CTD烘丝机进料系统堵料问题的分析与改进
2014-05-22戴宇昕
戴宇昕
厦门烟草工业有限责任公司,福建省厦门市海沧区新阳工业区新阳路1号 361022
CTD(Comas Tower Dryer)是意大利COMAS公司研制的新型塔式气流烘丝机,具有塔身高度低、膨胀与干燥一体化等优点,目前已在国内卷烟企业开始使用。由于CTD进料系统结构设计过于紧凑,在生产过程中经常出现进料系统堵料问题,对后续烘丝生产造成影响[1-3]。针对类似堵料问题,李计刚等[4]调整了风速的稳定性,并指出输送管道表面光滑度对进料系统影响较大,可加强表面修磨及维保力度。王建伟等[5]进行了风速理论计算,并在进料器中增设了吸风管。由于CTD烘丝机在国内尚处于初期使用阶段,上述改进方法尚未取得理想效果。为此,通过研究进料系统的气流走向,分析了各生产阶段的堵料原因,采用调整系统水汽、平衡压力、稳定烟丝流量等方法对CTD烘丝机进料系统进行了改进,以解决在生产过程中存在的频繁堵料问题,提高烘丝生产效率。
1 存在问题
1.1 工作流程
CTD烘丝机采用的是对流式干燥方式,主要由计量系统、进料高频振槽、进料气锁、膨胀单元、干燥塔、切向落料器、燃烧炉、出料气锁等组成,见图1。烟丝经计量管1、电子秤2称量后,由输送带3进入CTD进料端的匀料器4,随后落入高频振槽5,经松散后从进料气锁6进入烟丝膨胀单元8。在膨胀单元8内被引射蒸汽及热风共同作用后推送至干燥塔9,在高温中快速脱水干燥,经切向落料器11的气料分离,由出料气锁12离开CTD。烘丝干燥的整体热量由燃烧炉13提供,并在其热风出口处施加蒸汽控制整体含氧量。在生产过程中,堵料主要发生在进料气锁6至膨胀单元8末端,分别出现在长时间停机后的料头阶段、流量异常骤降阶段以及间歇生产中段,由此影响生产进度。
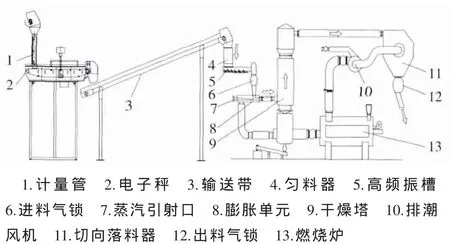
图1 CTD烘丝机结构示意图
1.2 料头阶段堵料过程分析
料头阶段堵料主要存在于气锁至膨胀单元段的“L”型通道,见图2。膨胀单元呈文丘里管型,在其末端有5路蒸汽引射热风。依据流体动力学方程,流体在封闭管道中作稳恒流运动时,任意一点均满足伯努利定律[6]:

式中:P——管道中的静压(Pa),ρ——流体密度(kg/m3),V——流体速度(m/s),C——常量。
即流体的静压与速度的平方成反比,速度越大,静压越小。该处管道的文丘里管处于由收缩转为扩张阶段,因而气速快、压强降低。在此处下落的烟丝在快速吸湿后,内部水分迅速突破烟丝组织脱出,产生膨胀作用,提高烟丝填充值。同时由于收缩段压强降低形成负压,引导热风快速从此处经过,并将烟丝迅速推送至干燥塔,形成使烟丝能够流向干燥塔的直接动力[6]。分析可知,快速流体未能及时将物料带走是造成“L”段堵料的直接原因。料头阶段造成烟丝流动受阻的原因是物料在管道内结垢,阻碍了烟丝流动。

图2 膨胀单元“L”型结构示意图
1.2.1 初始堵料位置
由于流经膨胀单元的风量设定为5500 m3/h,如果忽略流体的压缩因素,那么根据流体连续性方程,封闭性管道中作稳恒流运动的流体,在单位时间内流进某截面的流体质量必等于在另一截面流出的流体质量,即管道的进出口流量相等[6]。

因此,穿过膨胀单元平均截面的风速为:

式中:v——风速(m/s),Q——风量(m3/h),b——膨胀单元宽度(m),h——膨胀单元平均高度(m)。
该风速造成“L”型结构垂直段与水平段产生1.40 kPa的负压压差[7]。由于干燥塔内主工艺风机抽吸的负压作用,热风携带的水汽无法从垂直段的通道溢出,也不可能在垂直段附着。因此水汽附着是造成水平段烟丝粘黏堵料的主要原因。
1.2.2 水汽主要来源
在来料烟丝含水率正常情况下,堵料频繁发生在长时间停机后的首次开机初始阶段,且每次能清理出“L”型通道水平段粘料量约3.7 kg,说明在进料过程中存在大量的水汽冷凝于通道壁上。水汽的来源可能有引射的蒸汽、热风携带的水分、物料自带的水分。初始堵料的位置位于竖直段或水平段,与长时间停机有必然联系,可以排除物料自带水分在遇热后附着于通道侧壁的因素,那么水汽的来源只可能是热风中的水分或引射蒸汽带的水分。
对于长时间停机后的蒸汽管道,虽然蒸汽控制柜安装了多路排冷凝水管路,但停机后气动薄膜阀关闭,致使阀与阀之间的管道被阻隔,残存其中的冷凝水在引射喷嘴前积压,难以在预热阶段被全部带出喷嘴并在膨胀单元被烘干[8],由此引起的高温高湿使烟丝在膨胀单元内的粘性迅速增大。而在膨胀单元水平段管壁处于紊流状的热风,推送物料的能力不足,使这些烟丝粘附在管壁上,缩小了水平段管径,增加了堵料的几率。后面的批次即使在料头阶段,由于残存冷凝水已排净,堵料中断的次数明显减少。因此,控制好生产初始阶段的喷射蒸汽含水量是控制此类问题的关键。
1.3 流量异常骤降阶段堵料过程分析
流量异常骤降后发生的堵料问题所占比例最大,平均0.9次/批。通过观察发现,在流量骤降后,匀料器的物料量会突然增大,烟丝堆来不及被高频振槽松散就涌向进料气锁,而气锁下狭小的“L”型通道无法应对大量的烟丝,由此产生堵料现象。流量骤降时匀料器料量突然增大的原因是匀料器上游无松散振送设备,配置的输送带也没有变频功能,只能匀速运转,致使其带速不能及时与加速后的电子秤相匹配。
当来料流量稳定时,电子秤上的物料量也稳定在设定值范围内,此时输送带以设定速度平稳运行。即使流量波动而导致电子秤带速调整,其变化量也不会影响后续输送带的匀速运行。当流量波动较大时,计量管的低料位光电管导通,上游输送带提速,使上游物料快速输送到电子秤上,稳定电子秤带速。
但是当流量异常骤降时,电子秤上的物料由均匀分布改变为靠计量管侧物料分布较低,使输送带上的物料总质量降低。此时计量管低料位光电管导通,由上游输送带提速输送烟丝进行补充,如果上游缺烟丝或尾料等其他异常状况而不能及时补偿,则会使电子秤上的烟丝越来越少。为保持后续流量稳定,电子秤只能不断地加速运行进行补偿。当电子秤皮带开始加速时,远离计量管一侧的物料仍是正常物料量,由此造成下游输送带上的烟丝过量堆积,见图3。由于下游设备为非变频的匀速输送带,只能提供缓冲,对持续增大的电子秤带速所输送的烟丝堆积无法进行匹配。当烟丝堆积超过CTD进料气锁的堵料极限时,就会产生堵料,见图4。因此控制好电子秤与下游匀速输送带的匹配关系,可以解决下游输送带物料过量堆积的问题。
1.4 生产中段堵料过程分析

图3 尾料阶段电子秤带面物料分布图
CTD烘丝过程是一套独立系统,为了保证内部热风对烟丝进行干燥,系统与外界空气不断进行交换。当系统出现排潮不畅时,系统内部的回收热风量增多,压力相对变大,由此对物料进入造成较大阻力,产生堵料问题。当系统的排潮量发生变化时,其与外界进出的空气量也会发生变化。由于大气的含氧量约为21%,而系统设定值仅为3.5%,过多空气进入系统会提高系统含氧量、降低风温,并增加蒸汽喷射量,致使出口烟丝含水率上升;当进入系统的空气量减少时,会降低系统含氧量,减少蒸汽喷射量,同时系统内气体干燥能力增大,造成出口烟丝含水率下降。这些变化与流量中断并行发生时,排潮状况就有可能出现异常[7]。
进料气锁叶片的铜耐磨条与气锁侧壁间隙也会影响系统内部压力。耐磨条与侧壁存在适当的间隙,可以使一定量的空气进入,空气在“L”型结构喷吹负压的导引下推动烟丝前进。如果耐磨条间隙过小,进入的空气量少,推动物料的压力减少,不利于进料;如果耐磨条间隙过大,大量空气进入,虽有利于进料,但会影响含氧量、热风温度等,不利于烟丝膨胀[8]。因此,该阶段应控制好排潮量及气锁密闭性。
2 改进方法
2.1 冷凝水排放
改进前蒸汽管路中残存冷凝水因停机时阀门关闭无法有效排放,并在开机预热阶段通过喷射器和管道被带进膨胀单元[9]。观察发现,积水现象主要存在于蒸汽管路减压阀与文丘里管喷嘴气动开关阀之间,以及减压阀与含氧量控制喷嘴气动开关阀之间。
改进后在往膨胀单元的蒸汽管路中加装一套疏水系统,同时在往燃烧炉蒸汽管路的薄膜开关阀后加装一路旁通排放系统,降低燃烧炉工艺热风在生产初始时的潮湿程度,见图5。疏水系统解决了文丘里管喷嘴预热时积水对膨胀单元的影响,旁通阀在开机前进行积水排放,疏水阀对生产时的冷凝水进行控制。燃烧炉旁通排放系统解决了控制含氧量蒸汽的冷凝积水问题,消除了因冷凝水融入热风而对膨胀单元及系统湿度产生的影响,避免热风带有水分引起膨胀单元堵料。
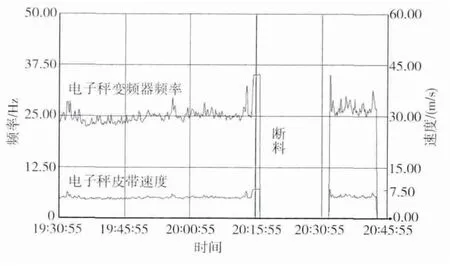
图4 尾料阶段电子秤频率、速度曲线截图
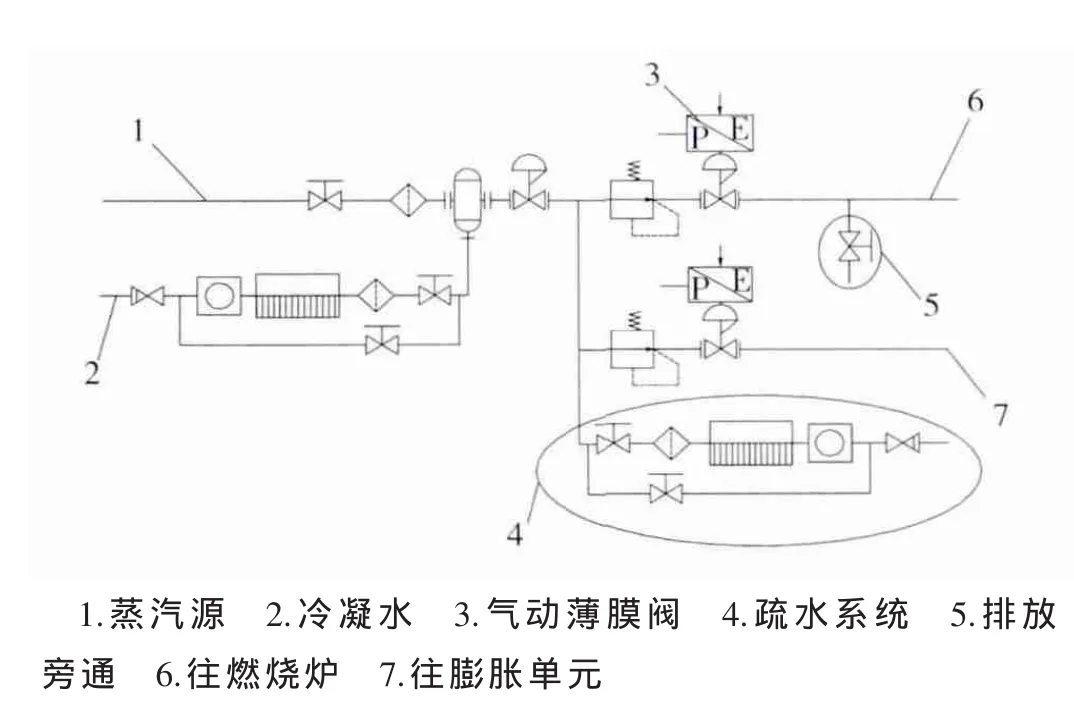
图5 疏水管路结构示意图
2.2 料量控制
对于流量异常骤降阶段,为解决电子秤带速无法与下游匀速输送带相匹配而引起堵料的问题,主要通过改善电子秤与匀速输送带的匹配关系,以解决电子秤出口输送带上物料过量堆积问题,使物料进入气锁前能充分松散均布。改进后电子秤下游输送带中段加装了拨辊,作为电子秤变速时的补偿。设计时拨辊前后走料留有空间,辊高可以调整。当电子秤加速引起物料扎堆时,过高的物料经过拨辊保证了物料量的稳定。当正常物料流量时,拨辊不参与物料高度的调整。
2.3 系统内压力控制
生产中段的堵料现象出现较少,一般发生在烘丝系统内外气体交换异常或内部压力异常时。对此要以预防性维修为主,保证排潮管道的抽吸顺畅及气锁的气密程度。设备在管道接口处一般利用软连接实现伸缩变化,原软连接材质为内层石棉帆布与外层高温硅橡胶,在高温高湿环境下,内外层容易发生径向剥离并产生硬化,从而使软连接的通径减小,排潮受阻。
改进后将软连接更换为聚四氟乙烯耐高温硅橡胶软布,为避免硬化拉伸或撕裂,在拉伸管道接口处法兰连接一对嵌套式不锈钢伸缩套管,以避免软连接腐蚀塌缩影响管径内的气流,同时也可减少软连接伸缩积垢,保证排潮管道畅通。
3 改进效果
改进后CTD烘丝机在使用过程中,较好地解决了进料系统堵料问题,保证了进料流量的稳定性,提升了烘丝品质,堵料频次由原来的2.3次/批减少到0.2次/批,出口含水率标准偏差由3.8%减少到1.7%,有效改善了加工工艺,降低了生产能耗,提高了设备生产效率。
[1] 丁美宙,王宏生.气流干燥在烟草加工中的应用研究进展[J].烟草科技,2005(9):9-13.
[2] 陈良元.卷烟工艺技术[M].郑州:河南科学技术出版社,2002.
[3] 邱纪青,傅淑英,郑新章,等.国内外烟草膨胀技术与设备研究进展[J].烟草科技,1999(6):3-5.
[4] 李计刚,王洪军.风力烟丝输送系统的改进[J].烟草科技,2007(4):21-24.
[5] 王建伟,许佩.解决烟丝风力输送系统堵料问题[J].中州大学学报,2010(2):127-128.
[6] 王福良.连续性方程和伯努利方程的推导[J].宁夏大学学报:自然科学版,1994(4):81-85.
[7] 潘永康,王喜忠.现代干燥技术[M].北京:化学工业出版社,1998.
[8] 徐伟民,刘建敏,舒梦,等.COMAS烘丝机整体改造与应用[J].烟草科技,2011(2):17-20.
[9] 孙志勇,胡群,阴耕云,等.叶丝气流干燥技术在中式卷烟中的应用[J].烟草科学研究,2008(6):62-64.
