游离磨料线锯切割机改造与试验
2014-07-01李子法王志王金生
李子法, 王志, 王金生
(1.台州职业技术学院机电工程学院,浙江台州318000;2.新杰克缝纫机股份有限公司,浙江台州318000)
游离磨料线锯切割机改造与试验
李子法1, 王志2, 王金生1
(1.台州职业技术学院机电工程学院,浙江台州318000;2.新杰克缝纫机股份有限公司,浙江台州318000)
游离磨料多线锯切割技术广泛应用于硅碇、水晶等材料的切片加工。为了方便研究游离磨料线锯的切割机理、切片工艺等,对电火花线切割设备进行改造,使其满足游离磨料线锯切割的要求。并采用φ0.14 mm的钢丝线,对水晶材料(K9)进行切割实验,结果表明改造的切割设备满足切割实验需求,为后续的实验提供了基础保障。
线锯;切割;设备改造
0 引言
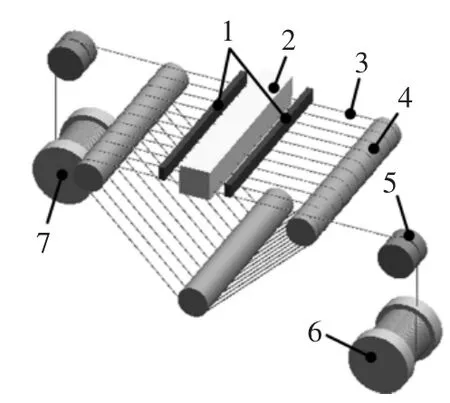
图1 多线锯切割机示意图
多线锯切割技术是目前切割硅片、水晶等材料最常见的方法。它主要是通过一根钢丝线来回绕成一排线网,并具有一定的张紧力,然后通过一定的线速度将带有SiC磨粒的浆料带入切割区域,达到切割工件材料的目的[1-3],如图1所示。为了方便研究游离磨料线锯的切割机理、切片工艺等,笔者对电火花线切割设备进行改造,使其满足游离磨料线锯切割的要求。并对水晶材料(K9)进行切割实验,结果表明改造的切割设备满足切割实验需求,为后续的实验提供了基础保障。
1 切割机改造
电火花线切割设备对工件进行加工时,工件是水平放置,钼丝线是垂直进行切割的,这与多线锯切割设备(水平加工)有所不同,因此需要对其进行改进。主要增加一个装置,即将原来垂直的线转化成水平线,如图2所示。该水平装置主要由4个导轮、2个立柱和一个底座组成,其作用就是通过导轮将线从垂直状态变成水平状态。
电火花线切割设备只能实现X、Y方向的自动运动,Z方向是靠人工调整高度,而进行游离磨料线锯切割实验时,只要水平转化装置安装好后,不需要进行X、Y方向的运动,只需要Z方向的进给,而设备没有Z方向进给系统。因此,还需要自制一个工作台,以便实现Z向的进给。

图2 线切割设备改造示意图
图3为工作台示意图。它主要由工作台、导轨、支架、配重等部分组成。线锯在切割时,磨粒在切割区域主要依靠线锯对它的作用力以及线速度来切割工件材料的。因此,设计的工作台是一个恒力进给工作台,主要依靠配重的大小来决定切割的速度。
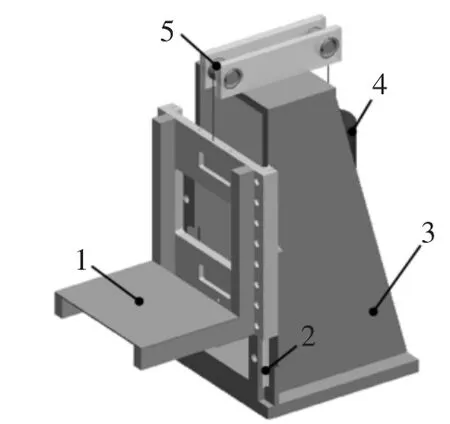
图3 工作台示意图
2 切割试验
2.1 切割条件
采用 φ0.14 mm的钢丝线,对水晶材料(K9)进行切割,水晶材料的切割截面大小为40 mm×40 mm,浆料主要由1 500#碳化硅磨粒(平均粒径为10滋m)和聚乙二醇300组成,按照质量比0.9∶1的比例配制而成。切割线速度为11 m/s,配重质量为370 g,进行3次重复实验。图4为工件切割时的照片。

图4 切割实验示意图
2.2 切割结果
图5为切割效率图。线锯切割的效率是指单位时间里,在切割方向上的距离,即切割距离除以切割时间。从图5中可以看出3次的切割效率比较稳定,其值在0.7 mm/min上下。
图6为切割工件后形成的切缝形貌,以及切缝宽度和带崩边宽度示意图。从图中可以看出切缝边缘有崩边现象,这主要是由于浆料在线速度的带动下冲击切口时所形成的。

图5 切割效率图
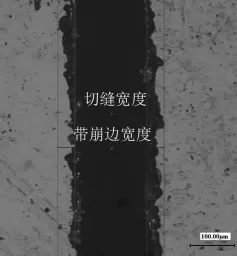
图6 切缝形貌及切缝宽度意图
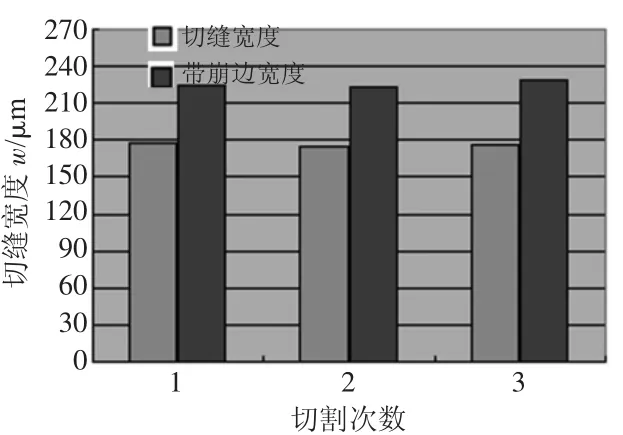
图7 切缝宽度和带崩边宽度
图7为3次切割的切缝宽度和带崩边宽度。从图中可以看出 3次的切缝宽度和崩边宽度相对比较稳定,平均值分别为175.82滋m和225.28滋m。Beesley等学者通过研究得到切缝宽度的经验公式为[4-5]:

式中:X为切缝系数,其值一般在2~4之间。主要与切割速度等工艺有关。
根据式(1),可得切缝系数X=(175.82-140)/10≈3.5。满足此经验公式。这也表明改造的设备是满足切割要求的。
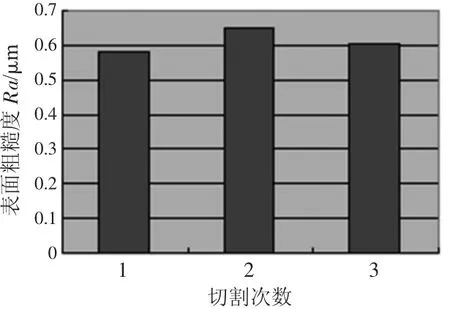
图8 切割表面粗糙度
图8为三次切割后的表面粗糙度。从图中可以看出3次切割后的表面粗糙度相对也比较稳定,均值在Ra0.61。
3 结语
对电火花线切割设备进行了改进,将其垂直切割的方式转变为水平的切割方式,同时自制了工作台,实现Z向进给,使其满足与多线切割设备相似的功能,同时对改进的设备进行切割试验,结果表明改造的切割设备性能比较稳定,能满足切割实验需求。
[1] Bhagavat M,Prasad V,Kao I.Elasto-Hydrodynamic Interaction in the Free Abrasive Wafer Slicing Using a Wire saw:Modeling and Finite Element Analysis[J].Journal of Tribology,2000,122(4):394-404.
[2] Möller H J.Basic Mechanisms and Model of Multi Wire Sawing[J].Advanced Engineering Materials,2004,6(7):501-513.
[3] 葛培琪,孟剑锋,陈举华,等.硅晶体精密切片技术及相关基础研究[J].工具技术,2005,39(9):3-5.
[4] Beesley J G,Schönholzer U.Slicing 80 Micrometer Wafers-Process Parameters in the Lower Dimensions[C]//Proceedings of the 22nd European PVSEC,Milan,2007:956-962.
[5] Weber B,Bierwisch C,Kübler R,et al.Investigation on the Sawing of Solar Silicon by Application of Wires of 100滋m Diameter[C]//Proceedings of the 23rd European PVSEC.Valencia,2008:1285-1288.
(编辑:立 明)
Epuipment Modification and Cutting Test for the Free Abrasive Wire Saw
LI Zifa1,WANG Zhi2,WANG Jinsheng1
(1.Department of the Mechanical and Electrical Engineering,Taizhou Vocational and Technical College, Taizhou 318000,China;2.New Jack Sawing Machine Co.,Ltd,Taizhou 318000,China)
At present,free abrasive multi-wire saw technology has been widely used in slicing silicon ingots,crystal and other materials.To study the sawing mechanism and slicing process,the EDM wire cutting equipment is modified to meet therequirements of free abrasive wire saw cutting.φ0.14 mm steel wire is used to cut the crystal material(K9). The results show that the modified cutting equipment can meet the requirements of cutting experiments,and can provide a basic guarantee for the subsequent experiments.
wire saw;cutting;equipment modification
TK 403
A
1002-2333(2014)04-0067-02
李子法(1965—),男,高级工程师,主要研究方向为机械设计与制造工艺。
2014-01-22
浙江省公益性技术应用研究项目(2012C31011)
