阳极立模铅浇铸温度场和热应力场数值分析研究
2014-07-01胡自化
张 荣,胡自化,梁 毅,胡 杰
(1.株洲冶炼集团股份有限公司,湖南株洲 412004;2.湘潭大学,湖南湘潭 411105)
·冶 金·
阳极立模铅浇铸温度场和热应力场数值分析研究
张 荣1,胡自化2,梁 毅1,胡 杰1
(1.株洲冶炼集团股份有限公司,湖南株洲 412004;2.湘潭大学,湖南湘潭 411105)
为了研究工艺参数对阳极立模铅浇铸生产的影响规律,对阳极立模铅浇铸的温度场和热应力场进行数值分析研究。具体基于ANSYSWorkbench有限元软件,综合运用热力学、有限元、数值仿真等基本理论和方法,通过比较不同浇铸温度和冷却水温度的阳极立模温度场和热应力场,探寻获得了浇铸温度和冷却水温度对铅浇铸生产的影响规律。为实际生产中浇铸温度和冷却水温度两种工艺参数的选取提供了合适参考,同时对提高阳极立模使用寿命提供了理论依据。
阳极立模;数值分析;温度场;热应力场
铅电解精炼工艺中,铅阳极板的浇铸成型是铅电解前的重要步骤之一[1]。目前,我国虽然在铅阳极板的浇铸成型领域取得了很大进步,但其整体水平与国外相比仍有较大差距[2]。究其原因主要是国内大多数冶炼生产企业仍采用小极板生产,工艺技术落后,装备水平低,且许多设备都依赖国外进口。而进口的阳极立模模板使用寿命一般为6~11个月左右,且价格昂贵,采购困难,这严重制约了我国铅冶炼行业的发展[3~5]。
针对其它模具铸造过程温度场和热应力场的数值模拟,国内外许多学者进行了相应的研究[6~8]。然而对具有水冷系统的模具分析较少,具体到阳极立模,相关资料尤为匮乏。因此,进行阳极立模铅液浇铸温度场和热应力场数值模拟,探究不同工艺参数对阳极立模铅浇铸生产的影响规律,是实现铅阳极板高质、高效生产,提高阳极立模使用寿命,最终实现阳极立模模板国产化的一项重要课题。
为此,株洲冶炼集团股份有限公司联合相关院校,综合运用热力学、数值模拟技术、有限元技术等理论方法和技术手段,对不同工况下阳极立模铅液浇铸的温度场和热应力场进行数值仿真,以获得浇铸温度和冷却水温度对铅浇铸生产的影响规律,为铅阳极立模优化生产和阳极立模模板国产化优化设计提供了有力支撑。
1 计算模型及参数
1.1 模型的简化
为仿真分析的准确和高效等需要,对实际的模型进行了一定的合理简化和处理:去除了阳极立模外部的吊耳、加长筋等对仿真分析影响细微的零件;简化了一些倒角圆角;为减少接触面,把一些零件做一个零件进行建模处理等。简化处理后的分析模型如图1所示。
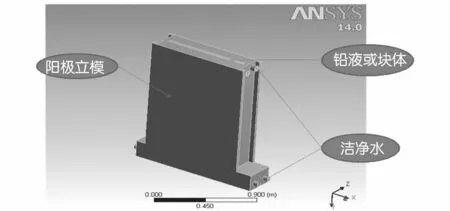
图1 简化的分析模型
1.2 分析参数
阳极立模数值仿真所需参数(部分)列于表1。
为得出不同浇注温度和冷却水温度对生产的影响,分别进行两组工况的仿真分析。
第一组工况包含冷却水温度保持不变,浇注温度不同的三种工况:(1)工况1:铅液浇注温度为380℃,冷却水温度50℃;(2)工况2:铅液浇注温度为400℃,冷却水温度50℃;(3)工况3:铅液浇注温度为420℃,冷却水温度50℃。

表1 阳极立模数值仿真所需参数(部分)
第二组工况包含浇注温度保持不变,冷却水温度不同的三种工况:(1)工况4:铅液浇注温度为400℃,冷却水温度45℃;(2)工况5:铅液浇注温度为400℃,冷却水温度55℃;(3)工况6:铅液浇注温度为400℃,冷却水温度65℃。
2 数值模拟过程实现
2.1 稳态温度场数值模拟
较一般铸造过程而言,阳极立模铅浇铸生产周期很短(约90 s),且生产时一般长时间连续作业。这意味着阳极立模在前一次浇铸完成后,并没有完全冷却就进行下一次作业。因此,如果按第一次浇铸生产对其进行冷却凝固分析,是极其不合理的。在短周期、长时间、连续作业的浇铸生产中,在浇铸铅液和冷却水的相互作用下,可先进行稳态温度场分析得出阳极立模的温度分布,作为瞬态温度分析中阳极立模的初始温度。阳极立模稳态温度场如图2所示。
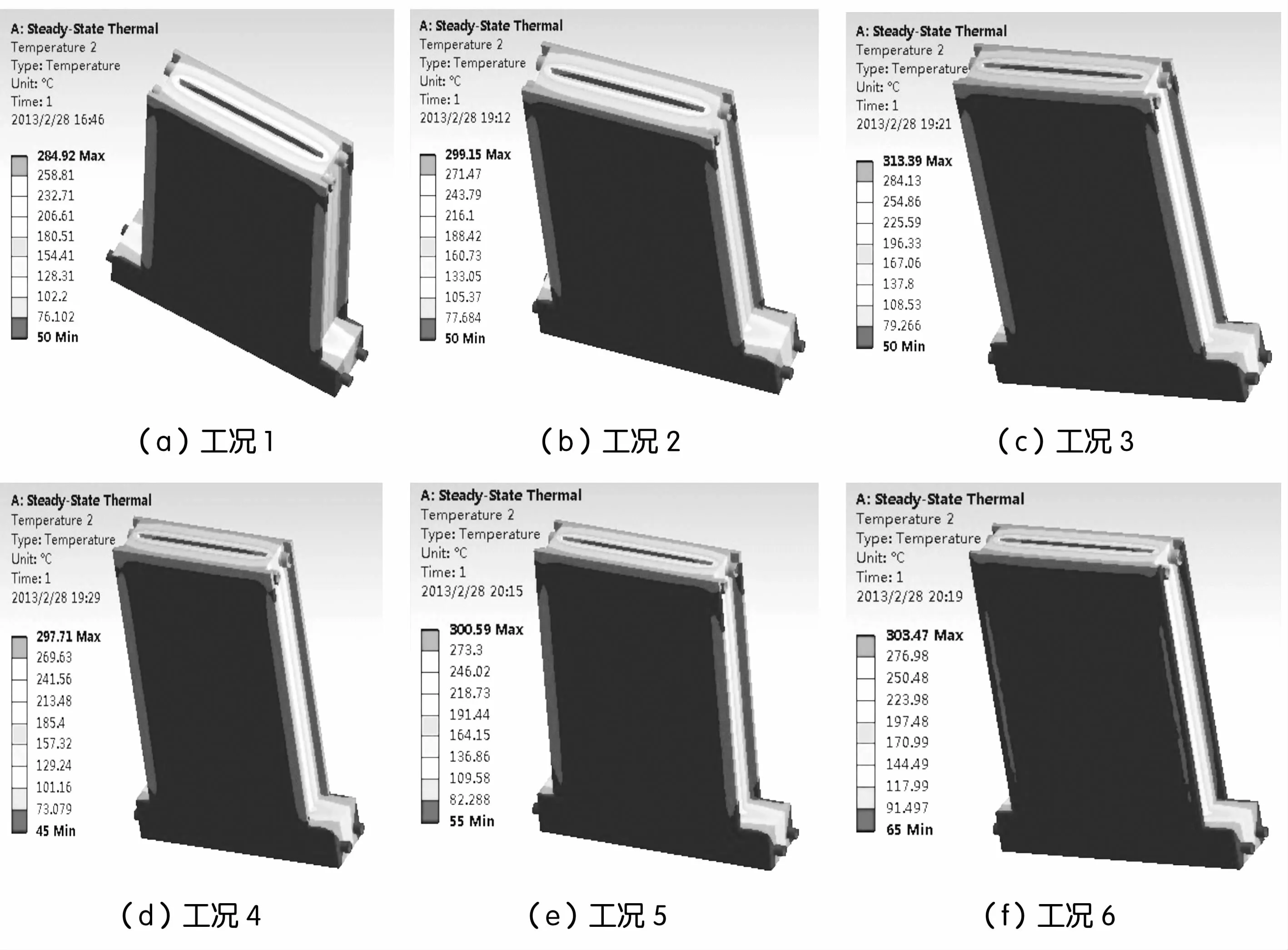
图2 阳极立模稳态温度场分布
2.2 瞬态温度场数值模拟
阳极立模铅浇铸生产周期很短(约90 s),根据实际生产数据,其冷却时间约45 s。将进行前面稳态温度场分析得出阳极立模的温度分布,作为瞬态温度分析中阳极立模的初始温度,并输入其它边界条件,进行瞬态分析,得出浇铸45 s内铅板的温度分布。如图3(包括最高温度及最低温度变化曲线)及图4所示。
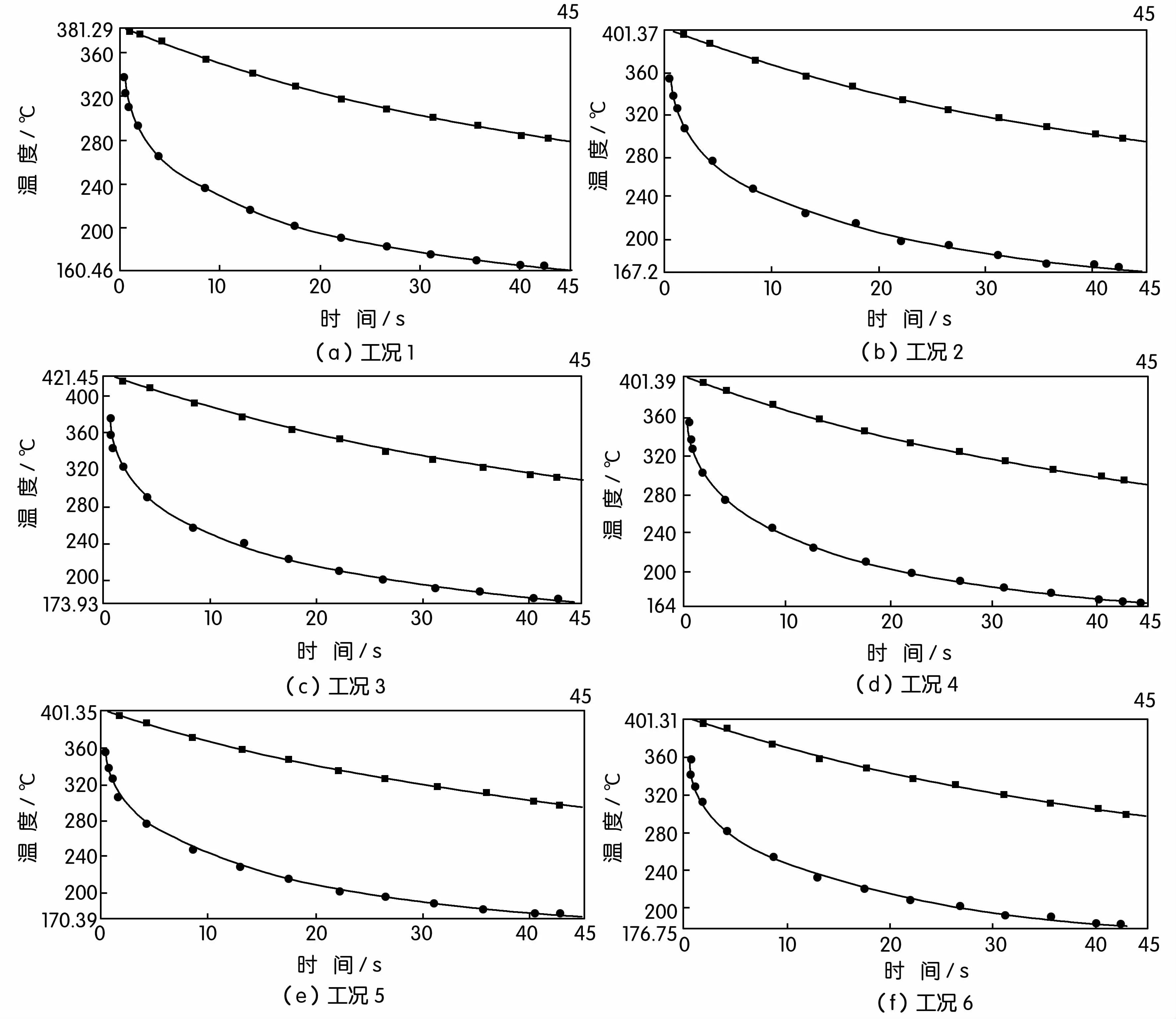
图3 浇铸45 s内铅板温度变化曲线
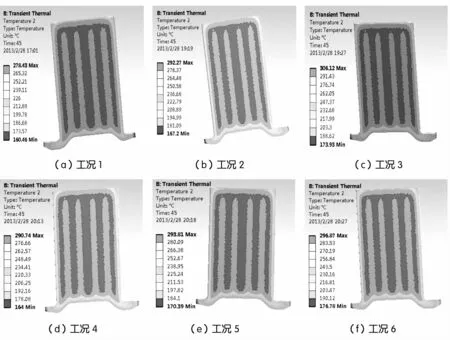
图4 浇铸45 s后铅板温度分布
由第一组工况可知冷却水温度保持不变,浇注温度不同的情况下,浇铸完45 s后铅板温度场分布分别如表2所示。

表2 第一组工况下铅板温度分布 ℃
由第二组工况可知浇铸温度保持不变,冷却水温度不同的情况下,浇铸完45 s后铅板温度场分布分别如表3所示。
从图3和图4中的前三种工况及表2可知:(1)在此三种工况下,浇铸45 s后,铅液都已经全部凝固(铅熔点327.5℃);(2)冷却水温度保持不变,浇注温度不同的情况下,铅液的冷却凝固时间随着浇铸温度的升高而增加。因此,为提高生产效率,可在生产条件允许的范围内降低浇铸温度。
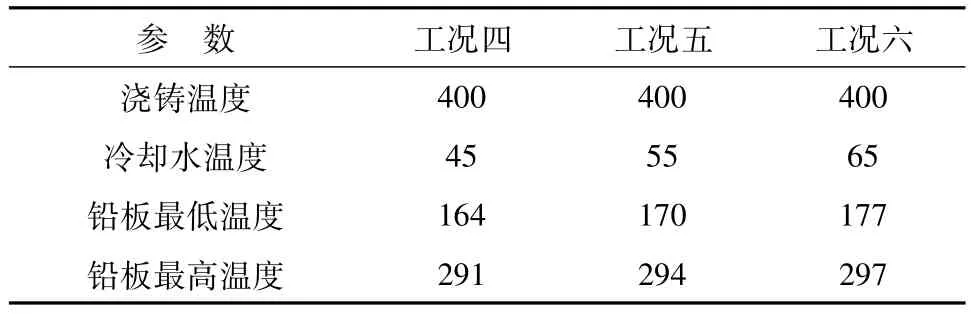
表3 第二组工况下铅板温度分布 ℃
从图3和图4中的后三种工况及表3可知:(1)在此三种工况下,浇铸45 s后,铅液都已经全部凝固;(2)浇铸温度保持不变,冷却水温度不同的情况下,铅液的冷却凝固时间随着冷却水温度的升高而增加。因此,为提高生产效率,可在生产条件允许的范围内降低冷却水温度。
2.3 热应力场数值模拟
阳极立模热应力分布如图5所示。

图5 阳极立模热应力场分布
由第一组工况可知冷却水温度保持不变,浇铸温度不同的情况下,阳极立模等效热应力分布如表4所示。
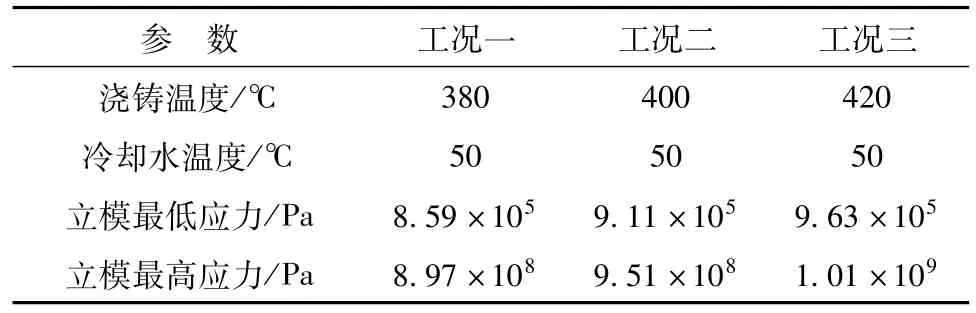
表4 第一组工况下阳极立模热应力分布
由第二组工况可知浇铸温度保持不变,冷却水温度不同的情况下,阳极立模等效热应力分布如表5所示。

表5 第二组工况下阳极立模热应力分布
从图5中的前三种工况及表4可知:冷却水温度保持不变,浇铸温度不同的情况下,阳极立模等效热应力随着浇铸温度的升高而增加。因此,为降低热应力,提高阳极立模使用寿命,可在生产条件允许的范围内降低浇铸温度。
从图5中的后三种工况及表5可知:浇铸温度保持不变,冷却水温度不同的情况下,阳极立模等效热应力随着冷却水温度的升高而降低。因此,为降低热应力,提高阳极立模使用寿命,可在生产条件允许的范围内升高冷却水温度。
3 结 论
根据以上仿真分析数据,得出以下结论:
1.浇铸温度在380~420℃范围内,冷却水温度在45~65℃范围内时,浇铸45 s后,铅液都已经全部凝固。
2.冷却水温度保持不变,浇注温度不同的情况下,铅液的冷却凝固时间随着浇铸温度的升高而增加。浇铸温度保持不变,冷却水温度不同的情况下,铅液的冷却凝固时间随着冷却水温度的升高而增加。因此,为提高生产效率,可在生产条件允许的范围内降低浇铸温度和冷却水温度。
3.冷却水温度保持不变,浇铸温度不同的情况下,阳极立模等效热应力随着浇铸温度的升高而增加。浇铸温度保持不变,冷却水温度不同的情况下,阳极立模等效热应力随着冷却水温度的升高而降低。因此,为降低热应力,提高阳极立模使用寿命,可在生产条件允许的范围内降低浇铸温度或升高冷却水温度。
4.冷却系统的流体分析表明,目前的冷却系统流场并不均匀,会造成铅液凝固过程中的微观组织不均衡,影响铅板的质量,可适当增大阳极立模模板冷却水喷口的直径等设计使铅液降温均匀。
[1] 罗云鹏.铅精炼技改设计探索[J].工程设计与研究,2006,(120):1-4,14.
[2] 陈智和,张国山.日本契岛铅冶炼工艺及装备[J].工程设计与研究,2007,(122):1-10,25.
[3] 缪良.入世后我国铸造工业前景展望与建议[J].铸造技术,2003,(1):5-9.
[4] 陈炼,任海涛,田丰,等.小型铅阳极浇铸机的设计与应用[J].机械工程师,2010,(6):33.
[5] 颜爱民.中国铸造行业现状及发展对策[J].铸造技术,2003,24(2):77-79.
[6] 孙逊,安阁英.铸件充型凝固过程数值模拟发展现状[J].铸造,2002,(2):84-89.
[7] 大中逸雄.计算机传热凝固解析入门-铸造过程中的应用[M].(许云祥译).北京:机械工业出版社,1988.
[8] 柳百成,荆涛.铸造工程的模拟仿真与质量控制[M].北京:机械工业出版社,2001.
Numerical Analysis of Tem perature Field and Thermal Stress Field for Anode Vertical M old
ZHANG Rong,HU Zi-hua,LIANG Yi,HU Jie
(1.Zhuzhou Smelter Group Co.,Ltd.,Zhuzhou 412004,China;2.Xiangtan University,Xiangtan 411105,China)
In order to study the influence rule of process parameters on anode verticalmold lead casting production,in the paper,the temperature field and thermal stress field of anode verticalmold lead casting are studied by numerical analysis.Specifically based on the finite element software ANSYSWorkbench,comprehensive use of the basic theories and methods such as thermodynamics,numerical simulation,the finite element,comparing the anode vertical mold temperature field and thermal stress field under different pouring temperature and coolingwater temperature,the influence law of pouring temperature and cooling water temperature on anode verticalmold lead casting production is explored and
.The research result provides a suitable reference of the selection of process parameters of the casting temperature and the coolingwater temperature for the actual production,also supports the improvement of the life of anode verticalmold with theoretical basis.
anode verticalmold;numerical analysis;temperature field;thermal stress field
TF812
:A
:1003-5540(2014)04-0022-05
2014-06-12
张 荣(1971-),硕士,高级工程师,主要从事设备改造、管理等工作。
