铁塔制造企业生产与实习生管理
2014-04-29周婷
周婷
近年来,国家对电力建设投入的增加使得铁塔市场需求进一步加大。同时随着市场经济的发展,铁塔加工业的市场竞争也日趋激烈。企业要生存发展,就要必须具有准确、快速响应市场的能力,不断开发出满足市场要求的新产品,提高产品的竞争力。然而,我国许多老牌的铁塔制造企业虽然已经引进了一些数控机床、自动化生产流水线等自动化技术,生产能力有了很大提高,但是在生产组织、经营管理模式上仍然沿袭传统模式,严重制约着企业生产、管理水平的进一步提高,无法适应快速变化的市场需求和日趋激烈的市场竞争。为此,引进高素质人才、加强内部管理成为铁塔制造企业增产节能的重要选择。其中,对于加强包括实习大学生在内的人员管理是铁塔制造企业生产管理中不可或缺的关键环节。
大学生为企业输入新鲜血液
传统铁塔制造企业的人员结构极不均衡,年龄偏大、学历水平偏低、管理意识不强,但有实践经验的“老资格”很多。而在一些新成立的私营铁塔制造企业,它的起点相对较高,从生产硬件设施到管理技术人员素质都比老企业的条件好很多,但它往往缺乏有实践经验的“老资格”。笔者认为,从外部引进高素质人才,同时加强内部人员的技术提升才是解决之道。也只有这两者结合,才是发展的最佳途径。
近几年来,不少铁塔制造企业引进了较为先进的新技术,培养了大批技术人员,使全厂整体水平得到大幅提升。其中,每年要接收一定数量实习大学生来厂,工程师先教授其铁塔理论知识,告诉大学生们:输电线路铁塔与输变电钢管制品从结构力学上是属于桁架结构,设计时涉及到“理论力学”与“材料力学”知识,作为加工产品的提前贮备知识;同时要看懂图纸,懂得放样,运用数学基础知识,尤其是平面几何及三角函数知识;理论知识完备后,联系实际生产,让他们对生产线有直接的接触;明白什么是下料、数控角钢线。当然,工程师们也能从实习大学生身上获得受益:他们在重温基础理论知识中再次深化自己的认知;在与实习大学生讨论一些更为先进的生产技术知识时,进一步提升创新意识与创新能力,使很多工作中出现的重复性及无功性环节有所摒弃。从而更好实现企业生产管理一体化,提高铁塔企业在市场中的竞争力。
当今世界已进入信息化时代,信息化时刻影响着制造企业,新一代的大学生们有责任改变这一现状,提高我国的铁塔制造企业的国际竞争力,这需要大家的共同努力推动企业稳步发展。
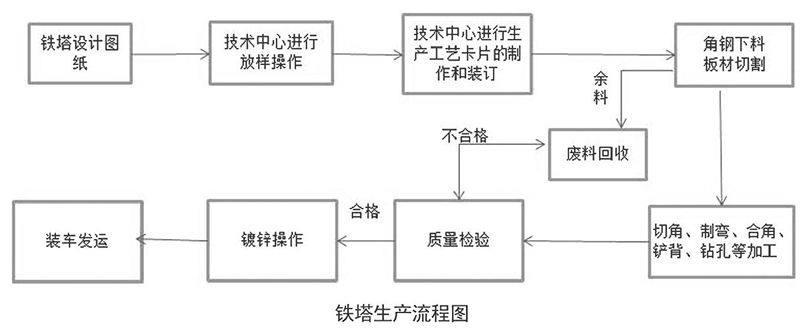
从生产流程中发现问题
生产管理是制造企业的一个重要环节。目前,铁塔生产企业的生产流程,具体见上图。
铁塔制造行业生产流程简单、信息传递直观、部门组织机构精简且层次分明。正是由于这些特点,使得企业信息化的观念较早地进入到了这类企业中。企业也从最初的人工放样,人工零件生产发展到计算机放样。由原先的二维放样到现在的三维放样。但是有的企业加工信息多停留在部门内部,没有形成整体的生产加工链,这也造成了企业生产重复率高,生产效率低下。若在企业内部建立生产车间与各管理部门之间的网络联系,不仅可以在第一时间向下传达各种指令,也能在第一时间收到指令执行情况的汇报。可以根据实际情况做出最快的调整,领导层也可以通过数据共享网络直接了解基层的情况,对于今后决策起很大作用。
管理构成的生产体系
針对铁塔生产企业的上述问题,在考虑企业现有硬件和软件资源的前提下,引进先进的加工管理思想,重塑生产加工体系,将铁塔企业的设计、工艺、制造、物资、人力等信息资源进行整合,形成基于生产目的的产品管理系统。整个生产体系可以大致分为物料清单管理、生产订单管理、生产加工、质量检验、查询系统、人事管理等六大部分。
物料清单管理 目前物料管理方面缺乏有效管理物料的规范和体系,业务流程烦琐而重复,无法及时有效地获取各物料的库存、资金等信息,而且物料信息全部以纸质介质保存,数据检索很不方便,效率低。这就需要有物料管理系统来统一管理。此系统不仅要对现有原材料、需进原材料做管理,还要有优化进料和下料的功能。也就是说,面对市场中原材料角钢价格的日益高涨,产品价格却不涨的局面,迫使企业把目光转移到降低铁塔生产成本上来,这样就必须优化下料,使原材料损耗降到最低;同时,还要把一定长度的废料回收入库进行管理,为下一步的优化下料打下基础。
生产订单管理 主要负责生产订单的录入与维护。当有生产订单的时候,营销部门就要通过生产订单管理进行记录,并标明交货日期,然后就传送到生产部门。生产部门通过交货日期来安排加工进程,使之合理有序如期完成加工任务。
生产加工管理 许多企业在生产过程中面临着数据共享性差的现状,传统手工管理导致数据的分散性,使企业的各种数据分散在各职能部门,成为一个个“信息孤岛”,部门与部门之间的数据交换,除了定期的报表外基本上是互相封闭的,这大大削弱了各部门间的横向联系,影响了管理工作的整体性和一致性,使得在作决策时不能及时获得充分、可靠、必要的依据,影响了决策的制定。生产加工管理是铁塔生产管理系统的核心部分,也是实现铁塔企业自动化的关键技术所在。该部分又包含四个子环节:铁塔放样、优化下料、生成零件配套工艺卡、生成数控加工程序。
首先,等铁塔设计完成后进行计算机放样。放样原理为:将铁塔中的组成构件简化成为连接板、角钢、螺栓3种。每一种构件的表面又简化为若干小平面组成,如螺柱被简化为六棱柱。然后利用边界表示模型建立每一种构件的实体模型,实体模型中记录了实体的各种属性。点击铁塔放样按钮,就可调用放样模块输出一个个零件的参数。其次,经过CAPP系统优化下料模块和生成零件配套工艺卡模块。优化下料是通过把所有下料数据输入进来以后装入并执行下料方案程序。此程序求出全部可能的下料方式。将求出的下料方式装入并执行计算料头程序,然后调用方案优化程序,计算出优化后的下料方式,给出下料方式报表,并计算出原材料的利用率和消耗总量;同时生成零件配套工艺卡,模块读取放样文件,放样结果中包含的信息有:零件号、零件规格、长度尺寸、材料型号、零件数量、孔数及孔径的尺寸和位置、清角、铲背、火曲、刨根和制弯等。数据读取程序根据这些信息的先后顺序进行读取,并保存到的表格中。最后,经过CAM系统数控程序模块。数控程序的产生是通过对Windows的封装函数Shell Execute做成对数控编程软件的接口程序,在系统中调用已做好的数控编程软件进行编程。
质量检验管理 生产设备自动化程度有时受到企业资金的限制。但生产设备自动化程度越高,人员劳动强度就越低,劳动效率就会大幅提高,人工成本大幅降低,产品质量也会稳步提高。近些年来,我国自制的自动角钢生产线、自动板材生产线等设备已被广泛应用,得到了很多铁塔制造企业的好评,相比进口自动化设备具有更实用,更实惠的优势。
查询系统管理 负责查询加工进度管理、生产计划管理和镀锌作业管理。既可以查询到零件加工到什么环节,还可以查询到产品库存量,是否要继续加工,以实现零库存为最好。
人事管理 人员组织采用树状结构,能清楚显示部门人员的关系,并能实现人员信息添加、人员信息修改、人员查询及设置添加人员的权限。使不同的部门人员不能看到的其他部门的核心资料。
六大管理部分构成的生产体系,从原材料的购买储备、生产加工成本的经济核算、管理效率的提高、到产品质量高信誉的保证,各项环节均要狠抓落实、实事求是、脚踏实地。采用现代生产管理方法来管理生产运作系统,提高柔性化生产能力和对市场的响应能力,从而进一步提升工作效率和经济效益。
参考文献
[1]张国珍,吴晓光.输电铁塔生产管理系统研究与实践[J].电力建设,2005(7)
[2]蒋玉明,罗阳,王杰,等.面向钢板优化套料的生产综合管理系统的设计及应用[J].制造业自动化,2000(10)
[3]彭烈辉.ERP系统中物料管理系统的设计与实现[J].制造业自动化,2005(10)
[4]潘双夏,高飞,冯培恩.批量客户化生产模式下的模块划分方法研究[J].机械工程学报,2003(7)
[5]顾基发,唐锡晋,朱正祥.物理——事理——人理系统方法论综述[J].交通运输系统工程与信息,2007(6)
[6]蒋小盼,华中平.铁塔制造企业库存管理系统的设计与开发[J].中国制造业信息化,2009(3)
(作者单位:北京送变电公司)
