基于HNC-818B数控转台螺距误差补偿的研究
2014-06-04张鑫
张鑫
(长春职业技术学院,吉林长春 130033)
定位精度是影响数控机床高精度性能的一个重要方面,企业使用的多数数控机床采用半闭环控制系统,定位精度在很大程度上由滚珠丝杠精度决定。尽管滚珠丝杠的精度较高,但是长时间工作势必会因为磨损而产生误差,从而造成生产出的零件中有废品。通过螺距误差补偿可以提高数控机床的定位精度,从而保证零件的加工精度[1]。利用自准直仪对回转轴螺距误差进行测量,并通过双向螺距误差补偿使数控转台定位精度得到显著提高。
1 双向螺距误差补偿原理
螺距误差补偿的基本原理是利用高精度测量系统多次对数控机床某坐标轴有效行程的一系列坐标位置进行测量,计算出指令位置与实际检测位置的平均差值,并将此误差值输入数控系统中,数控系统在加工过程中会自动对该轴补偿点的误差值加以补偿。
采用半闭环控制的数控机床,当滚珠丝杠螺母副磨损一段时间后或者本身滚珠丝杠螺母副精度不高时,为了获得超过滚珠丝杠的运动精度,以便提高零件的加工质量,就需要进行螺距误差补偿[2]。单向螺距误差补偿无法满足高精度数控机床坐标正反向运动误差一致性的精度补偿要求,因此要对机床做双向螺距误差补偿。
2 自准直仪误差测量系统
自准直仪误差测量系统如图1所示,通常由体外反射镜 (部件13)、物镜光管部件 (部件6-12)以及测微目镜部件 (部件1-5)三部分组成。如果将部件13反射镜用多面棱体 (多面体和回转台同轴固定)代替,便可进行回转轴 (转台)定位误差测量。

图1 自准直仪误差测量系统
3 数控转台 (A轴)未进行螺距补偿前的定位精度检测
在实际工作过程中,可以采用激光干涉仪和自准直仪。相对于激光干涉仪,自准直仪价格便宜,且调整过程容易,得到广泛应用。采用自准直仪和八面棱体配合对回转轴定位精度进行测量,算出实际距离与目标位置的偏差值,输入控制系统中,完成螺距误差的补偿。
3.1 安装并调整自准直仪误差测量系统
自准直仪误差测量系统安装与调整过程如图2所示:(1)安装基盘。将基盘装夹在转台回转中心,并用磁性千分表找正,控制同心误差在1 mm左右,将二者固为一体;(2)安装多面棱体;(3)安装支撑架以及自准直仪。调整水平调整板,使主体物镜中心和多面棱体的反射镜中心大致处于同一高度,移动仪器主体,使多面棱体的反射面对称地处于主体入射光瞳的中心,其光轴与多面棱体的旋转轴线成90°;(4)经过上述调整后,在目镜中应能看到十字线像;(5)读数。转动测微鼓轮,使指标线在视场内移动,直到指标线套在十字线内,即可从刻线分划板及测微鼓轮上的刻度读出数值。
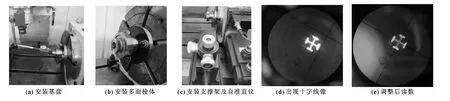
图2 自准直仪误差测量系统安装与调试过程
3.2 与A轴螺距误差补偿相关参数设置
(1)螺距误差补偿清零设置
开机进入HNC-818B数控系统参数设置界面后,选择软键“系统参数”,将光标移动到“误差补偿参数”后,按“ENTER”键将“误差补偿参数”展开。选择A坐标轴“补偿轴3”,进行以下参数的设定:
303020螺距误差补偿类型,设为2:可进行双向螺距误差补偿;
303021螺距误差补偿起点坐标,设为0:补偿起点为0;
303022螺距误差补偿点数,由于采用八面棱体,故设为9;
303023螺距误差补偿间距,因为采用八面棱体,补偿间距为45°,故设为45;
303026螺距误差补偿表起始参数号,该参数用来设定螺距误差补偿表在数据表参数中的起始参数号,在指定螺距误差补偿表起始参数号时应避免与其他已使用的数据表发生重叠,且补偿表存储区间不允许超出数据表参数范围,设为700100;补偿值序列以该参数号为首地址按照采样补偿点坐标顺序 (从小到大)依次排列,双向螺距误差补偿,应先输入正向螺距补偿数据,再紧随其后输入负向螺距补偿数据[3]。将参数700100~700117全部设为0。
开机后重新回参考点,以便使转台 (A坐标轴)运行在一个完全没有经过参数补偿的状态。
3.3 编写转台 (A轴)双向螺距补偿程序
补偿程序如下:

3.4 误差测量与计算
设置好参数后,进行机床位置精度测试,将结果记录在图3中,并计算各种偏差,如图4所示。

图3 转台精度检测记录表
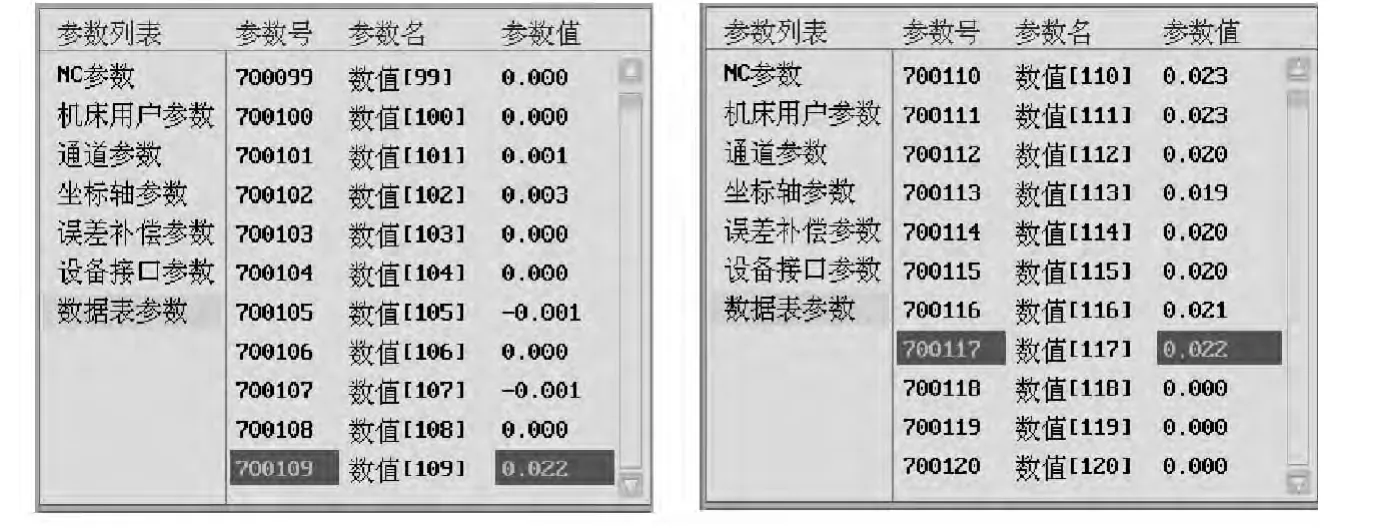
图4 数控转台螺距误差补偿界面
4 数控转台螺距误差补偿
由于自准直仪测量的单位为s,而数控系统补偿的单位为 (°)。所以,应按照图3中平均位置偏差(°)所对应的数值进行输入。参数补偿界面如图4所示。
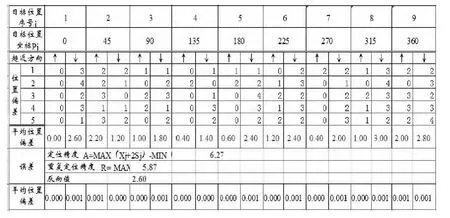
图5 螺距误差补偿后转台精度检测记录表
5 重新测量数控转台的定位精度
参数设定后,开机后重新回参考点,再次执行程序进行A轴定位精度检测,螺距误差补偿后转台精度检测记录如图5所示。
6 结论
通过研究证明:利用自准直仪对数控转台定位精度进行测量,并以HNC-818B系统的数控转台为例进行双向螺距误差补偿,可以提高数控转台的定位精度和重复定位精度,从而保证零件的加工质量。
【1】张鑫.基于HNC-21S数控实验台的故障诊断技术研究[D].长春:吉林大学,2009:32-36.
【2】陈勇,王青春,徐伟.XK714/1数控铣床螺距误差补偿[J].机床与液压,2012,40(8):24 -25.
【3】孙海亮.数控电气控制基础及实训[M].武汉:华中数控有限公司,2009.
猜你喜欢
杂志排行

机床与液压的其它文章
- Influence of airflow uniformity over the duct outlet of vehicle air-condition on cooling performance*
- Design and realization of signal acquisition digital system for leak detection of water supply pipeline*
- Experimental study of chip formation and cutting force during
- Adaptive strategy of error anomaly processing in human simulated intelligent control*
- Phase-Lock technology of full digital UPS based on DSP*
- Software development for on-machine measurement of large CNC gear shape*