TSVG在冶金轧机系统中的应用
2014-05-23冯建云
冯建云
(特变电工新疆新能源股份有限公司,乌鲁木齐 830011)
轧机是冶金行业的主要加工设备,在冶金行业得到了广泛使用,它主要由上辊和下辊两台电机组成。轧机控制精度较高,因此轧机一般使用稳定可靠的直流调速系统对各电机进行控制,轧机在工作过程中需要消耗大量的感性无功,尤其在启动和停止过程中无功功率和有功功率都波动剧烈,引起供配电系统严重的电压波动与闪变。
轧机前端为电力电子整流器件组成的不控整流电路,因此工作时产生大量谐波,谐波的趋肤效应和邻近效应,使得供配电系统损耗增加,为了提高供电系统功率因数和抑制谐波电流,提高电能质量,在10kV 进线侧装设一台SVG 进行无功补偿和谐波抑制。无功补偿与谐波的综合治理,使得轧机供电系统的电能质量得到极大改善,保证了供用电的安全,而且有效的提高了用电效率,节能降耗的效果显著。

图1 某轧机现场配电系统示意图
1 轧机的电能质量分析
某轧机现场供配电系统示意图如图1所示,主要是由下辊整流支路、上辊整流支路、励磁之路、加热支路等组成。本工程在10kV 母线上加装一套新疆特变电工集团10kV TSVG 装置,以实现对无功功率及谐波抑制进行综合治理。
1.1 轧机工作时无功情况
图2记录了某轧钢机在轧制TA2,Gr2,TA10材料时约75min 内轧钢过程的电量变化情况,变比为100,由图可以看出,该轧钢机启动时在数秒内无功由0 阶跃上升至2732kvar,在轧钢机停止时无功又迅速地阶跃下降至0。
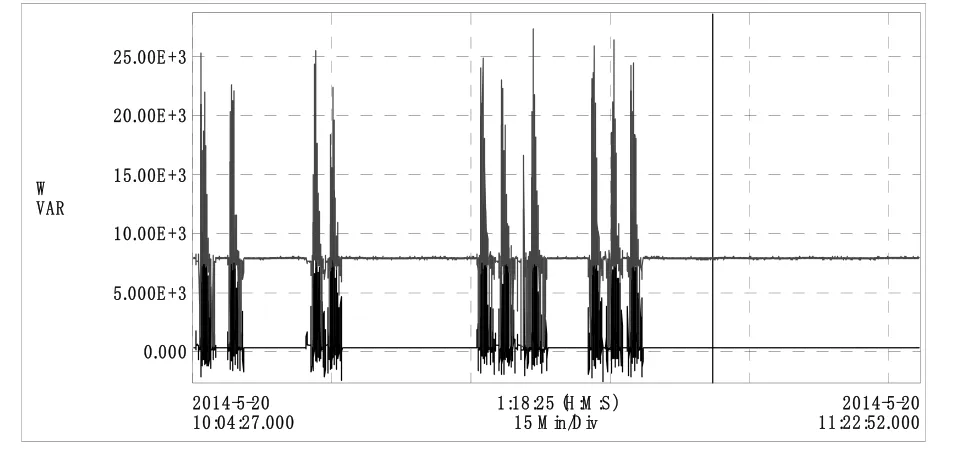
图2 轧机工作时无功有功变化曲线
1.2 轧机工作时谐波情况
上辊整流变以及下辊整流变支路为轧机主动力电机支路,主要提供轧机上下棍直流电机的供电,供电方式为12 脉冲整流供电,上下棍咬钢过程中瞬间功率迅速大幅度提高,同时12 脉冲整流电路会产生11、13 次谐波成分。
辅整变和精整变支路为三相6 脉冲整流电路,功率输出过程产生部分5、7 次谐波电流。整个生产过程各负荷支路协同运行,对于电网造成明显的功率冲击和谐波污染。轧机工作时产生的电流谐波主要是5 次、7 次、11 次、13 次谐波,其实际情况如图4、图5、图6、图7所示。
图3 5 次谐波电流趋势图
图4 7 次谐波电流趋势图
图5 11 次谐波电流趋势图
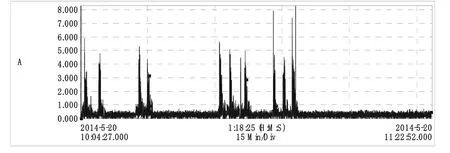
图6 13 次谐波电流趋势图
2 轧机的电能质量治理措施
针对轧机的电能质量特性,通过对负荷特性进行详细分析,选择10kV 6Mvar 的TSVG 对整个配电系统进行无功补偿和谐波治理。传统的滤波补偿系统均属于阻抗型补偿装置,对系统参数很敏感,当参数配置不合理、或者过一段时间系统参数发生变化后,很容易引起系统谐振或谐波电流放大,这也是一些传统滤波补偿设备经常运行不正常的重要原因。TSVG 是电流可控型设备,对系统参数不敏感,不会与电网阻抗发生系统谐振,产生谐波放大的情况,即使补偿对象的电流过大,TSVG 也不会发生过载,并能正常发挥补偿的作用,在任何情况下均可动态连续平滑地发(吸)无功,补偿电流完全可控。SVG 较传统无功补偿装置,具有响应速度更快、电压闪变抑制能力更强、运行范围更宽、占地面积更小、谐波补偿、自身损耗更小的特点。

图7 轧机工作时电流波形及频谱
2.1 高速的响应性
传统无功补偿设备的理论响应时间在 20~40ms 左右,而 TSVG 的负荷补偿全响应时间为12.38ms,如图8所示,完全满足DL/T 1215 电力行业标准,因此特别适合快速暂态过程的补偿。对电力系统抑制闪变而言,在无功容量足够的情况下,补偿装置输出无功的响应时间是闪变补偿效果的决定性因素。在相同的补偿容量下,响应时间越小的补偿装置对电压闪变的抑制效果越好,在同等闪变抑制要求下,响应时间越小的补偿装置所需要的补偿容量也越小。如图8所示,很明显快速的补偿能力将成倍地提高闪变的抑制效果。
由于TSVG 设备具备如此快速的响应性和动态调节能力,因而可以随时跟随负载变化,动态连续补偿功率因数,根据需要快速调节无功的大小和极性。图9表示了闪变改善率受无功补偿度的影响状况,可以看出其改善效果受无功补偿响应时间的影响。
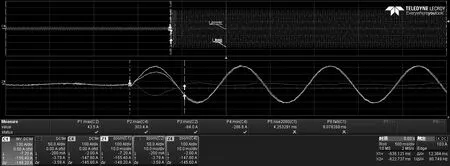
图8 TSVG 全补偿响应时间测试
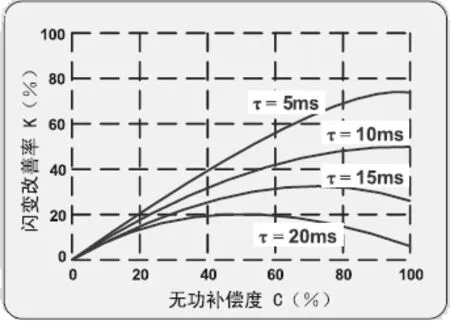
图9 闪变改善率与无功补偿度曲线
2.2 补偿无功功率的同时动态滤除谐波电流
TSVG 采用移相载波技术、单元级联技术、SPWM 调制技术,通过FPGA 快速计算无功及各次谐波电流,高速DSP 使用传统PI 控制和重复控制,运算产生调制控制信号,FPGA 再下发给各个单元控制板,SVG 设备本身不产生任何谐波电流,同时还可以在补偿负荷无功功率的同时滤除负荷电流的谐波分量,如图10所示,可见经过TSVG 滤除后,被补偿电流由严重的畸变形态变成优良的正弦波了。
3 SVG 应用分析
3.1 SVG 装置现场照片
SVG 装置现场如图11所示。
3.2 SVG 接入后系统电能质量
SVG 投运后对谐波电流的补偿效果得到显著提升,轧钢机的特征谐波主要是5、7、11、13 次,图12显示了SVG 谐波电流补偿的测试效果,各次谐波电流都降至1%左右,谐波电流得到有效地抑制。
4 结论
轧机是典型的整流负载,工作时产生快速变化的无功和谐波电流,引起了电压波动及闪变,降低了配电系统的功率因数,谐波电流由于趋赴效应和邻近效应,增加了配电网的损耗。采取特变电工TSVG 进行补偿后,无功和谐波均得到治理,目前现场运行良好,得到用户的好评。
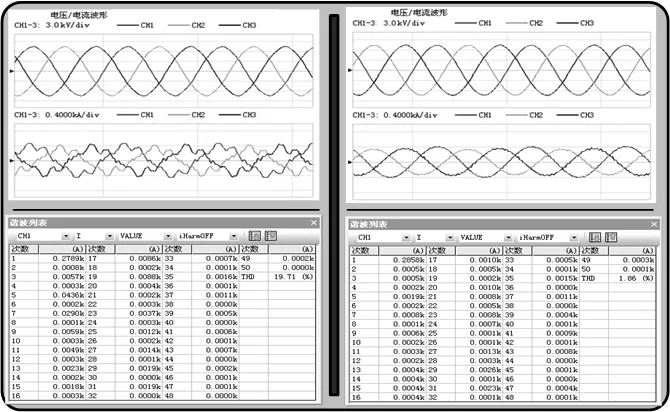
图10 畸变电流经TSVG 滤波后改善效果图

图11 SVG 装置现场情况
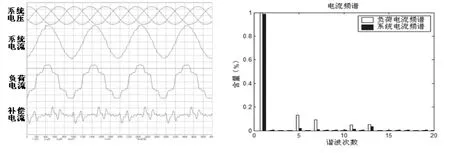
图12 轧机系统运行状态下电力参数检测
[1] 王兆安.谐波抑制和无功功率补偿[M].北京:机械工业出版社,2005.
[2] GB/T 14549-1993 电能质量 公用电网谐波.
[3] 谢水荣,姜齐荣.柔性交流输电系统的原理与应用[M].北京:清华大学出版,2006.
[4] 陈雷,肖靓.浅谈新型静止无功发生器[J].电力电容器与无功补偿,2011(3).
