零解析工艺在化工生产中的应用
2014-05-06石河子开发区天业化工有限责任公司石河子市832000
(石河子开发区天业化工有限责任公司,石河子市,832000) 李 华
1 零解析技术在氯碱工业的研究及目的和意义
1.1 企业现状
新疆天业化工有限责任公司(以下简称:天业化工)是2004年新建年产18万吨离子膜烧碱、20万吨PVC的氯碱企业,创造了氯碱行业当年建设当年投产见效的奇迹。
1.2 零解析技术应用研究的目的和意义
天业化工PVC生产,采用电石法生产工艺。新疆天业化工公司氯乙烯工艺生产采用触媒催化,原来只有常规解析,酸解析不完,生产出来的多余酸中含有汞,对周围环境具有长久的污染,环保问题日显突出,国内对产生的这部分废酸的处理方法一般采用:1)采用中和法将其中和后排放;2)与电石渣中和至PH≥8,生成CaCl2溶液排入下水等方法;3)石油钻井单位,注入地下用于破坏钻不动的地下岩层这些做法对地表环境、地下环境产生了很大的污染,31%酸经过盐酸零解析系统处理后,解析成1%的稀酸再补充回用到到前段工艺水碱洗组合塔中净化系统,以达到净化系统零用水,31%酸的零生产,并且解析出来的氯化氢气体还可以再生产,从而提高整个系统的生产效能。它在我公司实际生产中的成功应用,具有很大的参考价值和推广意义。
1.3 零解析装置工艺流程简述
来自常规解析浓度为20%~24%稀酸与溢流罐提浓后的高温、高浓度(45%~50%)的氯化钙溶液按照1:3的比例混合后进入原液配置釜,在原液配置釜中充分混合后由泵输送至破解塔,与来自再沸器的高温氯化氢和水蒸汽在塔内逆流传热,在塔顶得到含饱和水蒸汽的氯化氢气体,含饱和水蒸汽的氯化氢气体在经过一二级冷却器冷却除水和尾气缓冲罐后得到纯度为≥98%的氯化氢气体,送往混合脱水作为原料气回用,冷却器底部产生的冷凝酸回流至原液配置釜。在破解塔底得到含微量HCL的稀氯化钙溶液通过气动阀调节进入闪蒸罐,通过压力骤变释放出饱和水蒸气,为使氯化钙溶液的浓度满足工艺需要,再用闪蒸再沸器进一步加热提浓得到浓氯化钙溶液通过气动阀调节进入溢流罐循环使用。由闪蒸罐蒸发出的水蒸气经过冷却器冷却后得到浓度≤2%的稀酸溶液,通过废水泵送氯乙烯车间水洗塔,作为吸收过量氯化氢的吸收剂,保证了整个系统水物料平衡,不需要再加入一次水。再沸器等加热设备产生的蒸汽冷凝水通过收集罐进行收集,充分利用其热量作为零解析厂房、废水除汞厂房、零解析操作室暖气热源,多余蒸汽冷凝水送往电厂作为锅炉补水,充分利用水资源。

图1 水资源平衡图
1.4 零解析原理
20%~24%的盐酸溶液形成恒沸点的溶液后,无法再用常规的脱析法生产出氯化氢气体了,所以在20%~24%的废酸中加入氯化钙溶液打破酸的恒沸点,改变HCL-H2O体系中的HCL的相对挥发度,使氯化氢在较低的条件下脱析出来,通过实验发现盐酸和氯化钙的混合溶液在加热到140℃左右时,溶液体系中氯化氢的含量在0.5%以下,因此通过这样一种加热脱析的方法可以实现废酸的深解析。
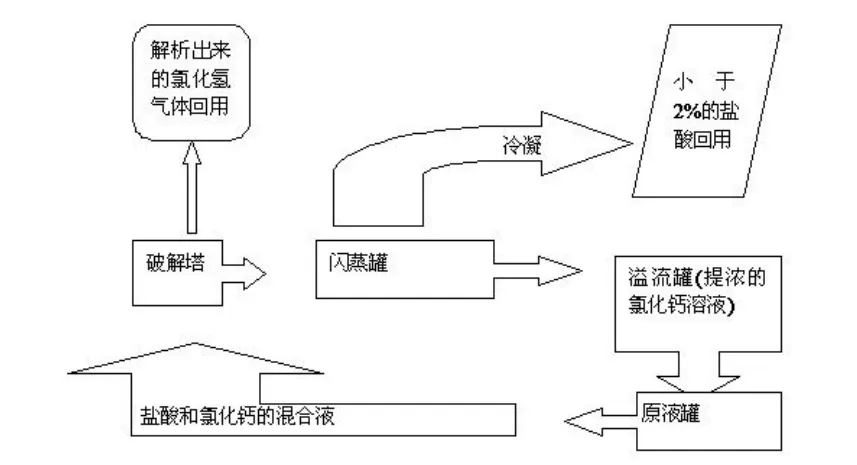
图2 工艺简图
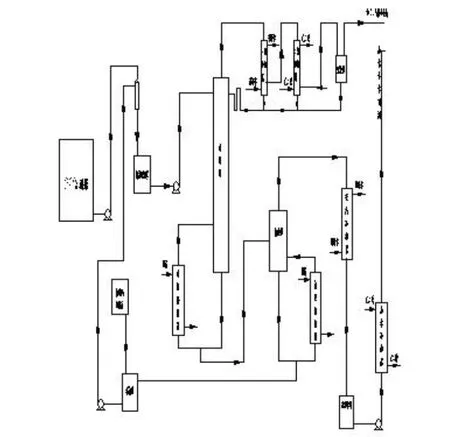
图3 工艺流程图
2 实验过程
2.1 方案目标
将氯乙烯车间生产中产生多余的31%酸废酸转化为PVC生产需要的原料气氯化氢气体,从而实现环保的循环经济节约成本。优化工艺,本零解析装置设计能力为:1.2t/h。
2.2 设计要求
处理能力:1.2t/h,解析前浓度:20%-24%;解析后浓度:≤1%,解析后氯化氢气体温度:<25℃;解析后盐酸温度:<25℃。
2.3 设计基础及技术参数
设计基础有(1)装置名称:深度盐酸解析装置一套,详见表1;(2)处理能力:1.2t/h;(3)操作时间:一年按照8000小时计算;(4)解析前浓度:20%~24%,解析后浓度:≤1%。
技术参数有(1)工艺水,7℃水的压力0.25Mpa(表压),上水温度7℃,回水温度≤11℃;(2)循环冷却水供水压力≥0.25Mpa(表压),温度≤32℃,回水温度≤38℃;(3)蒸汽压力≤0.45Mpa(表压)。
2.4 零解析工艺中出现的问题及采取的措施
2.4.1 零解析添加助剂选择
盐酸在常压下解析,随着温度的升高,氯化氢逐步脱析出来,但脱析出部分氯化氢气体后,体系会达到恒沸点(浓度22%左右),此时即使继续加热,也不会有大量的氯化氢析出,此时,通过改变体系压力或添加第三种组份,可以打破平衡,促进盐酸进一步解析,即深度解析。但通过改变压力,能耗较高,而且对设备的要求也较苛刻,不具备工业化应用的条件。添加第三种组份,即解析助剂使盐酸在常压下深度解析理论上可行,但解析助剂的选择十分关键,必须保证良好的助解析效果,这是技术经济可行性的必要保证。

表1 主要装置设备

表2 添加剂温度对比表
通过对氯化钾、氯化钠、氯化钙这三种助剂在不同温度下溶解度值的比较分析,氯化钙的溶解度随温度变化较大,便于利用温度的变化进行分离提纯,而且与氯化钠、氯化钾相比,对提高盐酸解析度的作用显著。
2.4.2 零解析材料设备工艺优化
化工公司做了充分分析准备工作,并自己进行了创新。化工公司整套系统的酸管线都采用衬PP和衬氟管线,酸温在60℃以下的管线,采用衬PP管线,酸温在60℃以上的管线,采用衬氟管线,主要材料及来源,采用优质细颗粒石墨化石墨材料。浸渍树脂采用进口改进树脂。设备各个石墨物料进、出口采用改性聚四氟乙烯膨胀带。生产运行中达到了预期效果减少了泄漏。氯化钙质量要保证纯度大于93%,如杂质多就容易造成物料系统运行不畅。冬季原液输送泵跳停频繁,经认真分析,给原液配置釜夹套通入适量蒸汽升温,由原来95℃提高到现在102℃,防止原液经泵时机封水热量损失,氯化钙结晶,解决了原液输送泵跳停频繁的问题。
3 结果与讨论
2010年10月,化工公司建设一套盐酸零解析系统后,通过2年时间的运行试验证明达到了长时间平稳运行,并把氯乙烯车间生产中多余的31%酸经过盐酸零解析系统处理完后还有余量,解析成1%的稀酸再补充到前段净化系统,以达到净化系统零用水,实现了31%酸的零生产,将氯乙烯车间生产中产生的废酸转化为生产原料气氯化氢气体,并且解析出来的氯化氢气体再生产,从而节约成本提高了整个系统的生产效能。以20万t/a 聚氯乙烯产量规模和现零解析运行流量估算,全年回收22%酸产量为:11880t/a;全年回收氯化氢气体为:2376t/a;根据氯碱平衡计算,年可提产聚氯乙烯树脂为3832t/a;按照目前聚氯乙烯树脂市场销售单价7000元计算,年产直接经济效益为2682万元。1%稀酸水作为氯乙烯车间水洗塔补水回用,年节约一次水6336t/a;再沸器等加热设备蒸汽冷凝水作为厂房取暖节约供暖消耗费用,每平方米按照20元计算,节约取暖消耗费用18450元。由此可见,每年多产生2700万元经济效益,这样既回收了vcm中合成气中的氯化氢气体,并且避免了合成系统废酸用往其他生产系统造成污染的环保风险。
尤为意义深远的是避免了多余的废酸中的汞对环境的污染,解决了生活在这片土地上人们的民生问题。
合理的工艺技改措施取得了显著的效果,氯乙烯车间废酸的再利用不仅解决了环保的要求,还达到净化系统零用水,解析出来的氯化氢气体的再生产,创造了非常可观的经济效益和社会效益,既保护了环境,又降低了成本。
[1]宋晓玲,安志明.盐酸零解析研究及工业化[J].中国氯碱,2008(6):40-42
[2]宋晓玲 张强.盐酸零解析技术在氯乙烯合成中的运用[J].聚氯乙烯,2008(6):10-13
[3]纪振生,孟祥考.浅析盐酸吸收与脱吸技术[J].河北煤炭,2007(4):62-63
[4]孟祥凤,谷学谦.稀盐酸回收氯化氢工艺技术分析[J].中国氯碱,2009(4):43-45
[5]赵志慧.盐酸解吸工艺的设备改造[J].中国氯碱,2009(8):20-21
