数控车床气密检测机构的设计
2014-04-24刘大敏陈丽文曹振波
刘大敏 陈丽文 曹振波
(沈阳机床集团股份有限公司沈一车床厂技术部,辽宁 沈阳 110142)
气密检测技术在国防领域、汽车领域、高中压气动及液压元件领域、电气设备领域、化工领域等,均有广泛应用。在机床领域,气密性检测已大量应用于气动元件、液压元件的生产和检测。而当今制造业人力成本日益提高,机床自动化需求日益增多。在机床自动化加工过程中,通过气密检测来判断被加工工件装卡是否到位也是目前机床行业普遍采用的手段。为此,现将笔者公司ETC1625 数控车床应用气密检测技术设计的检测结构作一介绍。
1 气密检测结构的原理
气密检测,即通过气密性检测手段达到目标测定值的定性或定量检测。气密检测通常使用差压测量法,气源通过气动三联件后,它的测量系统包括两条线路:一条与标定零点压力联接(如大气等),一条与被测对象联接。测量系统加压后,通过测量被测对象与标定零点压力的压差,即可检测被测对象的目标测量值。
如图1 所示,根据气动原理,设计气源通过气动三联件S1 后分两条通路,通路Ⅰ中的空气通过固定节流孔S2 后,再通过可调节喷嘴S4,将空气排出到大气中;通路Ⅱ中的空气通过固定节流孔S3 后,通到检测喷嘴S5,检测喷嘴连接到卡具定位面。通路Ⅱ上有压力表测量通路压力,通路Ⅰ与通路Ⅱ之间有压差传感器S6 测量压差。调节S4,使两通路压差为0,当被加工工件安装到位时,通路Ⅱ内气压增大,压差传感器检测到压差信号变化,反馈到机床数控系统,表示被加工工件安装到位,机床正常工作,反之,S6 会产生报警,机床停机。

2 气密检测机构的设计
2.1 数控车床主轴连接气密检测机构的设计
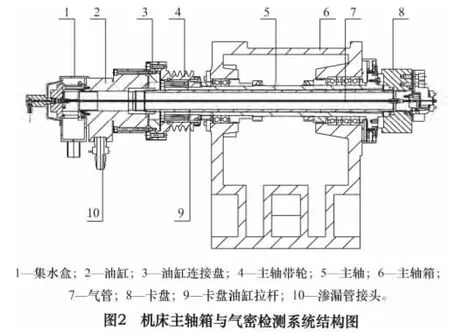
如图2 所示,该机床采用单主轴主轴箱,以V 型带传动,电动机通过皮带轮直接带动主轴转动。卡盘安装在主轴的前端,旋转油缸装于主轴的后端,两者通过拉杆连接起来。气密检测机构用于检测被加工工件是否安装到位,因此气密检测机构安装在数控机床主轴内部,并与前端机床卡盘、后端油缸连接。气密检测精度为0.02 mm,保证了加工工件设计要求,并与桁架机械手等自动上下料机构组合成自动生产线。
2.2 气密检测机构与卡盘的连接
如图3 所示,该机床加工工件由卡爪撑内孔,并靠在检测元件的安装定位面上。检测元件连接在卡盘前端,气源通过气动三联件进入检测元件内,当卡盘处于夹紧状态时,加工工件装卡到位,检测通道的气压升高,压差传感器收到信号,反馈给机床数控系统,表示机床工作状态正常,可以进行加工。反之,如果检测通道气压没有升高,说明工件装夹不到位,机床会停止工作并发出警告。当卡盘松处于开状态时,表明机床目前没有装夹工件,对压差传感器不进行信号判断。

2.3 气密检测机构与油缸连接
如图4 所示,油缸可以分为3 个部分:(1)旋转移动部分,既随着主轴旋转又随着卡盘油缸拉杆伸缩而移动;(2)旋转部分,随着主轴旋转,但不随着卡盘油缸拉杆伸缩而移动;(3)固定部分,保持相对位置基本不变。回转接头可以分为两部分:旋转部分和固定部分。回转接头旋转部分通过连接盘、连接板与油缸旋转部分联接,检测盘与卡盘旋转移动部分的螺纹联接,这样检测盘与回转接头、连接盘同时同角速度随着主轴旋转,而检测盘在主轴轴向的运动,通过检测检测盘的主轴轴向位置即可检测卡盘卡爪是否到达夹紧(或松开)位置。

3 结语
本文从气密检测原理角度出发研制的气密检测技术已应用在40 台ETC1625 数控车床上,实践证明,该装置很好地满足了高精度、高效率的设计要求,测试准确率99%以上。该配置气密检测机构的车床在用户与桁架式机械手配套使用,组成了自动化加工单元,实现了无人化加工,满足了自动化生产需求,值得推广。
[1]李成贵,曾升渝.气密性检测技术及其设备[J].内燃机,1996(5):18.
[2]傅晓云,杜经民,李宝仁.气密自动检测装置的研究[J].液压与气动,2005(5):37 -39.
[3]王先奎.机械加工工艺手册[M].北京:机械工业出版社,2011.
[4]现代实用机床设计手册编委会.现代实用机床设计手册[M].北京:机械工业出版社,2006.
