基于IGBT全桥式逆变焊机主电路的设计与仿真
2014-05-06易吉良
尹 路,易吉良,张 宝
(湖南工业大学 电气与信息工程学院,湖南 株洲 412007)
基于IGBT全桥式逆变焊机主电路的设计与仿真
尹 路,易吉良,张 宝
(湖南工业大学 电气与信息工程学院,湖南 株洲 412007)
设计了一种以FB-ZVS-PWM的IGBT全桥逆变的工作方式为逆变电源主电路拓扑结构的逆变焊机主电路,其结构由输入整流滤波电路、逆变器和输出整流电路3部分构成。分析了主电路的工作原理,设置了元器件的参数,并在此基础之上进行了MATLAB仿真实验。在理论基础之上,设计了原型机,并进行实验。仿真实验结果和原型机实验结果均证明了所提出的电路设计的合理性和可行性。
逆变器;绝缘栅双极晶体管;电弧焊;逆变拓扑结构
0 引言
焊接电源是实现焊接的重要设备。特别是逆变焊机,由于其性能突出,具有其它链接方法不能比拟的优点,因而在石油、化工、电子、制造、航空、宇航等领域中得到了广泛的应用。焊接技术现已成为一个国家制造业是否先进的衡量标准之一,并且在制造业中起到了非常重要的作用[1-2]。尤其是近半个世纪以来,随着电力电子器件以及电力电子技术的快速发展[3],焊接技术发展迅速,焊接工艺也得到了优化和改善。
逆变焊机的发展经历了最初的晶闸管、大功率晶体、金氧半场效晶体管(metal-oxide-semiconductor field-effect transistor,MOSFET)逆变焊机,现主要为绝缘栅双极晶体管(insulated gate bipolar transistor,IGBT)逆变焊机。IGBT因为同时具备功率MOSFET和双极型晶体管的功能,具有高速交换和高电压处理、大电流处理能力,因此在中大功率的逆变焊机中得到了普遍运用[4]。本研究拟选用IGBT作为全桥逆变电路的功率器件,对中频逆变焊机的主电路进行设计。并且通过理论分析,对逆变焊接电源在主电路的设计及元件选择时所采用的依据和方法进行阐述。最后,在仿真结果的基础上进行实物实验,以验证所提出的中频逆变焊机主电路设计的合理性和可行性。
1 工作原理及设计
逆变弧焊电源按其组成结构可分为主电路和控制电路2部分。主电路的功能是将电网的电能传送给负载,其结构包括输入整流滤波电路、逆变器、输出整流滤波电路3部分。其中,逆变器是主电路的核心部分,由中频变压器和IGBT功率开关管组成。电源结构中除了主电路以外的部分即为控制电路。
目前,常用的主电路结构有单端正激式、推挽式、半桥式和全桥式4种,各种主电路结构的功能和组成如表1所示。

表1 常用主电路拓扑结构对比Table1 Topologies comparison of common main circuits
在表1中,Uce为IGBT承受的外加直流电源电压;Ic为输出功率大小一样时的电流;Po为相同Ic时的输出功率,U1为中频变压器原边电压;Uo为输出电压;m为功率管器件个数;UE为外加的直流电源电压;D为IGBT的占空比;K为变压器T的匝数比。
对比表1中各拓扑结构的相关数据,可知全桥式逆变电路具有较大的输出功率,常用于输出功率较大的场合。本设计中,因对功率开关管的耐压程度要求可以略低,故结合焊机的设计要求,选用全桥式逆变电路结构。本实验焊机的主要参数设置如下:逆变频率为28kHz,输入电压为380(1±15%)V,空载电压为70V,电流调节能力为30~500A,输出的额定电流为500A,输出的额定电压为60V,额定负载持续率为60%。
所设计的主电路原理图见图1,其中的VT1和VT4作为一对组成桥臂、VT2和VT3作为一对组成另一组桥臂,成对的2个桥臂相互轮流导通和关断,以使中频变压器T1的一次侧绕组上的电压波形为正负方波,并且是对称互补的波形。
主电路可分为输入整流滤波电路、逆变器、输出整流滤波电路3部分。
1)输入整流滤波电路。该部分电路中,由D1~D6 6个二极管组成整流电路;电解电容C1为高频滤波电容,它的功能是为了隔离逆变电路与输入电网之间的谐波干扰;电阻R1和电容C2并联、电阻R2和电容C3并联,然后串联,共同组成滤波电路。
2)逆变器。由4个功率开关管IGBT(VT1~VT4)与中频变压器T1一起组成逆变器;电阻(R5~R8)与二极管(D5~D8)一起组成RCD吸收回路,其作用是为了减小功率开关管在导通和关断过程中电流和电压对IGBT的冲击。
3)输出整流滤波电路。由快速恢复整流二极管D9与D10和平波电抗器L1一起构成单相全波整流滤波输出电路模块;R3,C9与R4,C10组成D9,D10的吸收回路。
1.1 输入电路设计
1.1.1 输入整流二极管的选取
三相桥式整流电路中,正弦半波的有效值和整流二级管的额定电流值之间的关系为

式中:Ib为整流电路中正弦半波电流的有效值;
IN,I为输入整流二极管的额定电流值。
由于每个整流管在一个周期内的导通时间是其周期的1/3,故输入整流管的电流有效值为
式中Id为输入电流的平均值,亦为中频变压器原边电流I1,从1.2节中的内容可知其大小为71A。因此

为了满足1.5~2.0倍的安全裕值,故其值要偏大,考虑安全裕量并结合式(1),可得IN,I的大小范围为39.3~52.4A。
输入整流二级管的最大承受电压Um,i为

式中:Ui为输入母线电压,取380V;
1.15为电网的波动范围最大值。
综上所述,考虑到空余足够大的安全裕量,实际操作中,应当选择额定电压为1200V、额定电流为52A的整流二极管6只。
1.1.2 输入滤波电容
为了使整流后输出的直流电变得更平滑,可在输出的直流电两端加入滤波电容。电容的大小为

式中:Δu为整流后输出纹波电压峰-峰值;
T1为滤波电容的放电时间。
当逆变焊机接收来自于母线的380V电压,空载时,经过整流滤波后的纹波电压峰值大小近似为540V,假设电网的电压波动系数为6%,从而可得到Δu的值为32.4V,Id直流电的平均值为71A,而T1为如下表达式:

式中:T为工频交流电周期,大小为20ms;
经过计算,可得T1为2.2ms[7]。
将以上数据带入式(2)和式(3)中,可以得到滤波电容C的大小,为3877μF。而在实际设计的电路中,常选用4个大小为2200μF,耐压值为600V的电解电容,且每2个电容先串联成一组,再并联后使用到电路中。
1.2 逆变器的设计
1.2.1 中频变压器的设计
在逆变电路中,变压器是其重要组成部分,具有隔离电网和负载、功率传输、降低电压的功能,对逆变器输出端的电气性能指标起着决定性的作用。变压器的制作关键在于把漏感量合理地减到最小,结构紧凑,因此要选择优良的铁芯材料。
1)磁芯材料的选取
目前,变压器的铁芯材料主要分为铁氧体、非晶合金和微晶软磁材料3种。其中,铁氧体材料的发热量会随着频率、铁损的增加而升高,因此,铁氧体铁芯材料正逐渐被其它新型铁芯材料所取代。与其它两种材料相比,非晶态磁性材料的饱和磁感应强度较高(为0.6~1.5T),居里温度可达350~700℃,电阻率可达120~150μΩ·cm,是硅钢片的3倍,特别是它的矫顽力Hc很小,从而其铁损较小。故综合上述因素,本设计中选用非晶合金作为铁芯材料。
2)匝数的计算
设变压器原边绕组为N1,副边绕组为N2。变压器原边电压为互补对称的方波电压,其幅值大小是电网输入三相电压Ui经整流滤波再逆变后输出的电压U1,Ui按电网无波动时的输入电压380V计算,故

式中U1为中频变压器原边的幅值,其大小按近似值取540V。
为了使焊条电弧焊引弧可靠,焊机空载电压取70V,并设有一定的调节范围,将变压器二次侧电压大小设为80V,则变压器的变比为:
对于逆变电路的变压器,其原边绕组匝数为

此次设计中,采用NOL-1208050型号的非晶合金磁心,横截面积为8.75cm2,工作频率为28kHz,则PWM的工作周期约为36μs,为了防止IGBT上下桥臂短路发生直通现象,应留有一定死区,取最大占空比为90%,则每个功率管导通的最大时间为:

为了避免铁芯趋于饱和,取铁芯饱和时磁感应强度大小的1/3作为铁芯正常工作时的最大磁感强度,即B=0.25T。将上述数据代入式(4),可得N1为28匝,进而可知变压器的副边匝数N2为:
1.2.2 IGBT的选择
IGBT的作用是利用它可控的开关特性,按固定规律地导通和关断将直流电压逆变成正负交替互补的方波电压。由此可知,IGBT在整个逆变电源器件中的作用是不言而喻的。要使逆变焊机高效、稳定地运行,必须把它的参数设置在正向偏置安全区域,这样才不至于让脆弱的IGBT烧掉甚至炸毁。
1)IGBT的额定电压Ucep
输入电压经整流滤波后,因为电网波动范围为15%,因此输出直流电压的最大值为:

式中Ud为IGBT工作时至少应该能够承受的稳态时的电压值。
考虑到1.5~2.0倍的安全裕量,关断时的IGBT的耐压峰值电压Ucep,s最少应为:

式中a为安全裕值,大小为1.5。
IGBT的额定电压Ucep应高于该电压,实际电路设计中按电压大小为1200V取值。
2)额定电流Ics
中频变压器原边电流值为

式中IN为焊机输出的额定电流。
则每个IGBT功率管流过的平均电流为
I=0.5I1=0.5×71A=35.5A。
故IGBT的额定电流计算值Ics为

式中:I为每只IGBT管上平均电流;
1.4为峰值系数;
实际电路设计中,额定电流Ics根据二极管电流等级,按150A取值。
1.3 输出电路设计
1.3.1 整流二极管设计
在选择整流二极管时,应该以较快的反向恢复时间和较小的反向恢复电流为宜。输出的整流部分选择的是变压器副边带有中心抽头的全波整流。由于IGBT的工作频率为28kHz,要求二极管的反向恢复时间和恢复电流都很小,因此本设计中选择快速恢复二级管。
对于单相全波整流电路,硅整流二级管的输出额定电流IN,O为IN,O=0.5IN=0.5×500A=250 A。
输出整流二极管上所能承受的最大反向额定电压Um,O为

式中Um为IGBT逆变功率管承受的电压的耐压值。
考虑到安全裕量,实际电路中输出整流二级管的额定电压为300V,额定电流为300A,共阴极的二极管2只。
1.3.2 输出直流滤波器设计
直流电抗器的铁心形状分为闭合与条形,为了避免短路电流很大时发生饱和的现象,应该选用一般硅钢片作为条形铁心。根据逆变频率为20kHz,选择电感量的大小为50μH,条形铁芯电感的计算公式为

式中:Ac为铁芯的横截面积,单位为cm2,此处取35cm2;
N为线圈的匝数;
L为电感量。
把相关数据带入式(5),经计算,可得出线圈的匝数N为12匝。电路设计中,电抗器的实际匝数要在不断地调试中修正和选取。
2 仿真及实验分析
根据图1,用Matlab建立系统主电路的仿真模型,如图2所示。
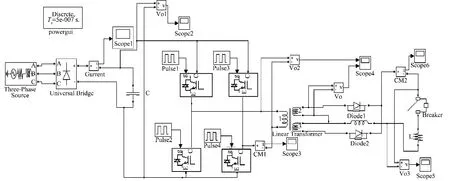
图2 主电路的仿真原理图Fig.2 Simulation schematic of main circuit
根据焊机的焊接要求,系统的仿真时间设置为 1s。仿真的具体参数如下:输入电压为三相交流电压,其大小为380V;频率变压器T1的变比为7,二次侧电感设为0.0008H;隔直电容为40μF;输出滤波电感的大小为50μH。限于篇幅,仅给出了输出电压的实验结果情况。图3所示为主电路空载和带载时的输出电压波形仿真效果图,当t等于1 s时开始接入负载。
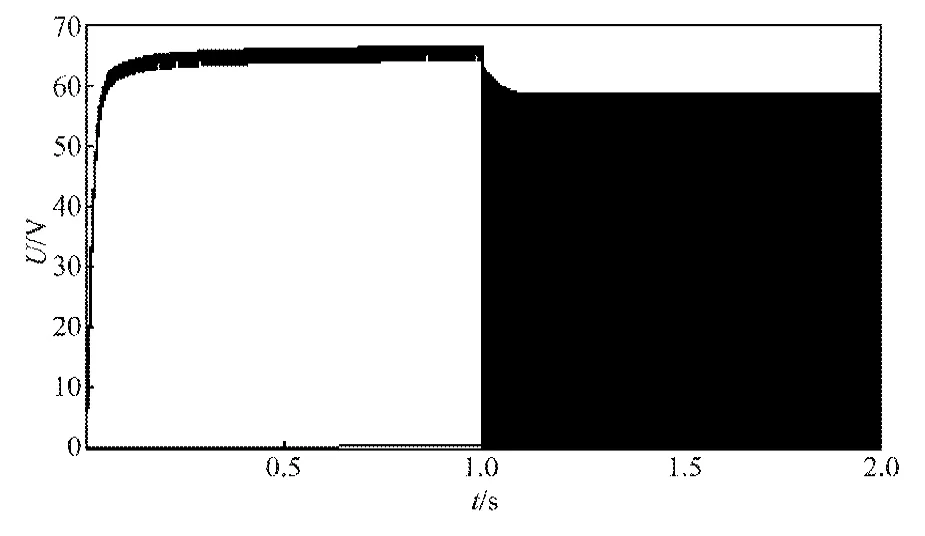
图3 空载和负载时的输出电压波形Fig.3 The output voltage waveforms when no-load and load
从图3中可以看出,空载时焊机主电路输出的稳态电压值大约为66V,电压脉动较小,较好地满足了设计要求;当接入负载时,其电压大小在60V以内,满足额定电压的要求。
图4所示为空载时焊机主电路仿真波形的局部放大图。
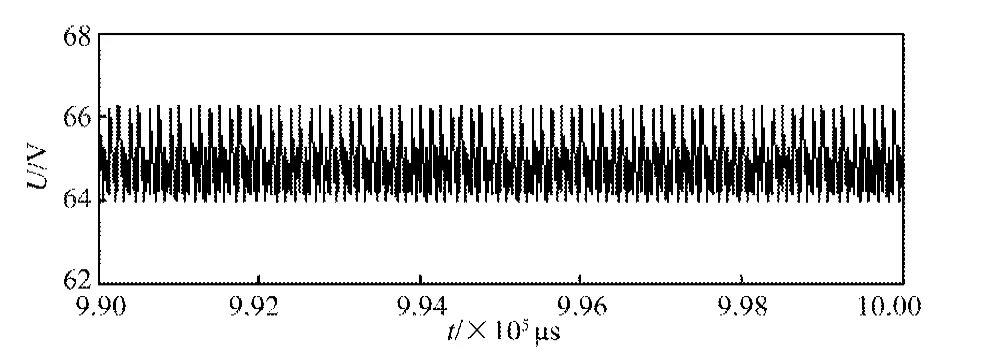
图4 空载时输出电压波形Fig.4 The output voltage waveform when no-load
从图4中可以看出,由于有稳压电容且无法形成回路,因此输出电压幅值一直维持在65.2V左右,电压脉宽值在2V以内。
图5所示为带载时焊机主电路仿真波形的局部放大图。
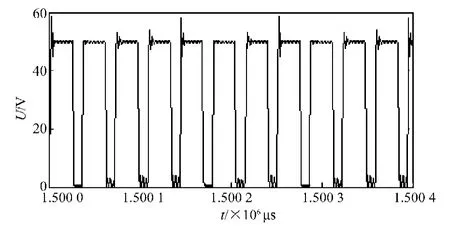
图5 带载时输出电压波形Fig.5 The output voltage waveform with load
从图5中可以看出,带载时焊机主电路构成回路,其负载阻值很小,近似于短路,这使得电流得以释放,故其形状为占空比约为60%的方波。
从仿真的结果和参数要求分析,可知本系统的设计是可行的。
为了进一步验证设计的可行性,在仿真的基础上设计了如图6所示的实物图。
图6 逆变焊机设计实物图Fig.6 The designed physical picture for inverter welding machine
图6所示逆变焊机实物图中,其左半部分为输入整流电路部分的整流模块,其整流桥在散热片下面;右半部分是逆变电路部分的逆变模块。在此基础上进行了实验和测试,所得结果如图7和8所示。
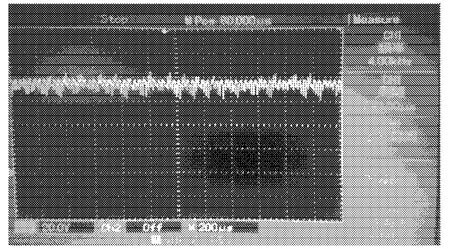
图7 空载时输出电压的实测波形Fig.7 The measured waveform of output voltage when no-load
从图7中可以看出,所设计的逆变焊机,空载时输出的电压波形为脉宽小于15V,其值大约为70V左右的纹波。
在焊接过程中,逆变焊机中频变压器副边的电压将经过单相全波整流后的电压加载到负载中,此时负载两端的波形如图8所示。

图8 带载时输出电压的实测波形Fig.8 The measured waveform of output voltage with load
由图8可看出,由于全波整流,该波形的频率变为原来的2倍;当导通和关断IGBT时,由于系统主回路电感的存在,导致了尖峰的出现。对比仿真图和实验图可以看出,两者的波形基本相似,这说明所设计的逆变焊机主电路较好地满足了系统的要求,达到了较为理想的效果。
3 结论
通过对以FB-ZVS-PWM的IGBT全桥逆变的工作方式为逆变电源主电路拓扑结构的逆变焊机主电路的设计,可得到如下结论:
1)在逆变焊机领域里,使用的主要功率开关器件是IGBT,因此逆变焊机的安全性能主要是由IGBT决定的,所以选择恰当的IGBT至关重要。此外,为了避免出现烧管或者炸管现象,还应当充分考虑IGBT安全裕量的留取。
2)在输入电路中,整流二级管所标有的数据是该二极管生产厂家给出的额定值,即为平均值,当计算如何选取时须进行换算。选取滤波电路的电容时,也必须充分考虑其余量,经探讨,余量以稍微过剩5%左右为宜。
3)输出电路部分的输出整流二级管最好不要采用普通的二极管,应采用快速恢复二极管为宜。
4)通过仿真及设计实物实验,证实了本研究所提出的设计方案是合理的、可行的,达到了预期的效果。
[1] 陈善本,吴 林.焊接智能化技术现状与发展[C]//第十次焊接会议论文集:第一册. 哈尔滨:黑龙江人民出版社,2001:12-17. Chen Shanben,Wu Lin. Welding Intelligent Technology Status and Development[C]//The Tenth Welding Conference Proceedings:Volume I. Harbin: Heilongjiang People’s Publishing House,2001:12-17.
[2] 易志华. 国外电焊机发展概况:上[J]. 电焊机,1996,26 (5):1-5. Yi Zhihua. General Situation of Foreign Electric Welding Machines[J]. Electric Welding Machine,1996,26(5) :1-5.
[3]张光先. 逆变焊机原理与设计[M]. 北京:机械工业出版社,2008:86-98. Zhang Guangxian. Inverter Welding Machine Principle and Design[M]. Beijing:China Machine Press,2008:86-98.
[4]黄 俊,王兆安. 电力电子技术[M]. 5版. 北京:机械工业出版社,2009:98-112. Huang Jun,Wang Zhaoan. Power Electronics Technology [M]. 5th Edition. Beijing:China Machine Press,2009:98-112.
[5]于 明. IGBT在逆变焊机的中的正确选择和使用[J].电焊机,2011,41(5):14-16. Yu Ming. Effective Application and Selection of IGBT in Welding Inverter[J]. Electric Welding Machine,2011,41 (5):14-16.
[6]顾公兵,田松亚,姚河清. IGBT全桥式CO2逆变焊接电源主电路的设计[J]. 电焊机,2003,33(11):18-23. Gu Gongbing,Tian Songya,Yao Heqing. Design of Main Circuit of Inverter Power Based on IGBT Full Bridge Used in CO2Welding Machine[J]. Electric Welding Machine,2003,33(11):18-23.
[7] 王晓菲,陈克选,肖 笑. DSP控制的IGBT逆变式GAMW焊接电源主电路设计[J]. 电焊机,2009,39(11):65-68. Wang Xiaofei,Chen Kexuan,Xiao Xiao. Design of Main Circuit of DSP Controlled IGBT Inverter Type GAMW Welding Power Source[J]. Electric Welding Machine,2009,39(11):65-68.
(责任编辑:廖友媛)
Design and Simulation of Main Circuit for IGBT-Based Full-Bridge Inverter Welding Machine
Yin Lu,Yi Jiliang,Zhang Bao
( School of Electrical and Information Engineering,Hunan University of Technology,Zhuzhou Hunan 412007,China)
Designed the main circuit of inverter welder with a FB-ZVS-PWM full-bridge IGBT inverter work as inverter main circuit topology, which consisted of the input rectifier filter circuit, inverter and output rectifier circuit. Analyzed the main circuit working principle and designed parameters of the components. Based on it, made the MATLAB simulation, and set up a prototype on the theoretical basis and made an experiment. The simulation result and prototype experimental result both demonstrated rationality and feasibility of the proposed circuit design.
DC-AC inverter;insulated gate bipolar transistor(IGBT);electrode welding;inverter topology
TG434.1
:A
:1673-9833(2014)01-0026-06
2013-11-10
湖南工业大学研究生科研创新基金资助项目(CX1302),湖南省自然科学株洲市联合基金资助项目(12JJ9042),湖南工业大学自然科学基金资助项目(2011HZX07)
尹 路(1985-),男,湖北天门人,湖南工业大学硕士生,主要研究方向为电力网络自动化技术及应用,
E-mail:hbtmyinlu668@163.com
10.3969/j.issn.1673-9833.2014.01.006
