催化裂化装置K H型喷嘴安装技术
2014-06-09侍树辉中沙天津石化有限公司300271
侍树辉(中沙(天津)石化有限公司 300271)
随着重油催化裂化技术迅速发展,催化裂化装置为解决原料油重质化、劣质化以及难裂化,焦炭产率高等问题。越来越多的催化裂化装置均采用高效HK型进料喷嘴解决以上问题。
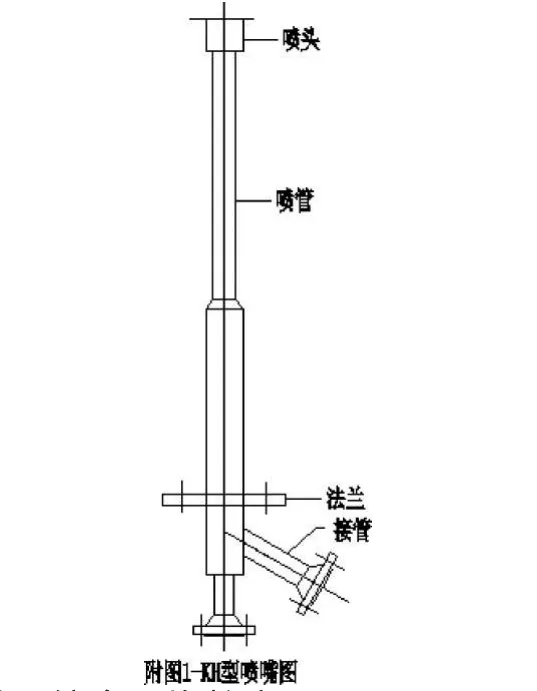
KH型喷嘴(附图1)特点:(1)喷嘴使用寿命增强,途径是改变喷嘴出口喉道材料。用硬度极高的B(硼)涂层来代替过去的堆焊Co.Cr.W(钴铬钨)。使工作温度600℃时,硬度由HRC35提高到HRC58以上。
(2)雾化粒度细,综合平均粒度SMD=60µm,同时蒸汽量小,小蒸汽量粒度仍在SMD=60µm前提下。即收率不变仍能降低雾化蒸汽量1-2%。重油炼制而言,可由过去5-6%降为4%左右,是节能的最佳方法,蒸汽量下降1%,节能的经济效益是每吨油成本可下降1-1.4元/吨,以降低1%蒸汽量算,100万吨/年处理量,每年可节省至少100万元/年。
(3)特别适合对特重、特差油的炼制。使用KH型喷嘴后可使提升管基本不生焦。在生产运行中,由于提升管基本不生焦,生产也可连续运行,从而减少了不必要的损耗。
催化裂化装置中KH型喷嘴安装的质量直接关系到进料雾化效果的好坏和产品质量收率以及产品的使用寿命,因此催化裂化装置中KH型喷嘴的安装技术对该产品的施工能起到一定指导作用。
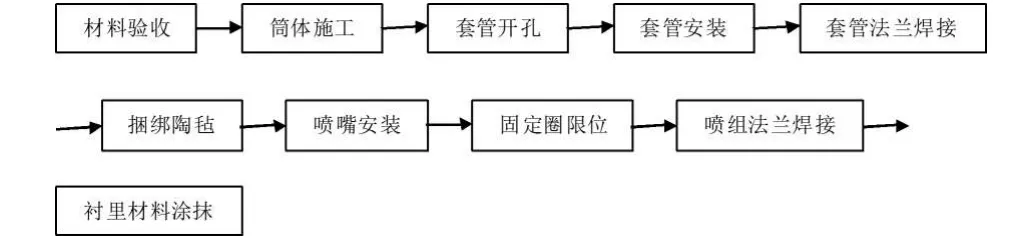
一、KH型喷嘴施工流程
二、提升管施工要求
1.提升管的筒体施工
(1)筒体使用滚扳机滚制焊接而成,椭圆度≤1%D,且<25mm。
2.提升管的套管开孔
(1)套管孔位于提升管的圆周上,所有孔的轴向标高应当相等,不等高度≤±1.5mm。
(2)孔的径向分部应均分,不均分度≤±1.5mm。
(3)两对应孔(180°)的中心连线应当通过提升管的轴线,即提升管的中心。
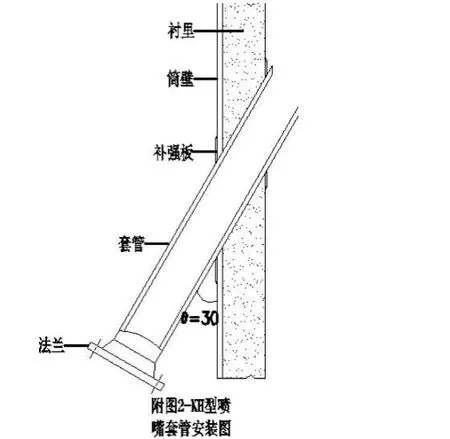
3.套管的安装(附图2)
(1)套管与提升管轴线的夹角为θ=30°。θ角误差方向应为相同。可用模板来对应角度(本次施工我单位采用角度尺精确测量),其角度误差≤±0.5°。
(2)套管的轴线延长线应当与提升管的轴线相交,这两轴线形成的面应为提升管中心面。确定套管安装的位置的方法有两种:
a.光路确定:由套管往提升管内打光束,和对应套管的那路光束正好相交在提升管的轴线上;
b.直杆延伸确定:用两个外径等于套管内径的木棍在两个对应套管内往提升管内部推,两木棍相交且通过提升管轴线即可。
4.套管法兰的安装
(1)套管法兰的端面一定要和套管轴线垂直。端面和套管轴线角度在90°±0.3°(角度尺测得),保证这点非常重要,这是保证喷嘴能否正常运行的关键因素。
三、KH型喷嘴安装技术要求
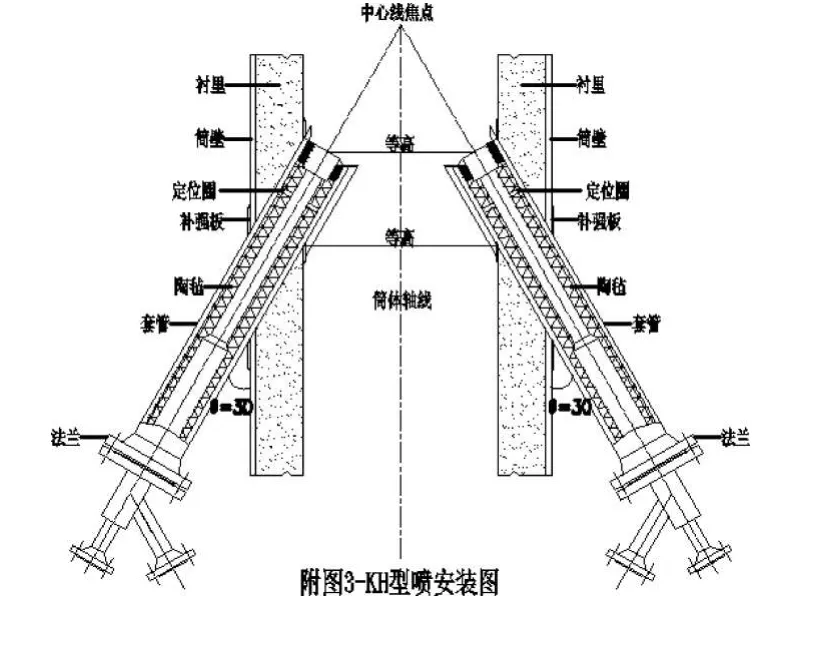
1.安装时要求两对喷嘴严格对中(附图3),即两喷嘴中线一定要通过提升管轴线,首先要求套管对中,即先将两对套管中心线通过提升管轴线,然后以套管为基准将喷嘴裹上陶毡塞进套管。套管法兰端面应和套管垂直,不垂直度≤±0.4mm。
2.喷头伸入提升管内的长度,以头部露出提升管内壁边缘即可。
3.要求伸入提升管内的喷嘴头部上开的各孔在提升管内高度相等,即以一个喷嘴伸出的双孔水平,其高度为基准,其他各喷嘴各孔都以此对齐、等高(采用水平管测得)。对中和等高都是非常重要的,尤其是只有两个对喷喷嘴时,特别要求严格。
(1)对一对单孔喷嘴而言,若对中不好,对喷时油束碰不上,就要冲到对面提升管壁上,造成击穿管壁事故。对中第一,等高第二。若不等高,则对喷点不是在提升管轴线上,雾化油滴就分部偏,油滴分部不好。

(2)双孔安装要求:
a.等高度要求特严格,(即所有孔在提升管内高度相同,即在提升管内这些孔的连线都在同一面内,而且和提升管轴线垂直,即这些孔形成的平面是和地面平行的。对每个喷嘴双孔的连线一定要和地面平行。对每一喷嘴在提升管内伸出长度应当相等,则这些和地面平行的孔的连线成的平面是和地面平行的。
b.在安装喷嘴的套管法兰上画一根通过法兰中心且和地面平行的中心线,将喷嘴双孔连线平面沿着这法兰上画的与地面平行的中心线向套管内推,推进量以安装图为准。深入提升管高度相同,则用伸在套管外面的喷嘴长度来控制。
4.在对中、等高、伸出尺寸都已符合要求后,再在喷嘴上装平焊法兰,法兰孔对好后点焊。
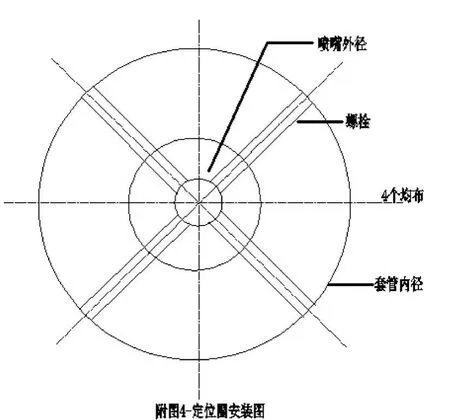
5.喷嘴安装时装有固定圈,目的之一是能和已调好对称的套管同心,使两喷嘴也能对称,第二是使喷嘴装载套管内增加一支点,阻止喷嘴在正常运行时由于单支点悬臂而发生振动,固定圈是一个环,内径为喷嘴外径,外径为套管内径,此外径用螺栓调整(附图4)
6.套管与喷嘴之间的空隙用陶纤填实(即将喷嘴裹上陶毡塞进套管)。
7.喷嘴用陶毡裹住往套管里推进后,套管与提升管交接处,在陶毡与提升管之间,涂上耐磨衬里材料,以防止陶毡与提升管内接触粘住硬化,使喷嘴以后拆除困难。涂上耐磨衬里材料后,拆卸时,将衬里材料打碎,喷嘴拉出来方便。(附图5)
四、KH型喷嘴投产时注意事项
1.喷嘴前的进油阀一定试压,保证关的严实,否则会引起开工前因关不严,引起油泄漏进喷嘴,并粘在喷嘴内,成为生焦的核心,运行时越积越大严重时甚至会将喷嘴通道堵塞。
2.开工前进油阀要关,开工时在打开。
3.喷嘴前进蒸汽的调节阀相应压力表应当灵敏度高,使运行时调节阀门,仪表能正常相应反映出调节量的大小,精确计量调节数据
4.油处理量不变时,蒸汽压力升高,雾化粒度会细化,同时油压相应升高。
5.当加大油处理量,蒸汽压力不变,雾化粒度会细化,同时油压相应升高,总之,蒸汽压力升高,或油压升高,都会使雾化粒度细化。
6.若油压太高,装置承受不了,则关小蒸汽压力,雾化粒度不变,这时油压下降。
结束语
通过上述安装方法,大港石化公司160万吨/年催化裂化装置检修中KH型喷嘴更换后使用效果良好,从雾化蒸汽使用和寿命上都有了很大改善。有效提高催化裂化装置液体收率,降低生焦,减少蒸汽用量,降低了能耗。
[1]SH3504-2009催化裂化装置反应再生系统设备施工及验收规范.
[2]KH型喷嘴在催化裂化上的应用.
[3]KH型喷嘴说明书.
