煤制天然气甲烷合成工艺对比和流程模拟
2014-05-10张晓
张 晓
(惠生工程(中国)有限公司,天津 300090)
1 产业政策和市场分析
我国是个富煤、少气的国家,天然气储量在我国一次能源储量中的比例仅为3.5%,远远低于世界平均水平。预计2020年我国天然气的需求量将达到2000亿m3,而同期的天然气产量只能达到1400~1600亿m3。随着国际社会能源危机的日益紧迫,国家在《煤化工十二五科技规划》中将煤制天然气列为重点扶持应用的技术。利用该契机,积极发展煤制天然气用于替代天然气或城市煤气,不仅可以满足日益增长的市场需求,而且对我国的能源安全、节能减排等方面也具有战略意义[1]。
2 煤制天然气工艺技术简介
2.1 技术概况
煤制天然气工艺路线较为简单,见图1。

图1 煤制天然气工艺路线图
其中合成气制备的工艺流程与目前已经非常成熟的煤制合成氨、合成甲醇的流程基本一致。甲烷合成反应热非常高,大约在合成气热值的20%左右,合成气中每转化1%的CO,绝热升温60~70℃。因此解决绝热温升和设计合理的甲烷合成回路成为了煤制天然气成功的关键[2]。
2.2 甲烷合成工艺对比[3,4]
目前,甲烷合成主要技术有丹麦托普索公司的TREMPTM技术、德国鲁奇公司的HTTM技术和英国戴维公司的HICOMTM技术[3]。
这三种技术的相同点都是采用多个绝热固定床反应器串联,将甲烷合成流程分为主甲烷合成段和补充甲烷合成段两部分。
①主甲烷合成段采用串并联固定床反应器,并用废热锅炉和蒸气过热器回收反应热;②主甲烷合成段采用循环工艺,即使用反应器出口气循环回入口来防止反应器绝热温升过高和积碳。③设置补充甲烷合成段,降低反应温度使平衡向正方向移动,提高反应产物中的甲烷含量。
不同之处在于:①托普索TREMPTM工艺在主甲烷合成段增加了调气器,这样设置一方面减轻了主甲烷合成段甲烷合成炉的放热量和温升;另一方面,调气器内发生放热反应,进入主甲烷合成段1#甲烷合成炉的合成气不需要再经过预热,节约的热量可以产生更多高品位的蒸气,在能量利用上更为合理。但是,增加调气器要相应的增加设备和催化剂投资,同时循环气压缩机入口温度必须提高,大大增加了循环气压缩机的制造难度。②托普索TREMPTM工艺还将蒸气过热器安排在出口温度相对较低的2#甲烷合成炉出口并与废锅并联,这样做降低了蒸气过热器的制造难度。③鲁奇HTTM技术最大的特点是采用低温循环,这种设置使循环气压缩机的制造难度和轴功率大大降低 ,但是也容易造成催化剂失活,同时副产的高压蒸汽也会相应的减少。④戴维HICOMTM循环比最低,但换热系统最为复杂。各工艺反应流程图见图2~图4

图2 HICOMTM主甲烷合成段流程示意图

图3 TREMPTM主甲烷合成段流程示意图
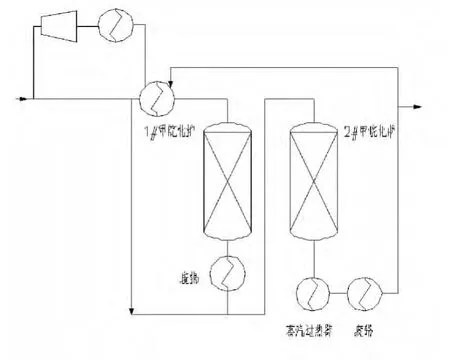
图4 鲁奇HTTM主甲烷合成段流程示意图
3 流程模拟
3.1 进料模数的选择
煤制天然气工艺甲烷合成主要的反应如下因此反应气进料的模数要求为:

因此反应气进料的模数要求为:

3.2 流程模拟主要控制指标
对于不同的建设项目,原料煤的性质有着较大的区别,导致不同的项目会选择不同的煤气化工艺,产生的粗煤气成分便有较大的差异。但是对于甲烷合成装置而言,粗煤气经过变换、净化后已经配制为合适模数的原料气,主要区别仅在于原料气中甲烷含量有所差异,因此对于不同的气化工艺,甲烷合成装置的工艺控制指标只由催化的性质决定。
下面以戴维公司的HICOMTM甲烷合成技术为例,简述流程模拟的主要控制指标:1)为加速反应速度并减少羰基镍形成的风险,1#、2#主甲烷合成炉入口温度控制在320℃;2)为尽可能副产品位更高的蒸气并考虑到高温对催化剂寿命的影响,1#、2#主甲烷合成炉出口温度控制在650℃;3)从热力学角度,为提高产品甲烷含量,补充甲烷段反应温度要适当降低反应温度,但是为防止催化剂失活,该温度应该高于催化剂的最低操作温度。因此1#补充甲烷合成炉入口温度控制在280℃,2#补充甲烷合成炉入口温度控制在250℃; 4)温度过高将导致压缩机密封困难发生泄漏,温度过低循环气中含水量过少,催化剂易积碳。循环气压缩机入口温度控制在160℃。
3.3 流程模拟主要控制逻辑
为达到工艺设计指标,需要在流程组织上设置各种控制手段来完成,控制方案的选取对流程模拟是至关重要的需要采用序贯模块法通过自己设定控制逻辑来完成程序的收敛。
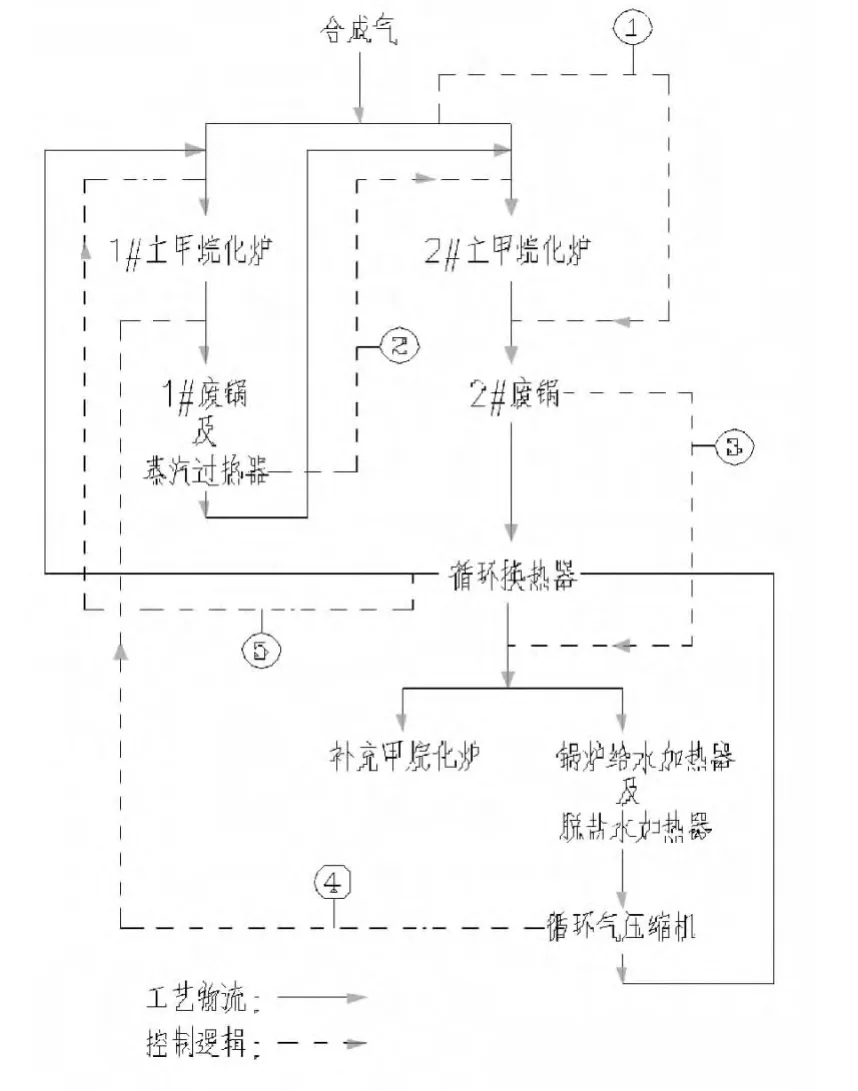
图5 甲烷合成控制逻辑简图
以下以戴维公司的HICOMTM甲烷合成工艺为例,按照上述的控制指标,对主甲烷合成段做重点说明,控制逻辑说明见图5。
①通过调节进入2#主甲烷合成炉的新鲜气流量控制甲烷合成器出口的温度为650℃。
②通过调节蒸汽过热器的出口温度控制2#主甲烷合成炉的进气温度在320℃。
③通过调节2#废锅的出口温度控制补充甲烷合成段合成气温度。进入补充甲烷合成段的温度随着2#废锅的出口温度等量变化。
④通过调节循环气压缩机的流量控制1#主甲烷合成炉出口的温度。由于控制逻辑①已经规定进入2#主甲烷合成炉的新鲜气流量,间接控制了进入1#主甲烷合成炉的新鲜气流量。
⑤通过调节循环换热器的出口温度控制1#主甲烷合成炉的进气温度在320℃。
3.4 计算结果及分析比较
笔者按上述控制指标和逻辑,用Aspen Plus对水煤浆气化和碎煤加压气化的甲烷合成工艺进行模拟,所得结果和专利商提供的技术资料,高度吻合。所得结果如表1。

表1 不同气化工艺不同甲烷合成工艺计算结果
由表1可知,采用水煤浆气化的新鲜气消耗、循环比和循环气压缩机轴功都要高于碎煤加压气化。当使用水煤浆气化时,托普索TREMPTM和戴维HICOMTM的新鲜气消耗和副产的高压过热蒸汽量基本相同,戴维甲烷HICOMTM的循环比和循环气压缩机轴功分别比托普索TREMPTM减少了16%和21%。这是因为托普索TREMPTM增加了调气器,为了使调气器中反应达到平衡,循环气水气比相对较高。这与前文工艺对比中分析的结果是一致的。
当使用碎煤加压气化时,戴维HICOMTM的循环比要比鲁奇工艺低16%,但是鲁奇工艺的循环气压缩机轴功率却比戴维HICOMTM低40%。这是由于鲁奇工艺采用低温循环,这样做虽然就压缩机制造难度和轴功率而言大大降低,但是给催化剂带来风险。
4 煤气化工艺对甲烷合成的影响
不同的煤气化工艺送入甲烷合成的原料气组成存在很大的差别。
碎煤加压气化原料气甲烷含量可超过17%,较之水煤浆气化原料气中的甲烷高出上百倍。因此循环气量可以大大减少,甲烷合成装置单套设备处理能力大,循环气压缩机功率低。主甲烷合成段出口气中甲烷含量可以达到90%(干基),补充甲烷合成段可以根据情况由两级减少为一级。由此可见碎煤加压气化相比其他气化技术原料气中甲烷含量更高,更适用于煤制天然气项目。但是碎煤加压气化存在着单套气化炉生产能力低,产生废水难以处理,需要投资设置酚氨回收及污水处理装置等问题。
水煤浆气化原料气中几乎没有甲烷,需要大量的循环气并且至少需要两级补充甲烷合成反应器。但是由于原料气甲烷含量低,反应放热量大,可以副产更多高压过热蒸气。目前,8.7MPa(G)水煤浆气化技术正在推广过程中,气化压力的升高能够提高单套装置的生产能力,减少净化装置的冷量消耗,提高甲烷合成反应转化率,同时降低天然气进入管网的压缩消耗。
5 结论
天然气作为我国的三大石化能源之一,主要用于化工、民用燃料、工业燃料等领域。煤制天然气作为典型的煤基替代能源项目,其产品为国民经济急需的天然气,具有广阔的市场前景。本文分析对比了三种甲烷合成工艺,简述了气化技术对甲烷合成工艺的影响,并提供了流程模拟控制逻辑方案,对于具有类似特点的工艺流程模拟具有借鉴意义。
[1]张海滨.浅析我国发展煤制天然气的必要性及其风险[J].中国高新技术企业,2009(6):92-93.
[2]于广锁.甲烷合成反应体系研究综述[J].化肥设计,1998,(36):14-16.
[3]刘芹,邢涛.浅析煤制天然气的工艺流程与经济性[J].化工设计2010,20(3):25-27.
[4]王丽萍,张永发.煤制甲烷基础研究和工艺开发进展[J].山西能源与节能,2009(1):51-55.
