汽轮机转子菌型轮槽的数控加工
2014-07-01车延超
车延超
(哈尔滨汽轮机厂有限责任公司,哈尔滨150046)
汽轮机转子菌型轮槽的数控加工
车延超
(哈尔滨汽轮机厂有限责任公司,哈尔滨150046)
针对槽型、对称度及承力面的表面质量要求,提出了相应的菌型轮槽数控加工的工艺方案。
菌型轮槽;轮槽承力面;轮槽钩槽
0 引言
菌型轮槽的特点是轮槽型线复杂,需要用多种不同形式的刀具加工完成,加工过程中存在多次接刀,每个轮槽在加工过程中必须采用统一的精确对刀位置,只有这样才能控制好接刀,保证轮槽型线光滑连接。另外承力面加工精度要求非常严格,并且要求对称性较高,这就要求加工刀具耐磨性要非常好,并且机床精度要求非常高。
1 菌型轮槽加工过程
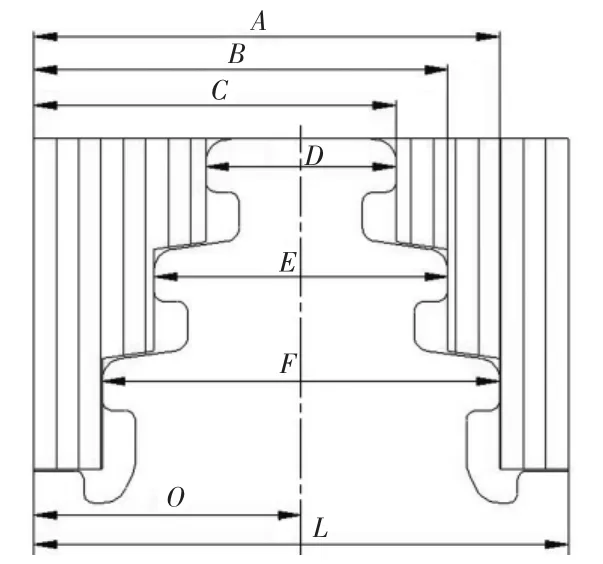
图1 菌型轮槽
如图1所示,以一种型线为例,加工过程为以下步骤:
1)去除菌型轮槽轴向余量。车准各端面。在加工前应该确认叶轮总宽度L的误差,从而确定中心线位置偏差。首先加工一侧端面,测量尺寸应该考虑中心线位置偏差对对称度和尺寸公差的影响。在加工另一侧应该考虑中心线位置偏差对对称度和尺寸公差的影响。当L的误差为dL时,O的误差为dL/2,在加工A、B、C尺寸时,测量结果应该与O的误差进行叠加换算来确定D、E、F的1/2误差,在加工D、E、F尺寸时,应该按照前面换算出的D、E、F的1/2误差的2倍进行加工,这样才能保证对称度。因此在进行叶轮总宽度加工时应该尽量使误差为0,在转子叶轮轮槽设计时对此已经加以考虑了,轮槽附近端面台阶就是为了精确加工轮槽总宽度而设计的。总宽度误差为0使得后续加工时对称度更加容易控制。此工步完成后轴向各端面加工到位,径向各尺寸包括斜面单面留余量,后续加工的刀具轴向均以加工后端面精确对刀,径向以叶轮外圆对刀,这样在进行精加时就不会产生接刀痕迹。加工刀具选择适合端面加工的80°菱形可转位硬质合金刀片车刀进行。尺寸测量采用公法线千分尺进行测量。测量数据应及时填写到专项质量记录卡中。在后续加工对刀时要根据记录数据来调整轮槽对称度。上述加工如图2~图7所示。

图2
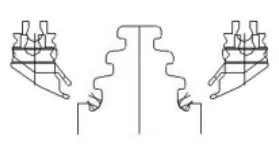
图3
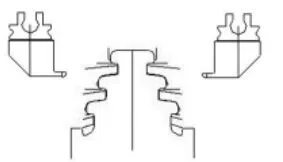
图4
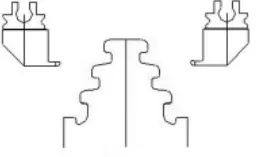
图5

图6
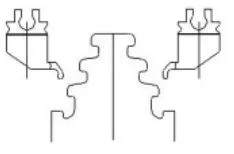
图7
2)粗切叶轮轮槽横槽。采用标准硬质合金横槽切槽刀对菌型轮槽横槽进行粗加工,保留精加工余量,为了减少误差,加工前分别以叶轮外圆、端面对刀。首先在横槽中间切入,退出后分别从横槽上侧面和下侧面各切入一刀。要根据横槽尺寸合理选择刀具宽度。由于切槽刀有两个刀尖,因此在制定加工轨迹时要考虑另一侧刀尖对工件的影响。
3)粗车轮槽沟槽。由于轮槽结构的特殊性,以及刀具可切削量的限制,加工刀具选择标准圆头硬质合金刀片固定在专门设计的非标刀体上,以两种不同倾斜角度的专用刀具去除沟槽内余量。型线处留精加工余量。为了保证加工安全,在安排加工轨迹时避免刀具与工件发生干涉碰撞。
4)粗车轮槽横槽圆角,留精加工余量,车准轮槽横槽斜面及颈部。在进行颈部加工时应该保证左右两侧的值一致,可以用杠杆千分表进行相对测量,由机床坐标确认数值。由于轮槽有中心对称要求,因此在加工颈部尺寸时要考虑中心线的偏差;各轴向尺寸误差以及各颈部的公差要求以及横槽深度本身的公差要求。因此在此加工前完成的各尺寸的误差对后续加工都有直接影响。所以在加工各轴向尺寸时应尽量使误差为0,则在后续加工时所有刀具都可以以两端面和叶轮外圆对刀来确认刀具补偿进行加工,从而减少误差积累对轮槽加工精度的影响。根据轮槽结构,设计非标准专用刀体和非标准硬质合金刀片,通过数控加工程序控制完成加工。
5)车准轮槽承力面。为了保证加工尺寸准确,将精加工余量分若干刀加工,一侧承力面从上到下连续加工完成,每加工一次用专用量具测量一次最上面承力面到轮槽顶部的距离,通过修正刀具补偿,确保该尺寸误差在0.01 mm以内。一侧加工完成后做好记录,便于在加工另一侧承力面时与其对比。在进行承力面加工时要严格控制左右两侧尺寸的一致性,它直接影响动叶片辐射线的轴向偏摆,此工步用专用量具进行相对测量,通过修正刀具补偿保证左右两侧尺寸的差值在规定范围以内,承力面之间的误差由机床精度保证,用专用样板进行检测。加工刀具与上一步相同。
6)车准轮槽沟槽接刀。由于承力面和颈部以及斜面已经加工完成,所以接下来的工作就是加工准底部沟槽。为了确保型线光滑,因此首先用第3)步的专用刀具,按照第3)步加工方法和加工顺序将沟槽侧面加工准,使菌型轮槽沟槽部分与颈部光滑连接,为了减少误差所有刀具都在本级叶轮外圆端面。
7)车准轮槽沟槽及台阶。轮槽加工到此时只有两侧凸台和沟槽没有加工到位,此部分加工完全可以左右各用一把专用弯钩形刀具完成。通过试验确认,必须对被加工沟槽内的余量以每刀0.20 mm的加工量分层逐渐加工去除,待余量去除均匀后再加工整个未加工完部分。由于菌型轮槽在叶片装配时底部两侧凸台与叶片叶根紧密贴合,加工精度直接影响装配叶片的对称度和辐射线轴向偏摆,因此在加工过程中必须确保两侧凸台宽度、高度一致。由于菌型轮槽底部沟槽结构特殊,必须设计专用非标准硬质合金刀片和刀体来完成加工。因此在加工过程中凸台高度尺寸通过用深度千分尺测量凸台到轮槽顶部尺寸确定误差,凸台宽度用杠杆千分表测量确定误差,通过调整刀具补偿来消除误差,确保两侧凸台宽度、高度一致。由于轮槽对称要求在0.01 mm以内,所以左右两侧凸台尺寸测量差应该保证在0.01 mm以内。只有这样才能保证叶片装配后轴向偏差符合设计要求。
8)车准轮槽顶部圆角。最后用圆头车刀将轮槽顶部圆角加工完,完成整个轮槽加工。
2 结语
上述加工方法已经在实际加工中得到了印证,效果非常好,并被广泛推广到国产化转子设计加工中。
(编辑:立 明)
TK 26
B
1002-2333(2014)04-0218-02
车延超(1978—),男,工程师,从事汽轮机加工技术研究工作。
2013-12-03
