常压油炸山药脆片的工艺研究
2014-06-26吴文锦陈学玲丁安子史德芳
刘 璐, 廖 李, 程 薇, 汪 兰, 吴文锦, 陈学玲, 丁安子,王 俊, 高 虹, 史德芳, 梅 新, 乔 宇
(湖北省农业科技创新中心农产品加工分中心/湖北省农业科学院农产品加工与核农技术研究所,湖北武汉 430064)
山药具有健脾、补肺、固肾、益精等多种功效,作为一种营养丰富的天然食品,不仅在国内有着广阔的市场,而且在国外市场也很受欢迎,在日本、韩国和东南亚的一些国家和地区享有较高的声誉,素有“天然人参”“中国小人参”“林野山珍”之誉.山药有麻山药、紫山药、怀山药、牛腿山药等多个品种.在医圣李时珍故里湖北省蕲春县大面积种植了一种蕲山药,以其枝肥个大、肉质细腻、淀粉丰富、色白多汁、食味香甜、清爽可口而有别于他处,主要分布在以蕲春县为原产地的黄梅、武穴、英山、浠水等县市,年产量达到6万t,已成为当地的特色支柱产业[1-4].
目前,蕲山药主要以鲜食为主,而且不耐贮藏,因而限制了其销售范围,绝大多数都在当地及周边销售.山药大部分用于鲜食或加工制粉,整体加工水平不高,加工程度低,产品附加值不高,山药的即食休闲食品在市场上较少.果蔬脆片是一种深受消费者青睐的休闲食品,主要的生产工艺有油炸、膨化、干燥等方法,油炸又分为真空低温油炸和常压油炸,膨化有微波膨化和挤压膨化等方法,干燥有真空冷冻干燥、微波干燥、低温烘干等方法[5-8].现在比较受国内外消费者欢迎的果蔬脆片中,薯片占据了主要市场,其工艺设备非常成熟,口味多样化.山药作为我国的特色食品,其相关产品的开发和市场化还非常滞后,而山药脆片是一种非常有市场前景的休闲食品.本研究以蕲山药为原料,通过预干燥控制水分,再经过油炸,以山药片脆度、色泽、脂肪含量为评价指标,以开发出色泽金黄和香脆可口的山药脆片.
1 材料与方法
1.1 材料与试剂
蕲春山药,利川市汇川现代农业有限公司;大豆油(中昌牌精炼一级5 L)、氢氧化钠、甲基红、硫酸铜、石油醚、溴甲酚绿、盐酸等均为分析纯,国药集团化学试剂有限公司.
1.2 仪器与设备
BT255型分析天平,德国Sartorious;PAL2002型电子天平,MJ33型水分测试仪,瑞士梅特勒;C21-SN216型美的电磁炉,美的电器;TA-XT Plus型质构仪,英国Stable Micro Systems公司;SC-80C型全自动色差计,北京康光仪器有限公司;DZ-280/2SE小型真空封装机,绿叶牌;WFZ UV-3802型紫外可见分光光度计,美国尤尼柯;快速食品调理机,波兰博朗电器;JSM-6390LV型扫描电子显微镜,日本电子株式会社(JEOL).
1.3 方法
1.3.1工艺流程及步骤
原料→清洗去皮→切片→冷水浸泡→热水烫漂→冷却→烘干→油炸→真空包装.
清洗去皮:清洗山药表面的泥,削去山药皮,去除根部变色及有伤部分,切成小段.
切片:放入切片机,选择1.5 mm的刀片,将切好的山药段全部切成片状.
冷水浸泡:将已切片的山药浸泡在冷水中,并清洗掉部分黏液.
热水烫漂:将初步清洗的山药片放入85℃水中,热烫1 min取出.
冷却:将烫漂后的山药片放入冷水中静置至冷却后捞出.
烘干:将烘箱设置成所需温度后放入山药片并计时,达到所需时间即取出.
油炸:将油炸锅设置成所需温度,放入烘干好的山药片,油炸一定时间分批取出并冷却.
真空包装:将冷却的山药片放入塑封袋中,用真空封装机包装.
观察山药脆片的油炸过程,不同的温度都会经过开始时山药片漂浮在油表面,周围冒出大量气泡,颜色由白至黄,由浅至深,最终沉入锅底,无明显变化,记下每个温度经历这一过程所需时间.
1.3.2工艺要点
冷水浸泡:山药含有大量的粘液,接触可造成人皮肤轻微过敏,且不易于加工,所以进行初步清洗,以期减少粘液对实验干扰.与此同时,可隔绝空气中的氧气,使之减少褐变.
热水烫漂:进一步消除山药表面的黏液.
烘干:由于切片形状的大小对山药片质构的测定有较大的影响,在选样烘干时,尽量挑选大小相同,形状相似且纹路一样的样品.设定好时间,并每隔一定时间进行翻面,防止沾网,以免对山药片结构造成破坏,翻面时间不计入烘烤时间内.
油炸:油炸过程中由于山药片上下表面温度差,使之两面颜色会有较大差异,所以在油炸过程中,每隔一定时间要将山药片翻面,减少颜色的差异.因过多的样品会导致油温下降,所以每次油炸片数严格控制在10片以内.
1.3.3测定方法
1.3.3.1山药片水分含量的测定
参照 GB/T 5009.3—2010食品中水分的测定[9],油炸过程中山药片水分含量使用MJ33型水分测试仪进行水分测定.
1.3.3.2色度测定
随机抽取加工好的样品,每组5片.预热好色差计,进行调零,调白操作,设定为反射模式,测定过程中保持片状完整,使光能完全照射在样品上,每片样品平行测试5次,记录L*、a*、b*值.取新鲜山药,切取1.5 mm厚度的片,作为空白进行颜色测定.
全自动测色色差计的几个主要色泽参数:L*、a*、b*.其中:L*值表示明度,L*值越大亮度越大,表示褐变越轻;a*值表示红绿偏向的色度,有正负值之分,+a*越大,偏向红色的程度越大,-a*越大,偏向绿色的程度越大;b*值表示黄蓝偏向的色度,也有正负之分,+b*越大,偏向黄色的程度越大,-b*越大偏向蓝色的程度越大.
1.3.3.3质构特性测定[10-11]
测定脆片的破碎力和脆度(峰值个数).破碎力(F值)表示在下压过程中样品的断裂力,是第一次压缩时的最大峰值数.脆度(CF值)反应样品的内部质构,以曲线上设置范围内的正峰数来表示.
参数设置:探头型号为剪切探头P5S;操作模式为压力测定;测试速度为0.2 mm/s;目标模式为应变模式;操作类型为Return to start;触发模式为应力;等待时间为0 s;测试前速度2 mm/s;测试后速度10.00 mm/s;测试距离为3 mm;触发应力为5 g;取点频率为200 pps.理论上,脆片的破碎力越小,峰值越多(脆性高)时,品质越好.每组做平行10次,记录数据并计算.
1.3.3.4 山药片在油炸过程中粗脂肪含量变化的测定
参照 GB/T 5009.6—2003食品中脂肪的测定[12],测定每一个时间点下的油脂含量,并绘制曲线.
1.3.3.5膨化产品微观结构观察[13-14]
用JSM-6390LV型扫描电子显微镜观察山药片经油炸前后的微观形貌.样品经真空喷金后,移至扫描电镜中观察,加速电压为10 kV,在扫描电镜下采用放大倍数为500倍进行观察并采集图谱.
2 结果与分析
2.1 水分含量对山药脆片品质的影响
本实验采用市售某品牌薯片的颜色值为理想值指标,具体参数如下:b*=14.886 67,硬度 =314.522 g,CF值=9个.不同烘干时间温度对应失水率和最终指标分别见表1、表2.
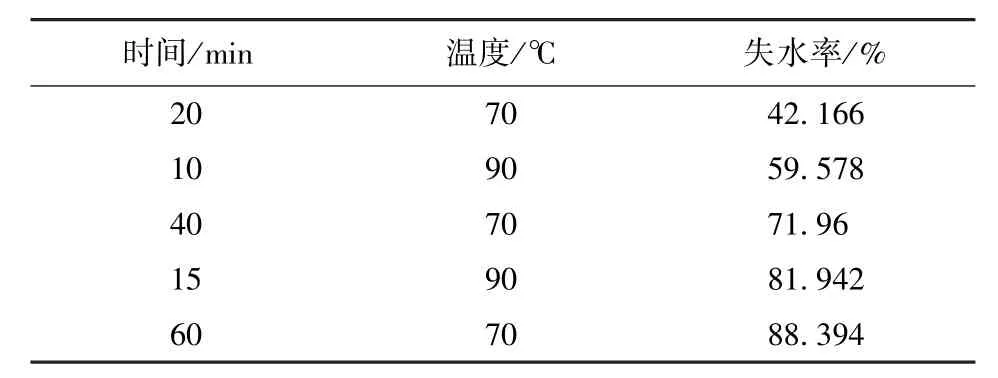
表1 不同烘干时间和温度对应失水率Tab.1 Rate of water loss of different drying time and temperature
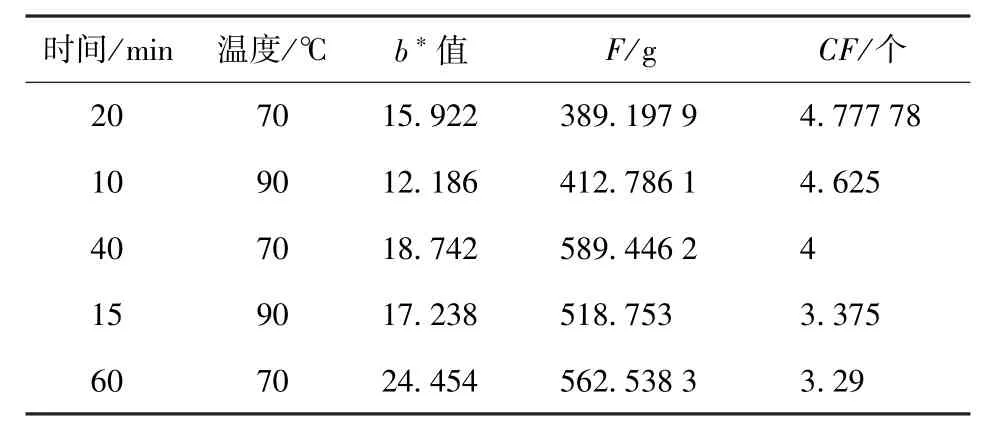
表2 不同烘干时间和温度的产品的最终指标Tab.2 Properties of different drying time and temperature
由表1、表2知,一定温度(70℃)和时间的干燥有利于山药片的熟化,油炸风味较好;当温度过高或是时间过长时,会使山药片表面结壳硬化,不利于后续油炸工艺,而且油炸后山药片变硬,口感不好.通过比较b*值、F值及CF值,70℃烘干20 min所得的山药片色度、破碎力和脆度最好,所以70℃烘干20 min为较理想烘干条件,采用本条件继续对油炸过程中的水分、颜色、质构变化进行研究.
2.2 色度
本实验采用市售某品牌薯片的颜色值为理想值指标,具体参数如下:b*=14.886 67.
山药脆片在油炸过程中,会经历颜色由偏白至黄,由浅至深的过程,所以总体趋势为b*值上升(见图1).其中在油炸温度为120℃时,b*值变化最为平缓,且得到的山药片b*值也是所有温度条件下最小的,产品偏白.在油炸温度为180℃时b*值变化剧烈,短时间内即可达到理想值15左右,但随之颜色继续加深变黄,超过理想指标.综上,随着油炸温度的升高,b*值变化越快,得到的山药片越黄.
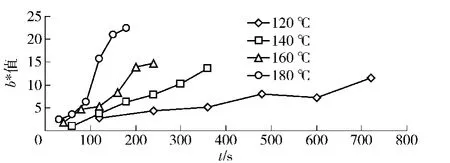
图1 不同油炸温度和时间对山药片b*值的影响Fig.1 Effects of different frying temperature and time on b*values of yam chips
色差计算公式如下:
大多数山药片的色差值落于20~30(如图2),总体趋势为上升,在120℃与140℃时变化较为平缓.而在160℃,160 s时与180℃,120 s时之前色差变化先上升后趋于平缓,达到160℃,160 s与180℃,120 s时色差急剧变大.分析其原因可能是在140℃以上时,随油炸时间的增长,山药片逐渐熟化并失去一定水分,当温度过高时,美拉德反应加剧,颜色变得更深.综合比较b*值,处于理想值的油炸条件为:180 ℃ /150 s、160 ℃ /200 s、160 ℃ /240 s、140℃/360 s(油炸温度℃/油炸时间s).
2.3 山药片在油炸过程中粗脂肪含量变化
随油温提升,油炸效果会更充分,故油温越高,油炸时间应越短,如图3.比较4个油炸温度下山药片的最终粗脂肪含量发现,当油炸温度为180℃时粗脂肪含量最高,160℃时其次,140℃时再次,最低粗脂肪含量为120℃时,且变化趋势较平稳.当油炸温度为120℃时粗脂肪含量随着油炸时间的增长剧烈增加,最终趋于恒定.
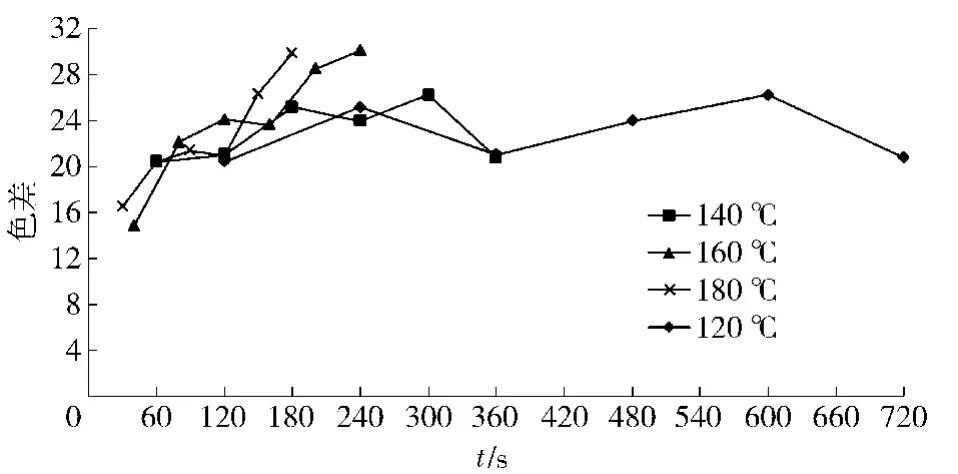
图2 不同油炸温度和时间对山药片色差的影响Fig.2 Effects of different frying temperature and time on color change of yam chips
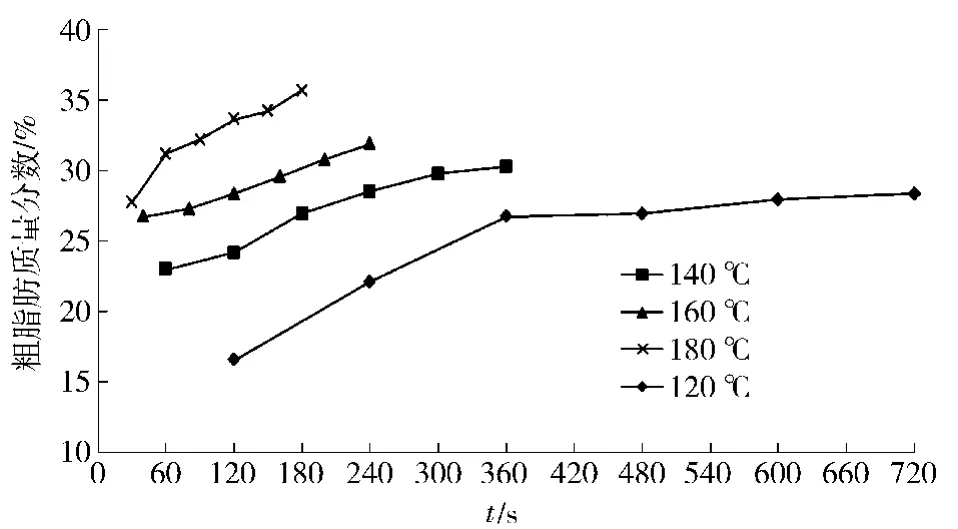
图3 油炸过程中山药片粗脂肪含量的变化Fig.3 Fat content of yam chips during frying process
2.4 山药片在油炸过程中水分含量变化
在油炸过程中,山药片水分随着油炸时间增长而逐渐减少(见图4).其中在120℃时水分减少速度最慢,而180℃水分减少速度最快,所以随着油炸温度的升高,水分减少速度加快,最终趋于零.
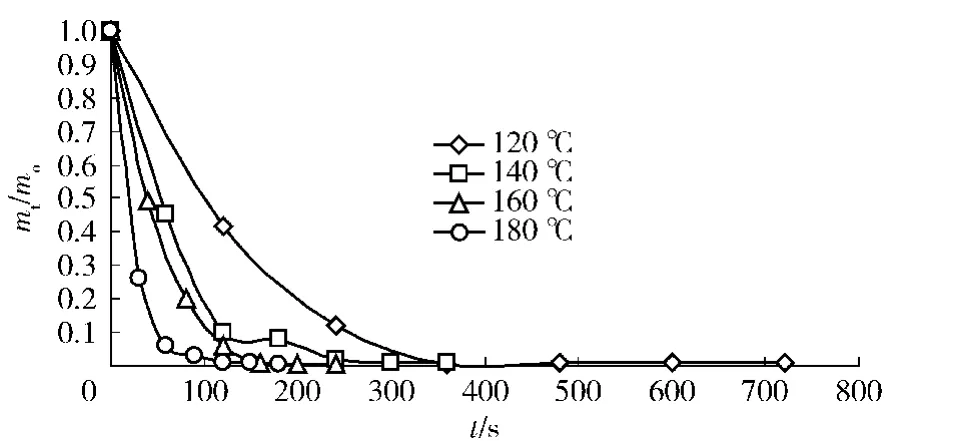
图4 油炸过程中山药片水分含量的变化Fig.4 Moisture content of yam chips during frying process
2.5 质构特性
本实验采用市售某品牌原味薯片的质构性质为理想值指标,具体参数如下:破碎力 F(g)=314.552,峰数CF(个)=9.
当油炸温度为120℃时,在240 s之前脆度无明显变化,240 s以后随着山药片开始成型,脆度逐渐增加,直到360 s时达到顶峰,即CF值开始趋于稳定的时刻,如图5.当油炸温度为140℃时,120 s之前CF值缓慢上升,120 s以后脆度逐渐增加直到180 s时达到顶峰,240 s时山药片破碎力达到最大,此时脆度较小,240 s以后山药片破碎力变小,脆度随之提升,较120℃时产品好.当油炸温度为160℃时,在80 s以后山药片开始成型,CF值逐渐增加至120 s到达顶峰,处于较理想范围.图5中出现缓慢上升现象,可能是由于测试误差引起,所得山药片与140℃产品脆度相当.当油炸温度为180℃时,山药片成型速度非常快,60 s以前CF值上升速度较前4个温度都快,随后在90 s处达到顶峰,随时间增长,脆度下降,此时山药片与120℃产品脆度相当,脆度较差.

图5 山药片在油炸过程中脆度的变化Fig.5 Crispness of yam chips during frying process

图6 山药片在油炸过程中破碎力的变化Fig.6 Fracture force of yam chips during frying process
当油炸温度为120℃时,山药片在240 s以后逐渐开始成型,F值急剧增大,破碎力开始提升,到600 s时达到峰值,之后F值开始下降,此时部分山药片开始沉入锅底,极少量气泡逸出(见图6).当油炸温度为140℃,油炸时间处于60 s至180 s时,山药片未成型,处于迅速失水过程,其质地较软.在180 s至240 s,开始成型,F值增大,240 s达到峰值,超过500 g力,之后F值开始下降,所得山药片与120℃时相比较更接近理想值.当油炸温度为160℃时,120 s时山药脆片开始卷曲,至160 s时山药片不再变形,气泡明显减少.在此温度下,120 s至160 s F值在300~400 g,为理想值范围.200~240 s内,F值增大,超出理想值范围,所得山药片较硬,与120℃时脆度相当.当油炸温度为180℃,油炸时间处于60~90 s时,F值趋于理想范围,但增长幅度较大,90~150 s,F值趋于稳定,150~180 s,F值逐渐增大,所得山药片的F值为4个温度中最大.
综上所述,当山药片在油炸过程中尚未成型之前,山药片仍是软的,此时山药脆片的F值以及CF值都较小,且变化幅度也较小,但随油炸温度的提升,变化趋势逐渐明显.在山药片开始成型之后,山药片表面和内部的水分会迅速达到汽化温度,形成大量气泡,剧烈的汽化膨胀使山药脆片浮出油面,同时产生强烈的爆裂.爆裂的结果是,在山药片表层切片所形成的锯齿状波纹及周边产生许多孔穴和裂纹,而当高温炸油进入这些孔穴和裂纹时,山药片次表层的水分也会被汽化膨胀爆裂,再通过表层孔穴和裂纹逸出,此结果与张奎彪[15]的油炸天然马铃薯的结果十分相似.随着时间增长,CF值迅速增大,山药片开始卷曲的时候,达到最大脆度值,之后随着山药的继续形变,F值变大,CF值变小.可以看出,随着时间的增长,山药片内部孔状结构变少,破碎力变大,随之脆度变小.破碎力并非越大越好,要结合破碎力与脆度,并对比理想值指标来进行评定.由图5和图6可得,160℃是比较适合的油炸温度,有较多的时间点坐落于理想值指标范围.结合色差结果,选定160℃/200 s、160℃/240 s(油炸温度℃/油炸时间s),比较两者含油量及脆度来看,160℃/200 s含油质量分数为26.280 6%略低于160℃/240 s的27.713 9%,但160℃/200 s的破碎力为388.776 g,远远小于160℃/240 s的580.482 g,更加接近理想指标,故得出较佳工艺为:烘干温度70℃,烘干时间20 min,油炸温度160℃,油炸时间200 s.
2.6 油炸前后山药片微观结构观察
油炸前的山药片横面,主要由椭圆形淀粉颗粒相互紧密排列在一起,颗粒间隙很小,见图7.而经油炸,山药片的水分蒸发和淀粉糊化加快,其横面质地均匀、光滑平整、组织状态良好,颗粒间隙变大.
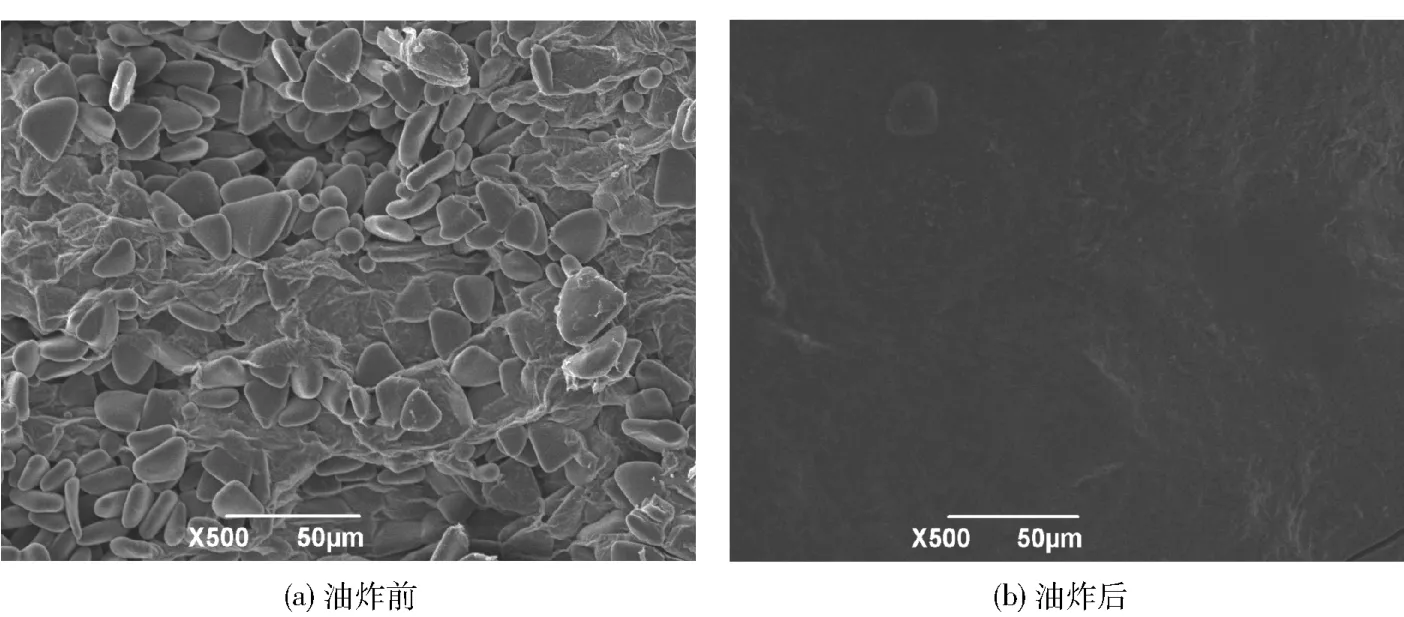
图7 油炸前后山药片横面微观结构Fig.7 Before and after drying on micro-structure of yam chips'flat
油炸膨化前的山药片截面颗粒排列紧密,质地粗糙,表面皱缩程度大,见图8.油炸后,山药片的截面呈现多孔疏松状结构,为高度膨胀状态,形成类似海绵状的结构.这可能是由于山药片在油炸的作用下,导致淀粉分子间的氢键断裂,淀粉分子结构遭到破坏,分子内部的水分吸收热量迅速蒸发,因而形成大量的气孔.
3 讨论与结论
本实验以蕲春山药为原料,对山药脆片加工工艺条件进行了探索,得出的较佳工艺为:烘干温度70℃、烘干时间20 min、油炸温度160℃、油炸时间200 s.在最佳工艺条件下的山药脆片水分质量分数为0.49%,色度(b*值)为13.95,破碎力为388.776 g,脆度值为3,粗脂肪质量分数为27.28%.与李昌文等[16]得出的最佳工艺相比较,虽油炸温度相同,但油炸时间更长.原因可能是由于其干燥温度和干燥时间均高于本实验中的最佳干燥温度和时间,山药片中的水分含量更低,故在油炸过程中能更快形成脆片.
目前我国生产果蔬脆片主要使用低温真空油炸、常压油炸、冻干技术、微波膨化技术、压差(气流)膨化、微波-压差膨化等技术[17].真空油炸和常压油炸工艺为果蔬脆片生产普遍采用的生产工艺,而非油炸工艺如冻干技术和微波膨化技术,因其能最大程度地保存果蔬中的维生素、蛋白质等营养成分,提高其营养价值而广泛用于高档果蔬制造领域[18-19].而常压油炸操作简单,生产设备投资较其他工艺而言相对较低,故在目前行业发展状况下有较大优势.鉴于本实验,今后可从非油炸深加工方面,同时考虑山药的食用价值与药用价值来试开发山药类有关产品,例如微波膨化山药片等.
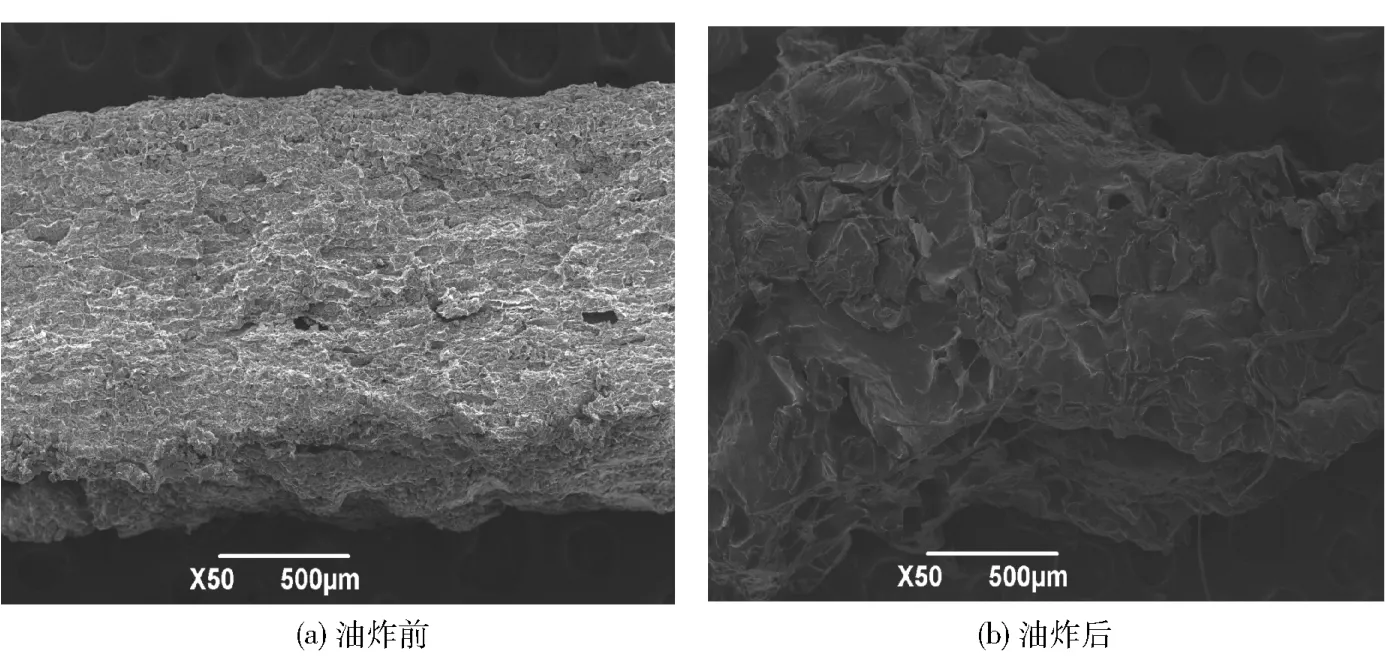
图8 油炸前后山药片截面微观结构Fig.8 Before and after drying on micro-structure of yam chips'section
