激光堆焊单道Co基合金与WC混合粉末的性能研究
2014-06-23徐国建杭争翔于恩洪李永波范荣博
徐国建,刘 爽,杭争翔,于恩洪,李永波,范荣博
激光堆焊单道Co基合金与WC混合粉末的性能研究
徐国建1,刘 爽1,杭争翔1,于恩洪2,李永波2,范荣博2
(1.沈阳工业大学材料科学与工程学院,沈阳110870;2.沈阳新松机器人自动化股份有限公司,沈阳110168)
为了提高低碳钢表面的耐磨性能,采用CO2激光堆焊系统,将Co基合金与WC混合粉末(WC的质量分数为0~0.47)用单道堆焊于低碳钢表面。利用X射线衍射仪、能谱分析仪、扫描电子显微镜、激光显微镜、维氏硬度计和耐磨试验机对单道堆焊层的相结构、显微组织、维氏硬度、耐磨性和裂纹敏感性进行了比较分析。结果表明,这种堆焊方法的堆焊层均为亚共晶组织,且未分解WC弥散分散在Co基合金的基体上;堆焊层的维氏硬度均随WC含量的增加而增加。该方法具有较低的裂纹敏感性。
激光技术;激光堆焊;亚共晶组织;裂纹敏感性;耐磨性能
引 言
激光堆焊的优点是能够形成一个复合材料的堆焊层;由于激光堆焊热输入量低,所以焊接变形和残余应力小;激光堆焊通过离焦量的改变、堆焊速度的调整和送粉速度的控制可以获得极低稀释率的堆焊层[1]。因此,在最近几年,激光堆焊在生产应用领域得到了迅速发展[2],如日本已将激光堆焊应用于汽车发动机出气阀门的强化[3]。
复合材料的堆焊层往往是将硬质相颗粒(作为强化相)与具有较好韧性的合金粉末(作为粘结剂)混合后形成的。利用激光快速加热和冷却的特点,在硬质相颗粒还没有分解前熔池就凝固结晶,从而使硬质相颗粒镶嵌在韧性较好的合金粉末基体上,以提高堆焊层的使用性能[4]。作为硬质相颗粒,WC被广泛地采用了,作为粘结剂,Ni基合金、Co基合金和Fe基合金被广泛地采用了,如Ni基合金+ WC[5]、Co基合金+WC[6]和Fe基合金+WC。虽然堆焊层的耐磨性能随WC含量的增加而增加,但是堆焊层的脆硬性也随之增加,导致堆焊层的裂纹敏感性提高[7-11]。为了降低堆焊层裂纹敏感性,通常采用了预热方法。但是,有关预热温度、WC含量和单道堆焊方法对堆焊层裂纹敏感性的影响研究,还没有详细的报道。本试验中,采用额定输出功率2.4kW连续波CO2激光堆焊系统,将Co基合金(stellite-6)与WC的混合粉末用单道堆焊(singlepass layer cladding,SLC),堆焊于低碳钢(SM400B)的表面上。
1 试验过程
1.1试验材料
单道堆焊的示意图如图1所示。试板为100mm×50mm×9mm的低碳钢板SM400B(0.0013C,0.00 19Si,0.0066Mn,0.00016P,0.00005S,余量为Fe)。Co基合金粉末stellite-6(0.0108C,0.0127S,0.0163Ni,0.0832Cr,0.0204Fe,0.0433W,余量为Co)的粒度为63μm~250μm。VC粉末(0.099.7VC)的粒度为45μm。试板表面的粗糙度约为50μm。堆焊前,将试板的表面用丙酮清洗。

Fig.1 Single-pass layer cladding
1.2试验设备
激光堆焊系统示意图如图2所示。该系统采用额定输出功率为2.4kW CO2连续激光器,激光束的能量分布近似为高斯分布,聚焦镜片(材质为Zn-Se)的焦长为200mm;送粉系统使用了Sulzer Metco公司的TWIN10-SPG型送粉器,其送粉量由粉盘的旋转速度决定的,送粉气体为氩气(Ar)[12]。

Fig.2 Schematic drawing of laser cladding setup
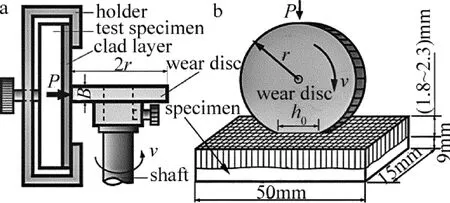
Fig.3 Wear test
使用大越式磨损试验机对堆焊层的耐磨性能进行了测试。大越式磨损试验机的实验装置及磨损试验后的状态如图3所示。摩擦盘由淬火并回火的AISID2模具钢制成,半径r=15mm,厚度B=3mm,硬度为HRC58;试验载荷P在磨损试验过程中由0kg逐渐增大,最终值达18.9kg;摩擦滑动距离L=400m;摩擦速率为0.308m/s。磨损试验后测得试件上磨损痕迹宽度h0,并由下面的公式求得的磨损系数Ws进行评价堆焊层的耐磨性能。Ws越小,其耐磨性能越好。

磨损试样(堆焊顺序示意图如图1所示)长为100mm、宽为50mm,单道堆焊后其堆焊层厚度为0.5mm~0.8mm,堆焊层的表面经磨削加工后,其厚度变成为0.3mm~0.5mm。
堆焊试样的预热通过电热炉的加热来实现的。预热温度测量使用了S-423K-01-1-TPC-1-ASP型温度传感器和HFT-40型显示装置。
堆焊后的试件通过线切割截取金相试样,对金相试样进行研磨和抛光后,用王水(盐酸∶硝酸=3∶1)进行腐蚀;用激光显微镜(Keyence VK8510)和扫描电子显微镜(scanning electron microscope,SEM)对堆焊层的显微组织进行了分析;用电子探针(electron probe micro-analyzer,EPMA)和能谱仪(energy dispersive spectrometer,EDS)分析了微区的化学成分;用X射线衍射仪对堆焊层中的相进行了分析,扫描步宽为0.02°,扫描角度2θ为20°~120°;用AKASHI(日本)制造的AKASHI AAV-500自动硬度测试仪测量了堆焊层的维氏硬度。渗透着色检验的步骤是:首先用清洗剂(R-1M(NT))清洗堆焊层的表面、用渗透剂(R-1A(NT))喷洒到堆焊层的表面,大约经过5min后用清洗剂把堆焊层表面的渗透剂清理干净,然后把显示剂(R-25-1(NT))喷洒到堆焊层表面并检验是否有裂纹存在。
SLC的试验条件如下:激光输出功率为2.1kW、离焦量为15mm、聚焦点的光斑直径为2.0mm、堆焊速率为550mm/min、送粉量为14g/min、送粉喷嘴内径为2mm、保护气Ar流量为20L/min、送粉气Ar流量为3L/min、室温为30℃,stellite-6+WC混合粉末中WC的质量分数范围为0~0.47。
2 试验结果与分析
2.1堆焊层的显微组织
Co-WC平衡状态图[13]如图4所示。共晶点温度约为1320°C、WC的质量分数约为0.55、共晶组织由富Co奥氏体(γ-Co)与WC组成;当WC的质量分数为0~0.55时,堆焊层由亚共晶组织(γ-Co+(γ-Co+WC))构成;当WC的质量分数为0.55~1时,堆焊层由过共晶组织(WC+(γ-Co+WC))构成。

Fig.4 Co-WC constitution diagram
在室温下,stellite-6+0.26WC混合粉末堆焊层的光学和扫描电镜显微组织如图5a和图5b所示,由于WC熔点较高(3683K),所以在堆焊层中有未溶解的WC颗粒存在,并弥散分布在Co基合金基体上(见图5a),图5b是堆焊层的亚共晶组织放大图;stellite-6+0.26WC混合粉末堆焊层的X射线衍射分析结果如图6所示,表明堆焊层中存在γ-Co,Cr23C6,Co3W3C和WC相。由上述分析结果可知,堆焊层组织由亚共晶组织+未分解WC构成。

Fig.5 Microstructure of clad layer with powder mixtures of stellite-6 and 0.26WC(preheating of 30℃)

Fig.6 X-ray diffraction analysis of laser clad layer with stellite-6+ 0.26WC mixed powder
在室温条件下,stellite-6+0.26WC混合粉末堆焊层中Co,Cr,Fe,W和C的电子探针成分分析结果如图7所示。由分析结果可知,Co和Fe在γ-Co中含量较高;Cr,W和C在共晶组织中含量较高。
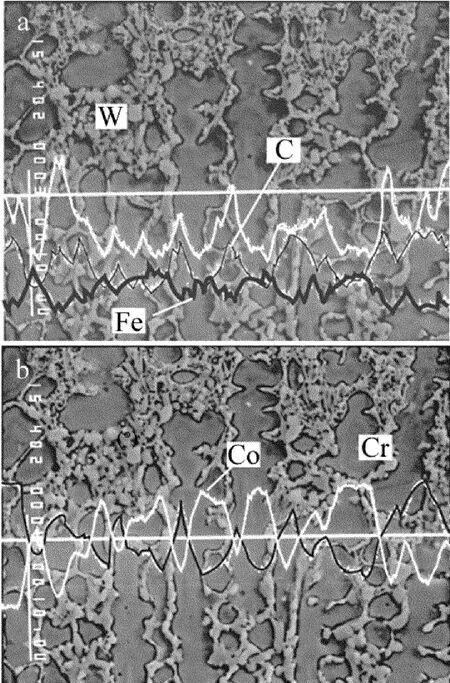
Fig.7 EPMA line analysis results of Co,W,Cr,C and Fe in clad layer of stellite-6+0.26WC
由上述分析可知,亚共晶组织由富Co奥氏体(γ-Co)+共晶组织(γ-Co,Cr23C6,Co3W3C和WC相)构成。
2.2堆焊层的硬度
与其它涂层技术相比,激光堆焊能获得更高硬度的堆焊层已被证实[7-8,11,14]。在预热温度为450℃时,SLC堆焊层的硬度如图8所示。由于试验结果可知,SLC堆焊层从母材到堆焊层表面的硬度逐渐增大,这是由于母材的稀释作用和WC含量逐层增加的缘故。由于再次加热过程中,在影响区(heataffected zone,HAZ)产生熔合区、粗晶区、混晶区和细晶区的结果。通过测量结果可知,SLC堆焊层由于较小的稀释率(较小热输入量低)而产生的硬度过渡区较小(约为40μm)。

Fig.8 Vickers hardness of muti-layer cladding for SLC
2.3堆焊层的裂纹敏感性
WC的质量分数和预热温度对单道堆焊层裂纹敏感性的影响如图9所示,由此获得的单道堆焊层裂纹敏感性回归方程见下式:

式中,Tc为临界预热温度(℃),wc为WC的临界质量分数。

Fig.9 Effect of mass fraction of WC and preheating temperature on crack sensitivity of single passes
由上式可知,在回归曲线的上方不产生裂纹,在回归曲线的下方产生裂纹。
在室温下堆焊,单道堆焊层的渗透着色检验结果如图10a所示。当WC质量分数小于0.26时,单道堆焊层不出现裂纹;当单道堆焊层的WC质量分数高于0.32,产生裂纹[15-17]。
在水冷下和没有水冷条件下,获得的stellite-6+0.26WC混合粉末的堆焊层断口形貌如图11所示。由图可知,断口形貌呈现出准解理断口的特征。
堆焊层的裂纹属于准解理断裂型裂纹。在水冷和没有水冷的条件下,断口形貌基本相同,说明水冷对断口形貌影响较小。
由上述分析可知,与多层堆焊相比,单道堆焊层的回归曲线斜率较小,表明其裂纹敏感性低;由于WC质量分数逐层增加导致堆焊层的热膨胀系数(stellite-6和WC的热膨胀系数分别为1.45× 10-5/℃和0.39×10-5/℃)逐渐减小[18]。

Fig.10 Liquid penetrant testing of clad layer for single passes
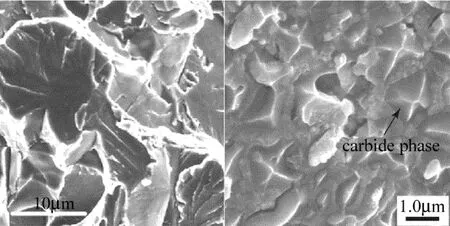
Fig.11 Fractograph of clad layer with powder mixures of stellite-6 and 0.26WC without preheating
2.4堆焊层的耐磨性能
对单道堆焊试样的表面进行研磨,使之形成一个平坦的表面,然后用大越式磨损试验机对堆焊试样进行磨损试验,单道激光堆焊层的磨损率较低,其耐磨性较好,在预热温度为450℃时,由(1)式计算出堆焊层的耐磨性能约为8.7×10-9mm2/kg,说明耐磨性很好。
3 结 论
(1)WC质量分数在0~0.47范围内,stellite-6+WC混合粉末形成堆焊层组织为亚共晶组织。初晶相由富Co奥氏体(γ-Co)构成,共晶组织由γ-Co和复合碳化物(如Cr23C6,Co6W3C和WC相)构成。未分解WC颗粒弥散分布于在钴基合金基体上。
(2)由于试验结果可知,SLC堆焊层从母材到堆焊层表面的硬度逐渐增大,这是由于母材的稀释作用和WC含量逐层增加的缘故。
(3)单道堆焊层由于较小的稀释率(较小热输入量低)而产生的硬度过渡区较小(约为40μm)。
(4)单道堆焊层的回归曲线斜率较小,表明其裂纹敏感性低。
[1] WANG Y Y,GONG Y F,SUN T F,et al.Effect of powder size and volume fraction of WC on the microstructure of laser cladding WCNiCrBSi composite coatings[J].Applied Mechanics and Materials,2011,121/126:105-109.
[2] KUTSUNA M,WATANABE M,XU G J,et al.Research on cladding and repairing technology using a YAG laser robot system[J].Quarterly Journal of the Japan Welding Society,2004,22(1):37-46.
[3] BRANDT M,HUANG SW,SAMANDI M.Deposition of WC/Ni clad layer with pulsed Nd∶YAG laser[J].Journal of Laser Applications,2003,15(1):31-36.
[4] PERSSON D H E,JACOBSON S,HOGMARK S.Antigalling and low friction properties of a laser processed Co-based material[J].Journal of Laser Applications,2003,15(2):115-119.
[5] COLACO R,VILAR R.Laser rapid-alloy prototyping for the development of wear resistant Fe-Cr-C/NbC composite materials[J].Journal of Laser Appsications,2003,15(4):267-272.
[6] PINKERTON A J,LIN L.Multiple-layer cladding of stainless steel using a high-powered diode laser:an experimental investigation of the process characteristics and material properties[J].Thin Solid Films,2004:453/454:471-476.
[7] HIROSE A,KOBAYASHI K F.Formation of hybrid clad layers by laser processing[J].ISIJ International,1995,35(6):757-763.
[8] BRANDT M,SCOTT D A,EMMS S B,et al.Laser cladding with a pulsed Nd∶YAG laser and optical fiber[J].Journal of Laser Applications,1997,9(2):67-75.
[9] XU G J,YIN D Y,HANG Zh X,et al.Microstructure and properties of laser cladding with powder mixture of Co-based alloy and VC[J].Journal of Shenyang University of Technology,2012,12(1):1-10(in Chinese).
[10] KUTSUNA M.The characteristics of laser cladding and its application[J].Welding Technique,1995,43(9):70-77(in Japanese).
[11] KATHURIA Y P.Some aspects of laser surface cladding in the turbine industry[J].Surface and Coatings Technology,2000,132(2/3):262-269.
[12] LIM X,HE Y Zh,SUN G X.Laser cladding Co-based alloy/SiCp composite coatings on IF steel[J].Materials&Design,2004,25(4):355-358.
[13] KATAYAMA S.Solidification phenomena of weld metals.Ⅰ.Characteristic solidification morphology,microstructure and solidification theory[J].Journal of Light Metal Welding&Construction,2000,38(3):9-23.
[14] KOU S.Welding metallurgy[M].New York,USA:John Wiley&Sons,1987:167-177.
[15] PAUL C P,ALEMOHAMMAD H,TOYSERKANI E,et al.Cladding of WC-12 Co on low carbon steel using a pulsed Nd∶YAG laser[J].Materials Science and Engineering,2007,A38(7):170-176.
[16] KUTSUNA M.Research and development of laser materials processing using high power laser[J].Review of Laser Engineering,2000,28(11):736-744.
[17] KUTSUNA M.Application of the laser processing to the auto industry and future technology[J].Welding Technique,2002,50(5):127-135(in Japanese).
[18] READY JF,FARSON D F,FEELEY T.LIA handbook of laser material processing[M].New York,USA:Springer-Verlag,2001:160-196.
Characteristics of clad layer of mixture of stellite-6 and tungsten carbide powder by means of single-pass laser cladding
XU Guojian1,LIU Shuang1,HANG Zhengxiang1,YU Enhong2,LI Yongbo,FAN Yongbo2
(1.School of Materials Science and Engineering,Shenyang University of Technology,Shenyang 110870,China;2.Shenyang Siasun Robot&Automation Co.,Ltd.,Shenyang 110168,China)
In order to improve the wear resistance of the clad layer,the powder mixture of stellite-6 and tungsten carbide(WC)in the range of 0~0.47 mass fraction of WC was deposited on mild steel plates by CO2laser cladding system.The phase constitution,microstructure,hardness and wear resistance of the clad layer were studied with an X-ray diffractometer,energy dispersive spectroscopy,scanning electron microscope,laser microscope,Vickers hardness tester and wear tester.According to the analyzed results,the microstructure of the clad layer consists of hypoeutectic structure and undissolved tungsten carbides dispersed in the matrix of the Co-based alloy.The Vickers hardness increases with the increase of WC weight fraction.On the other hand,the crack sensitivity of the laser clad layer is low.
laser technique;laser cladding;hypoeutectic structure;crack sensitivity;wear resistance
TG456.7
A
10.7510/jgjs.issn.1001-3806.2014.01.029
1001-3806(2014)01-0132-05
辽宁省自然科学基金资助项目(20092047)
徐国建(1959-),男,教授,博士,主要从事先进激光制造技术方面的研究。
E-mail:xuguojian1959@qq.com
2013-03-30;
2013-06-13
