分子筛制氧机氧气中水分含量的探讨
2014-06-23黎志雄杨丽萍陈能
黎志雄,杨丽萍,陈能
广东省医疗器械质量监督检验所,广东 佛山 528137
分子筛制氧机氧气中水分含量的探讨
黎志雄,杨丽萍,陈能
广东省医疗器械质量监督检验所,广东 佛山 528137
本文就分子筛制氧机的检验标准以及氧气中水分含量检验中的一些问题进行分析总结,并提出相应的建议,希望有助于分子筛制氧机的生产注册及监管。
分子筛制氧机;医用氧气;水分含量;变压吸附
水分含量是医用氧气以及分子筛制氧设备制取氧气的理化指标之一,自2003年起,国家食品药品监督管理总局开始加强对分子筛变压吸附法制取氧气的监管,规定其必须符合YY/T0298-1998《医用分子筛制氧设备通用技术规范》的要求,其中水分含量≤0.07 g/cm3(露点<-43 ℃)。针对个人使用的小型医用分子筛制氧设备,评审中心制定了《医用分子筛制氧设备产品注册技术审查指导原则》,其中也强调水分含量指标。按照YY/T0298-1998,水分含量采用露点法进行检测,快速准确简单。在日常检验过程中发现,小型分子筛制氧机所产生氧气的水分含量往往偏高,因此,本文就此问题进行了探讨,并给出相应的建议。
1 水分含量指标的重要性
由分子筛制氧设备制取的氧气浓度能达到90%以上,这种浓度的氧气需经过稀释和湿化后才可给病人使用,以减少病人的干燥感。行标YY/T0298-1998严格控制水分含量的原因如下:
(1)对人体有危害。工业用氧和医用氧气最大的区别就在于水分含量的差别,工业用氧中水分处于游离状态,氧气中的游离水若带入储存钢瓶或运输钢管,易导致钢瓶内壁腐蚀,产生异味[1],影响氧气的质量,不利于人体健康;而医用氧气水分含量≤0.07 g/m3,则于人体无害。
(2)对制氧设备有损害。制氧机内分子筛的某些材质极易吸附水分,即便在常温下进行变压吸附也很难将水分脱附,过饱和析出的水被吸附后不能彻底脱附,从而造成分子筛对其他杂质的吸附容量下降[2]。如果经过分子筛的氧气中水分含量长期较高,容易造成氧气的产量和纯度下降[3]。因此,控制分子筛制氧机中的水分含量十分必要。
2 水分含量检验中存在的问题及原因分析
2.1 制氧机本身问题
(1)体积有限。分子筛制氧设备是以空气为原料,利用沸石分子筛加压时对氮的吸附容量增加、减压时对氮的吸附容量减少的特性,分离空气中的氧气、氮气,并滤除氧气中的CO、CO2、H2O等有害物质,从而获取高纯度氧气。其主要部件及构造,见图1,其中冷干机的作用就是将压缩机中的气体冷凝,使空气中的气态水液化排出,以达到去除大部分水分的目的[4]。
但是一般只有大型的分子筛中心制氧系统才会配套有冷干机,而家用或医用小型分子筛制氧机都没装冷却器件,空气经过滤压缩后直接进入分子筛吸附塔,再通过分子筛的吸附功能将压缩空气中的水分去除。部分制氧机是通过冷凝管或者在吸附塔的下部装填活性氧化铝以预先除去大部分的水分[5]。
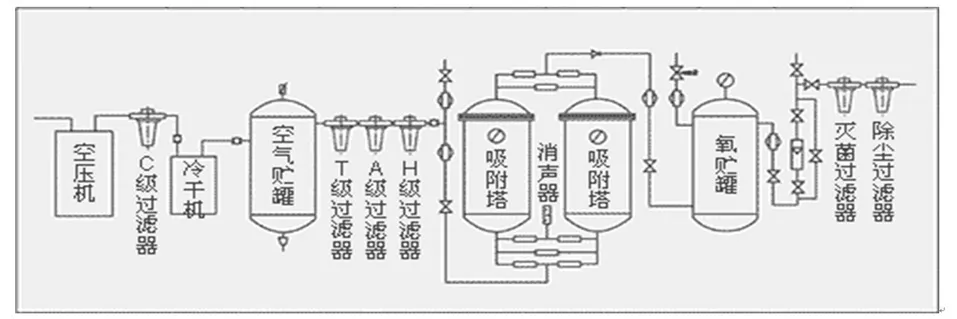
图1 分子筛制氧设备部件及工作流程图
(2)吸附器除水能力有限。吸附器一般装有分子筛及活性氧化铝等吸附剂,分子筛对空气杂质成分中水的吸附是最强的[6],在湿度较高时,活性氧化铝对水的吸附能力明显优于分子筛,在常温下两者都可以使干燥气体的露点达到-40 ℃以下[7],两者比例适当也可以很好的去除水分。但对于未装有冷干机或冷凝器的分子筛制氧机,其空气原料温度高,对水的吸附容量较温度低时也会变小[6],同时饱和水含量也很大,容易使吸附剂达到一个饱和状态。而且小型的制氧机毕竟容量有限,吸附剂装量有限,因此单依靠吸附器来去除空气中水分以达到标准要求有一定的难度。
(3)制氧机管路亲水。在用露点法测试水分含量时必须采用聚四氟乙烯管、钢管等疏水较强的管路连接检测设备和制氧机,因此管路中采用的一些具有亲水性的硅胶材料,也会影响水分含量的最终检测结果。
2.2 标准问题
2005年在《中国药典》(2005版)中加入《医用氧气》理化指标的相关内容来加强医用氧气的监管,2009制定标准GB 8982-2009《医用及航空呼吸用氧》。但药典及国家标准规范只适用于以深冷法制得的氧气,而发展起来的变压吸附(PSA)分子筛制氧技术虽简单易行、成本低,但氧气浓度只能在(93%±3%)左右[8],无法达到中国药典及医用氧气国家标准要求,因此建立标准YY/T0298-1998《医用分子筛制氧设备通用技术规范》来规范分子筛制氧设备,其中包括氧气理化指标。3个标准的具体指标,见表1。由表1可知,除了氧气浓度的要求发生了改变,其他的理化指标都未变。实际上,水分含量在深冷法中通过冷凝后是比较容易除去的,而且深冷法制取的氧气储存于钢瓶中,水分的残留过多会影响到氧气的品质。但对于小型分子筛制氧机,并不需要接触钢瓶,而水分本身对人体是无害的,因此照搬中国药典中及国标中水分的指标是否适用还值得深究。
2.3 监管问题
自2003年,国家食品药品监督管理局就多次发文加强医用氧气的监管,其中也包括医用分子筛变压吸附法制取的氧气。不过主要集中对医用分子筛供氧设备注册证及运行情况等进行检查,而且重点是针对医疗机构系统供氧源。而市场上小型制氧机更多的是用于家用保健或其他非医疗场所,缺乏相应的管理和监督。2009年对拉萨、日喀则等酒店使用的制氧机进行氧气浓度的抽查,发现合格率仅为30.5%[9]。这些小型的分子筛制氧机,出厂检查也一般只是针对氧气的浓度,对水分含量以及其他有害气体极少关注。

表1 深冷法和分子筛制氧氧气的理化指标要求
3 对水分含量检验的建议
3.1 加强对制氧机的改进
(1)优化吸附器。吸附器,也叫分子筛纯化系统,主要是填充分子筛,有些会在吸附器的下床装填活性氧化铝。小型制氧机中吸附器容量有限,合理的优化活性氧化铝和分子筛的比例,并且采取方法使吸附器的死空间小,结构紧凑[10],才能保证吸附器更高效的除水。
(2)安装冷凝装置。对于无法安装冷干器的小型制氧机,可以在分子筛之前加些冷凝板、冷凝管或者低温介质以降低进入吸附器的气体温度,提高除水效率。
(3)选择合适的管路。因水是极性分子,极易吸附在管道内壁或透过管路,因此在制氧机内部尽量安装厚而内壁表面光滑,且憎水性强材料的管路。并且露点法测水分含量,对取样管路有较高的要求[11],利用不同的采样管路采集水分,测试水分露点,发现不锈钢、聚四氟乙烯管、铜管的效果都优于聚乙烯管和橡胶管。
3.2 加强标准的完善
水分含量对小型制氧机而言,虽然也有一定的重要性,但是并没有像大型分子筛制氧设备那样影响到人体健康,关于水分含量>0.07 g/m3是否对人体有害也未见文献报道。而且小型制氧机受其本身条件的限制,致使氧气的露点基本上在-35 ℃以上(水分含量>0.1652 g/m3), 因此也有必要考虑选用新的露点合格限。小型分子筛制氧机生产注册时,执行的YY/T0298-1998《医用分子筛制氧设备通用技术规范》也只是推荐性标准,制定产品技术指标时也可以根据产品的技术及使用特点选用其中的条款,制定企业标准,也有必要考虑制定新的适合于小型分子筛制氧机的行业标准。
3.3 加强监管
(1)建立健全的监管机制。首先,应从源头抓起,加强对医用分子筛制氧机生产企业的监督,企业内部出厂检测中,可以将制氧机水分含量这一指标加进去,而不是只监控氧气浓度;其次,分子筛制氧机必须经过医疗器械监督部门注册检验,取得注册证才能上市;另外也要加强对消费者使用过程中对制氧机的管理,保证制氧机在使用过程中水分含量合格。
(2)加强监管力度。相关监管部门加强对市面小型制氧机监督抽查,建议医疗器械监管部门应将制氧机监督抽验列入年度抽验计划,制定专门的抽验方案,确保生产、经营及使用环节的产品质量[12]。
4 结束语
水分含量虽然仅是制氧机氧气里面的一个理化指标,但是它也影响到整台制氧机的合格与否,关系到制氧机日后的使用及寿命。因此该问题的解决势在必行,希望本文的建议对相关的企业和部门有所帮助。
[1] 刘宪,楼晓敏,陆钢,等.医用氧气在医院的管理[J].中国医疗器械信息,2010,16(12):55-58.
[2] 王焰.PSA变压吸附分子筛粉化原因分析[J].中氮肥,2001,(6):27-28.
[3] 陈逸樵.PSA制氧用空压机的选型与设计[J].深冷技术,2002, (1):15-16.
[4] 代铁军.浅谈医院分子筛制氧机的应用[J].时代经贸,2011,(20):65.
[5] 安爱华.浅议变压吸附制氧技术及其应用[J].有色金属设计, 2001,28(1):19-22.
[6] 张振友.分子筛在空气纯化系统中的应用[J].深冷技术,2006, (7):5-8.
[7] 马栋,王斌.分子筛系统吸附剂的选用和工艺技术的改造[J].化肥工业,2011,(4):46-48,51.
[8] 毕光迎.医用分子筛制氧机应用研究[J].医疗装备,2009,22(9):21-22.
[9] 柴玉莲.我区医用分子筛制氧机结果分析与评价[J].西藏科技, 2011,(8):40-41.
[10] 卜令兵,刘应书.变压吸附空气分离制氧微型化技术研究[J].低温与特气,2006,24(3):11-16.
[11] 袁晓静.空分设备残留水分的安全隐患及其检测注意事项[J].深冷技术,2011,(5):57-59.
[12] 黄祖勇.医用分子筛制氧设备的质量控制和安全管理探讨[J].中国医疗设备,2011,26(2):78-79.
Discussion of Moisture Content in Oxygen Produced by Molecular Sieve Oxygen Generator
LI Zhi-xiong, YANG Li-ping, CHEN Neng
Guangdong Medical Equipment Quality Supervision and Inspection Institute, Foshan Guangdong 528137, China
This paper analyzes and summarizes the inspection standard of molecular sieve oxygen generator and problems existed during the detection, then proposes corresponding suggestions which might be helpful for registration and supervision of the device.
molecular sieve oxygen generator; medical oxygen; moisture content; pressure swing adsorption
TQ116.11;R197.39
C
10.3969/j.issn.1674-1633.2014.07.034
1674-1633(2014)07-0096-02
2013-10-31
2014-04-09
本文作者:黎志雄,助理工程师。
作者邮箱:yanglipingjx@163.com
