客户的成功是首要目标—联合磨削集团第三届磨削研讨会在瑞士图恩成功举办
2014-04-27Reporter汪艺WANGYi
本刊记者/Reporter 汪艺/WANG Yi

研讨会活动现场地图
联合磨削集团(United Grinding Group,以下简称集团,原为德国柯尔柏斯来福临集团)第三届磨削研讨会于2014年5月21-23日在瑞士图恩成功举行。在这3天中,整个风景如画的伯尔尼高原都围绕着硬质材料加工和精密加工这一主题,来自40多个国家的1400多名嘉宾(其中包括70多名国际记者)来到图恩参加了活动。
研讨会分3个部分:新闻发布会、现场演示和专家报告,主办方安排了48名翻译,保证整个研讨会全程提供德语、英语、法语和意大利语4种语言的同声传译。研讨会在图恩展览中心举行,展厅面积共计16294 m2,其中70%用于现场演示。展厅共展示了14台机床,总重达174.9 t。研讨会共有14个演示现场,循环进行154场技术演示,向观众现场展示应用解决方案。现场展示的同时,旁边的会议厅同期由来自United Grinding Group以及科研机构的20多位知名专家做了900分钟的关于磨床行业及制造业趋势和创新的专业精彩报告。
精密和激情使客户更加成功
集团是平面和成型磨床、内外圆磨床和工具磨床方面全球最全面的磨削供应商,旗下MÄGERLE、BLOHM、JUNG、STUDER、SCHAUDT、MIKROSA、WALTER和EWAG八大品牌都是硬质材料精加工世界市场中的优秀供应商,有了这个先决条件,企业不断拓展其一流市场地位,2013财务年度营业额超过了5亿欧元,是集团历史上第二大佳绩。

研讨会现场一隅

左:集团首席执行官Stephan Nell先生,右:集团首席运营官Michael Horn先生
集团首席执行官Stephan Nell先生在新闻发布会上说道:集团的首要任务、员工努力工作的动力以及研讨会的目的都只有一个,就是让客户更成功。2013年度是集团非常重要和成功的一年,其中50%的盈利来自欧洲以外的国家。为了帮助客户更成功,我们在世界各地都拥有代理商,从而做到距离客户很近,并且说客户所说的语言,以便更好地理解客户的需求;同时我们拥50多条专业帮助热线和250多个服务技术员为客户提供便捷的服务,450多名富有经验的专业客户关怀工作人员将随时听候客户的吩咐,从售前咨询、购买和使用全过程为客户提供服务,不仅卖机床,还把经验教给客户,为客户的需求提供及时的帮助。我们认为如果客户满意并享受产品,也会向别人推荐,因此我们非常重视客户满意度。为此我们针对客户的意见和建议还专门研发了PuLs®项目来改善客户满意度。
集团首席运营官Michael Horn先生用“如果不再改善自己,就会放弃优秀的进程”这句谚语开始了演讲,他说集团的宗旨就是用精密和激情给客户带来更多的价值,并具体介绍了PuLsR项目:集团旗下各大企业借助“净推荐值®”(Net Promoter Score,NPS)这一测量方式来了解客户满意度,同时清楚地知道客户需要什么,然后凭借PuLs®项目努力消除所有浪费并不断优化内部进程和制造流程,以便最大程度地满足客户的需求,从而高效地为客户的成功而工作。PuLsR项目的具体措施表现在:(1)减少浪费,产品过量、出现次品和不需要的运输都能造成浪费,不使用公司创新力也是一种浪费,通过这个项目集团在整个生产链和价值链上持久高效地提供满足客户需要的产品;(2)在整个集团实施专门的培训计划,提高员工为客户服务的水平;(3)员工的经验是企业的宝贵财富,这个项目能够保证各企业信息和员工的经验能够在全集团内互相交流和沟通,可以起到减少生产循环期等很多积极作用;(4)对客户需求给予最大的关注。
Stephan Nell先生最后总结道:和竞争对手相比,我们是行业中提供产品最广泛的国际性的磨削集团。集团和大学及研究机构有紧密合作,以保证技术的领先地位,并且能有效地把集团内的专有技术整合以供集团共同使用。隶属于Körber集团也是联合磨削集团运行良好的原因之一,Körber集团包含很多行业,行业之间可以开展合作,别的企业经验我们也可以吸收和使用,Körber集团有20亿的营业额,在这样的集团下可以进行长远的规划达到更好的发展。
集团的2200名员工将用更加完善的解决方案帮助航天航空、能源、汽车和汽车配件、运输和重工业、工模具制造、机械制造、刀具、精密机械以及医疗行业的客户提升其竞争力。2014年集团要更近距离地接近客户,将在31个国家参加40个展会,并且都会展出机床,给不能到总部参观的客户提供观看和操作的机会。
研讨会展出的新机床
BLOHM PROKOS XT—磨削技术的革命
BLOHM在本届磨削研讨会上首次展出的PROKOS XT,与其前身PROKOS一样都是性能优良的多轴磨削中心。机床配备了动力强劲的驱动装置和直线电机,加速度最高可达到2g,轴进给速度最高能达到120 m/min,从而使PROKOS XT尤其适用于快冲程磨削,最终使高效率和低成本的目标得以实现。

BLOHM公司的新款磨床PROKOS XT
PROKOS XT经过优化的刀具更换装置使换刀时间降到最短。该装置具有24个工位,可为完成整体加工所需的所有刀具提供刀位:砂轮、铣刀、钻头和测量探针。借助一个外部装备工作站还能在机床运行期间对它们进行更换。在PROKOS XT上也能进行钻削和铣削,这在很大程度上能够缩短流程时间,并为提高工件质量和精度带来了积极的影响。
PROKOS XT的一个独特亮点是由BLOHM和JUNG公司开发的CAD/CAM接口软件:SmartCAM。借助SmartCAM能提前对整个加工流程进行一次完整的碰撞检测,并把所有机床组件一同加以考虑,这样能最大程度地避免发生碰撞和机床停机事件。SmartCAM不仅具有独立开发的操作界面,还支持久经考验的BLOHM循环编程,因此能在机床上迅速顺利完成参数调整。在创建数控程序时,SmartCAM也能对铣削或钻削等加工操作加以考虑。配备了富有前瞻性的CAD/CAM接口SmartCAM后,PROKOS XT将开辟全新应用领域。
JUNG J600—极高水准的成型精度

JUNG公司的新型平面和成型磨床J600
JUNG公司的J600是全新J家族推出的首台机床,可满足从单件加工到小批量生产的大量应用需求,其设计磨削范围为300 mm×600 mm。
该机床采用模块化系统,从而能与相关客户要求达成完美匹配。工作台轴使用了液压滑动导轨EasySlide,使其具有杰出的阻尼特性。高精度滚珠丝杠为极高的加速度和进给速度提供了保障。
J600操作舒适,工作区配备了双移门和检修口,确保机床操作和清洁达到最佳水准。在同时使用X、Y和Z轴手轮情况下,凭借机床的另一大亮点—EasyMode,可实现半自动磨削、手动磨削。
J600通过多边形磨削这一独特的软件扩展功能开可在一次装夹情况下完成任何360°轮廓的磨削。另外还能以极高水准的成型精度完成外圆和非圆磨削任务。
STU DER S141—长工件内圆磨削问题圆满解决
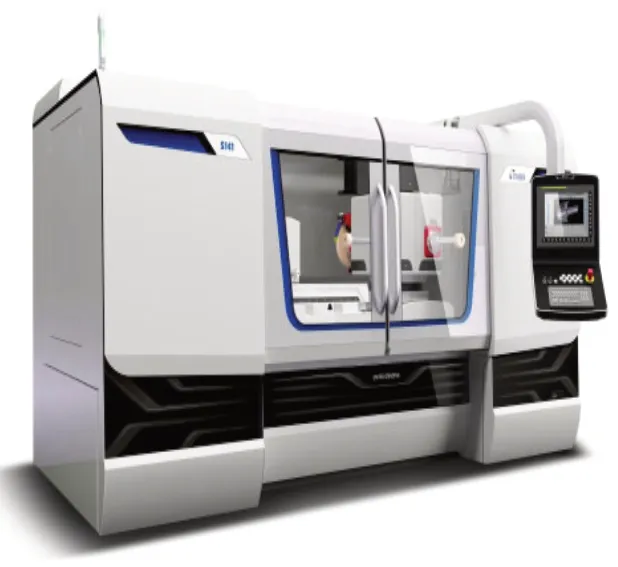
STUDER新型内外圆磨床S141

长主轴内锥度加工
STUDER公司凭借万能内外圆磨床S141这一新品进入了一个全新的市场领域—长工件磨削。S141是磨削主轴、主轴箱、转子轴的理想机床,还可加工工具机床、传动件、航空和模具制造领域的大量工件。
S141不仅能采用轴头装夹方式加工短工件,而且尤其适用于采用跟刀架加工长度不超过1300 mm的工件。其中,内圆磨削最大磨削长度为250 mm,外圆磨削最大磨削长度则为150 mm。工作台上方的回转直径为400 mm,最大工件重量为250 kg。这一由图恩磨削专家最新开发产品所能达到的关键数据,给人留下深刻的印象。
SCHAUDT CrankGrind—新型曲轴磨床
SCHAUDT公司的新型CrankGrind机床也在本届研讨会上迎来其全球首演。此机床专为高速磨削曲轴主轴颈和连杆颈设计,配备了双十字滑台,能采用两片最短相距15 mm的砂轮同步加工相邻的主轴颈和连杆颈。从而在改善磨削质量的同时显著缩短加工时间。

新型曲轴磨床SCHAUDT SrankGrind

在SCHAUDT CrankGrind上采用2片砂轮磨削曲轴
久经考验的Granitan®床身为稳定的高精度磨削流程创造了良好的基础,该床身具有很高的热稳定性和非常优秀的减振性能。CrankGrind的Z轴配备了受到数千客户好评的 StuderGuide®导轨,该导轨由液压滑动导轨和静液导轨组合而成。在整个速度范围内,它都能提供最高的精度、承载力以及强大的缓冲功能。X轴则配备了全静液导轨。驱动借助直线电机实现,以使最高水准的精度和动力得到保证。
CrankGrind的所有通道都设计得非常便于保养,且通行方便。机床内部的可见区域更大,使操作人员在磨削时能观察到更大的范围。另外,机床设计紧凑,从而能顺利地采用手工方式上料,也可通过一台龙门式上料机自动上料。
EWAG LASER LINE ULTRA!超硬刀具生产的一次飞跃
作为对现有磨削、电火花加工和测量技术的补充,EWAG公司也凭借LASER LINE ULTRA进入激光技术领域。这样,WALTER和EWAG公司成为刀具加工各种技术方面的全方位供应商。
轻质材料得到越来越广泛的使用,如:碳素纤维(CFK)和特种铝合金,这使金刚石刀具的应用领域得到了扩展。这种使用超硬切削材料(如化学气相沉淀金刚石)的趋势使当今磨削和电火花加工技术遇到了“玻璃天花板”。激光技术的应用将使这一极限得以突破,激光加工工艺在刀具加工的灵活性、质量和生产效率方面树立了新的标杆。采用激光不仅可完成刀具的轮廓加工,而且还能借助激光烧蚀完成三维型腔或断屑槽的加工,尤其是金刚石刀片。使用现代化超短脉冲激光技术能使材料得到直接气化,而没有显著的热传导(冷态烧蚀)。另外,与传统磨削或电火花加工工艺的一个明显区别在于,激光加工过程中不施加作用力且不使用冷却润滑液。随着LASER LINE ULTRA的开发,EWAG跟上了最新切削材料和刀具的未来发展潮流。

EWAG LASER LINE ULTRA
该机床把一个5轴联动机床运动机构(X/Y/Z/B/C)置于一个3轴激光射线导向机构(U/V/W)之上,使其能在一次装夹情况下完成刀片的激光加工和复杂断屑槽的激光烧蚀。激光器的控制已被完全整合于机床软件中。激光射线通道是完全密闭的,并采用具有稍许过压的保护气体进行了保护,以防止受到外部影响。激光源和相关光学元件都集成在水冷却回路中,从而确保了尽可能高的工艺稳定性。所形成的烟气和被气化的材料将通过集成在机床中的抽吸装置直接抽出并输送至相关抽吸/过滤系统。整套设备所需占地面积仅为5m2,该设备也因此成为最紧凑的超硬刀具高端激光生产中心。
参观Studer工厂
5月23日参加这次研讨会的一些人员还有幸参观了集团位于图恩地区的Studer工厂,集团对技术的不断追求、精益求精和可持续发展给参观者留下了深刻的印象。
首先参观了大理石床身的展示厅,大理石床身在吸振性和抗热变形等方面相比于铸铁床身有着显著的优越性,联合磨削集团在大理石床身的制作上不仅充分利用了其优点,而且还考虑了环保问题,采用的石材和粘结剂都是环保的,废旧的床身材料回收后如果需要还可以重新加工成新的床身,如果不需要,打碎后可以放在河床中,没有污染。

Studer工厂办公楼
博物馆里展示了从最早一台产品开始的各个发展时期的产品,有些早期的产品至今还可以开动。
产品装配过程中需要很多零部件,在高达两三层楼的库房里几千种零部件摆放整齐,根据装配现场的信息,工作人员需要准确及时地把零部件送到相应的装配地点。装配环节根据工装要求,制定相应的流程,有些环节需要机床不动,不同工序的人员根据安排移动工作地点,而有些是机床动人不动,相应地零部件也要准确地送到需要的地点。
工厂里有很多经验丰富的年纪较长的和年轻的员工一起工作,他们是师傅和徒弟的关系,有些员工已经在工厂里工作了几十年,现在把经验传授给年轻员工,同时这些年轻员工在学习过去经验的同时还用自己的能力操作现代化的新机床,不断传承保证技术的持续发展。在刮研车间,很多经验丰富的职工用胳膊上套的工具聚精会神地辛苦工作。
这次研讨会内容丰富多彩,对来宾是一次360°全方位考察硬质材料加工领域的机会,能够了解到磨削行业发展的方向并得到很多信息,为集团员工和客户进行沟通和交流更是提供了一次绝佳的机会。集团旗下八大知名品牌根据客户需求不断对自己的产品提出新的要求,并在集团技术人员对创新的不断追求,技术工人在严格规程下的认真工作和管理人员结合信息等先进技术不断完善内部流程管理等的基础上,及时推出满足市场需求的高质量产品,始终如一地为帮助客户成功而不懈努力!
