变形对测量准确性的影响,工件与量具之间的温度差是必须要考虑的因素。而车间温度是否需要恒温至20℃,则依据工件与量具的热膨胀系数的差值来酌情考虑。对于工件与量具是同等材质的情况(如加工钢制工件),根本不需要考虑车间恒温至20℃的问题。
4 加工现场避免热变形测量误差的对策
引起热变形测量误差的根源是在非20℃状况下测量时,由温差和材质引起的量具与工件的不同热变形而导致的,如图3所示。根据热变形测量误差产生的原因,可以采用以下两种对策来避免热变形测量误差。
4.1 等温变形法
等温变形法是目前加工现场最普遍使用的对策,当量具与工件材料相同时,加工现场只需要将工件与量具等温即可,等温过程就是将被测工件和量具(包括标准器)置于同一温度下经过一段时间、使两者与周围温度一致的过程。
等温在空气中进行,也可以在大铸铁平板上进行,等温时间与两者的温度差、热容量和周围介质的热导性能有关。对于体积较大的工件需24h等温,这是因为工件内部的温度总是滞后于表面和室内的温度。
同时,为了避免操作时人的体温对量具的影响,还要采取如下措施。
(1)测量时带手套,隔开手与量具的直接接触。
(2)使用千分尺时,必须握住绝热垫,当发现手热量已传递到千分尺上,应将其放置一定时间再使用。
等温变形法的优缺点:等温变形法易于理解,操作简单。但是当工件材质与量具材质不相同时,将工件与量具进行等温(非20℃情况下)并不能解决热变形造成的测量误差,这种情况在以铜、铝为材料的工件上表现得尤为明显。
此外,迫于工时、交货期等影响,并不能等待足够长的时间确保工件与量具等温,当工件尺寸庞大但等温时间较短时,会出现大型工件表面与量具同温,但是工件内部温度仍然不等温于量具的现象,此时测量的结果仍然包括热变形误差。
4.2 温度修正法
温度修正法是将测量时因热变形而造成测量误差的数值进行计算,并将该计算结果补偿到现场测量的数据中,以达到消除热变形测量误差的目的。
温度修正法的应用常常依赖于资深现场加工人员的经验或企业若干次加工后积累出来的数值,当工件与量具材料相同时,这个经验或积累的数值很有效,当工件与量具材料不相同时,人们的经验和积累的数值其效果就很有限了。
温度修正法依托越来越具有强大功能的手持式数据处理设备,伴随着对热变形测量误差的细致分析,它将逐渐成为大型工件热变形测量误差的主要解决方案。温度修正法数据处理器是一种手持式设备,它将量具和工件在实际环境下测到的数值,通过数学模型和数据库分别将两者的温度变化值进行计算,从而得到相对变形量△L,△L就是热变形测量误差。
在国外,低膨胀系数碳纤维量具在现场检测大型工件中,已被广泛使用。它不仅采用了温度修正法原理,还利用碳纤维复合材料的特点,解决了大型量具的整体强度及操作的便捷性,提高了量具的测量精度。
5 结论
随着加工工件的尺寸不断扩大和生产企业成本控制的日益严格,采用等温变形法的测量方式将越来越不能满足客户对质量的要求,同时也不能满足生产企业对成本的苛求,所以温度修正法将逐渐成为大型工件热变形测量误差的主要解决方案。
(1)采用温度修正法原理,会大幅提高现场检测的精度,减少或消除热变形对测量准确性的影响。可以在机床上进行快速而准确的检测,不需要将工件从机床上拆卸后送往测量场地进行检验,避免了若检验不合格后、工件进行二次加工时重复定位的风险,降低了返修的难度。
(2)采用了温度修正法原理,产品进行在线检测时不需要再进行量具与工件等温的操作过程,可以快速测量产品尺寸,消除了机床因等待量具与工件等温过程所消耗的时间,提高了机床利用率。
另外,可以放宽车间精密加工时对恒温程度的苛刻要求,减少恒温车间空调系统所消耗的能源,并减少新厂房投资时恒温系统的投资费用。