浅议在线贴绒辟水条的优势
2014-06-23蔡水金焦熙印温艳清
蔡水金,焦熙印,温艳清
(1.上海同捷科技股份有限公司,上海201206;2.上海海马汽车研发有限公司,上海201201)
浅议在线贴绒辟水条的优势
蔡水金1,焦熙印1,温艳清2
(1.上海同捷科技股份有限公司,上海201206;2.上海海马汽车研发有限公司,上海201201)
内水切是车上不可缺少的一个零件。介绍了内水切的构造、当前主流生产工艺、前沿生产工艺;主要阐述了贴绒工艺与传统的植绒相比较具有的优点。
内水切;静电植绒;在线贴绒
0 引言
近年来,我国汽车工业发展迅速,尤其是轿车的产销量扩大,到2012年12月份,国内汽车销量超过1931万辆[1],民用汽车保有量88386014辆[2]成为全球最大汽车消费市场。同时,消费者对汽车的品质要求越来越高。在车内的小环境里,让驾驶者和乘客免于噪声、灰尘、漏雨的困扰,提供一个美观、环保、舒适功能的驾驶环境,使得主机厂越来越重视内水切的研发。
1 水切介绍
1.1 水切基本构成
轿车门窗玻璃内水切,安装在轿车前车门窗内侧,其主要作用是防水、防尘和隔离噪声[3]。该部件有的车是与车门装配;有的车与车门内护板装配;但是它必须与车门护板或车身配合牢固可靠,并且在该部件上有部分表面是外观面,也是主要工作面,工作面的绒条形状要保持良好,不允许有影响使用的扭转变形和压肩变形;植绒面应植绒均匀,不允许绒毛层脱离、粘胶、残留物外漏;植绒面应保持洁净,不允许有脏污。内水切的基本构成如图1所示。
水切基材由PVC或改型EPDM挤出成型,成品部件应满足如下要求:硬度:HS65~75;拉伸强度:15N/mm2或更多;延伸度:150%或更多;易碎温度:零下40℃或更低。骨架由低碳钢带或铝合金带棍压成型,绒带采用静电植绒复合工艺制作。其中绒毛标准,见表1。

表1 绒毛为尼龙材质长度及细度
1.2 水切与周边零件搭配方式
内水切的唇边分为单唇和双唇;内水切与门饰板的关系分为隐藏式和外露式;车门总成、门饰板总成、车门玻璃、内水切安装有多种配合方式。内水切的安装方式:一种为先卡装在车门总成止口上,另一种是安装在上饰板上,详见图2。
1.3 植绒工艺介绍
静电植绒的过程是将静电处理的绒毛 (两端产生极性)投入植绒箱的供料系统中,植绒绒毛经过供料系统中的计量刷以一定的数量从静电场一段开始,在静电场的作用下,按照静电场的方向,向待植绒的表面运动,并以一定的速度植入预涂的黏合剂层中。由于绒毛的比体积电阻与温度和湿度有关,因此植绒箱往往封闭在一个可以调节温湿度的植绒房里。一般温度控制在(20±5)℃,相对湿度控制在45%~55%。详见图3~4。
汽车内水切一般采用箱式植绒,按照被植绒产品的大小、形状做植绒箱,将绒毛放置在箱中,接通电源,这样植绒箱内形成了一个高压电场,被植绒产品从植绒箱一端送入箱内,经3~5s的时间,植绒完毕后从箱体另一端移出,烘干或晾干即为成品。详见图5。
1.4 贴绒工艺介绍
贴绒工艺的主要生产方式是将植绒工作包进行拆解,集中在某一厂家进行批量平面式静电植绒,而后将植绒带按照指定规格进行精切,作为水切生产材料厂家的原材料供货。
植绒带主要由绒毛、胶水层和基材层三部分构成。绒毛、胶水和基材都是原装进口,半成品是大规格的片材,先在基材面涂植绒胶如水性聚氨酯胶水,再将植绒毛植到胶膜层上。植绒带的初始宽度为6~50mm[4];总厚度约0.7mm,长度约2000m/卷。植绒带见图6。
目前全球可以生产植绒带的供应商见图7。
贴绒工艺的主要原理是利用PVC条子挤出时的余热(150~180℃),将植好绒的带子贴合在需要植绒的断面上。主要生产过程是:首先将塑料粒子送入挤出机,经挤出机加工形成规定形状、尺寸的素材;将植绒带,经放料装置、固定装置进行放料、导向,粘贴于上述素材上,得到准型材;准型材经冷却装置冷却,经牵引装置牵引至切断装置进行切断,即得到所需半成品。贴绒工序图见图8,9。
2 贴绒优势
通过以上阐述,采用在线贴绒工艺生产的水切省去了植绒、烘干和去余绒等工序。节约人工成本,同时也减少了产品生产周期和场地,提高了生产效率。同时由于采用在挤出模具上进行贴绒带的作业方式,绒毛在工厂生产前已植赋完成,所以胶水、绒毛等对人员身体有危害的加工不需要在工厂进行,车间环境可以得到进一步的改善。下面将详尽描述贴绒工艺主要优点。
2.1 外观品质优势
水切植绒区域的缺陷不允许超过下列规定:绒条尖边处有宽度不大于0.5mm、长度不大于15mm的无绒毛部位,且在每100mm长度内不多于一处;绒条尖边处有胶黏剂流淌而造成的突出部位,宽度不大于0.5mm、长度不大于10mm,且在每100mm长度内不多于一处;植绒面边缘由胶黏剂涂布不均匀而造成的无绒毛部位 (不包括尖端部位),宽度不大于1.5mm、长度不大于10mm,且在每100mm长度内不多于一处;绒条非植绒面由胶黏剂流淌而造成的局部植绒区域,其宽度不大于3mm、长度不大于15mm,且在每100mm长度内不多于一处。
传统的静电植绒属于异型面的植绒。植绒前采用滚轮刷胶水到水切的弧面上,由于胶水的搅拌不均或涂覆不均,以及胶层在水切耳朵弧面上流平性不佳造成局部胶堆积,均匀性差,进而造成内水切表面有局部区域缺绒、结块、夹渣外观缺陷。传统植绒的成品率一般只能达到80%~95%。
采用了在线贴绒,由于植绒绒带是采用平面植绒,上胶采用三棍,胶层厚度可以控制在±10μm内,胶层的流平性好,所以胶层的均匀性得到有效的控制,植绒带局部区域无绒毛或有胶水颗粒的现象将不再发生。由于采用了在线贴绒技术,几乎不存在外观缺陷引起的报废,成品接近100%。
2.2 可靠性优势
多数主机厂的水切植绒区域都要求经得起玻璃升降10000次不漏底材。为了满足这一绒毛耐久性,绒毛与水切的黏接性要非常可靠。贴绒工艺使用的植绒带采用中等温度长时间烘干,胶水的表层及里层的固化一致性好;上胶和植绒室的湿度能控制在(55±5)%,温度能控制在(25±3)℃,可大大减少湿度和温度对绒毛固化品质的影响;传统在线植绒,往往采用高温短时间烘干,表层和里层固化差别大,里层固化能力欠缺,一般密封条的植绒室没有温湿度控制,绒毛固化品质会受到环境影响。
2.3 成本优势
传统植绒时水切两端需要留20mm的余边,防止边界植绒不良导致产品无法投入使用,余边需要在植绒固化好后再冲裁掉,属于保证产品品质的必须消耗量。在线贴绒避免了上述消耗,绒带固化后可直接在线冲裁。
在线贴绒采用了不同于传统植绒的生产工艺方式,不需要上胶、植绒、烘箱加热固化、去余绒等工序,大大减少生产过程的人员、设备投入。
在线贴绒的外观合格率由传统植绒的80%~95%提升到100%。
2.4 绒毛的垂直度好
传统植绒,静电场长度短,单位面积下绒量大,对绒毛垂直度不利。在线植绒带是通过总长6m的3个静电场植绒的,单位面积内下绒量小,绒毛垂直度好;第3个静电场不下毛,主要作用为将垂直度不好的毛拉直。
绒毛的垂直度好,植绒线性整体不会出现缺绒、绒毛稀少等外观缺陷。同样尺寸的产品贴绒的要比植绒的滑动阻抗小。
2.5 VOC优势
由于贴绒生产的水切是将植绒作业包拆离进行单独作业,而传统的植绒时将水切挤出植绒后就供给主机厂的。整个流通环节上看,贴绒的含胶作业流程到该产品装到整车上分配的时间更长,也就是说贴绒的水切有更多的时间将VOC挥发掉。如下是对两种工艺方式下水切生产好一周内的产品取样进行检测。贴绒工艺在VOC上各个指标具有优势,详见表2。
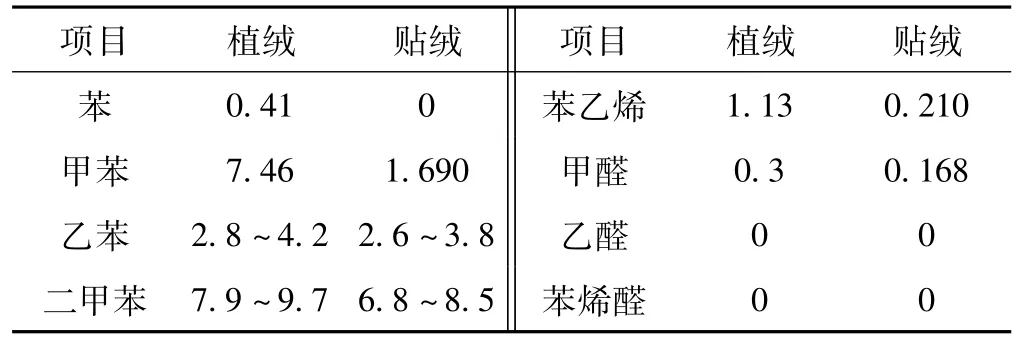
表2 植绒贴绒工艺VOC测试值 mg
3 总结
通过以上阐述,在线贴绒在生产设备场地人员投入、生产效率、零件成本、VOC、可靠性、产品合格率等方面比传统的植绒水切都有不同幅度的提升。未来的汽车将更广泛地采用贴绒水切,目前国内的一汽大众、上海大众、奇瑞、比亚迪、海马等车型已开始采用贴绒工艺的内水切。
【1】于元渤.第三部类汽车市场[M]//中国汽车市场年鉴,2013:33.
【2】于元渤.2012年私人车辆拥有量[M]//中国汽车市场年鉴,2013.
【3】魏敏.汽车门窗内水切密封条切口模设计[J].制造技术与机床,2009(7):29-33.
【4】顾真贵.汽车用密封条植绒带:中国,CN202319112[P].2012-07-11.
Discussion on the Advantage of Online Stick Cloth with SoftNap
CAIShuijin1,JIAO Xiyin1,WEN Yanqing2
(1.TJ Innova Engineering&Technology Co.,Ltd.,Shanghai201206;2.Shanghai Haima Development Co.,Ltd.,Shanghai201201)
Window slot seal inner is a indispensable part in automobile.The structure,main production technology,advanced production technology were introduced.The advantages of online stick cloth with soft nap were illustrated comparing with static flocking.
Window slot seal inner;Static flocking;Online stick cloth with soft nap
2014-02-25
蔡水金(1983—),女,在读工程硕士,工程师,主要从事汽车门护板总成和仪表台总成设计工作。E-mail:Caishuijin@163.com。
