凸轮轴螺纹的高频回火工装夹具设计
2014-04-23姜如松赵泽辉文春
姜如松 赵泽辉 文春
(①湖南衡阳财经工业职业技术学院机械系,湖南 衡阳 421001;②湖南衡阳油泵油嘴有限公司,湖南 衡阳 421008)
凸轮轴是喷油泵的传动构件,它推动柱塞泵的柱塞往复运动使密闭空间的容积发生变化,从而向发动机供应高压的燃油。某公司的凸轮轴材料为20Cr,加工工艺为:锻坯→粗车→渗碳→车圆锥、螺纹→淬火、回火→螺纹部位正火→精加工。凸轮轴淬火工艺:820℃+2 h,保护气氛碳势0.90%C,回火200~230 ℃+2 h。凸轮轴在保护气氛中淬火后螺纹部位表面有0.25~0.30 mm 的渗碳硬化层,该渗碳层在淬火后有马氏体+残余奥氏体组织,硬度为59~63 HRC。螺纹硬度太高,工艺上要求采用高频炉正火。高频加热时螺纹部位呈淡红、亮红色,目测温度800~850 ℃。该工艺尽管使用了不少年,但是凸轮轴在装配和使用过程中不时出现螺纹崩丝和滑丝、甚至在凸轮轴的圆锥部位出现断裂现象。
凸轮轴零件的简图如图1 所示。两端螺纹分别是喷油泵与发动机连接安装提前器端的M20 和安装调速器端的M14。该凸轮轴的图纸技术要求为凸轮部位硬度58~62 HRC,螺纹部位硬度180~230 HB。
1 螺纹技术要求分析
1.1 螺纹高频正火工艺分析
螺纹正火采用的设备为常州GP-15A 型高频炉。正火工艺为频率110 kHz,电流100 A。正火过程高频炉自动控制加热两端螺纹的时间。通过观察,操作人员在线圈内加热螺纹时依靠手工几乎不可能使螺纹中心线和线圈中心线重合,出现了螺纹两侧加热颜色有明显的差异,因此螺纹在垂直于凸轮轴轴线的都面上硬度不均匀,检测硬度差值最大为120 HV。同一工件上的硬度范围远超过国家标准的要求[1]。
凸轮轴螺纹在感应线圈的加热长度没有控制,圆锥部位也能进入线圈加热,从而导致圆锥部位正火、硬度降低,分析已断裂的凸轮轴圆锥部位表面硬度为237 HV。
1.2 螺纹的技术要求改进
螺纹原来的技术要求没有考虑到M20 和M14 螺纹的使用性能的不同。
我们对螺纹部位的使用技术要求做了仔细的分析。M20 螺纹位于凸轮轴的驱动端,是喷油泵的动力来源,按照装配图纸技术要求的扭矩大小,参照国家标准,它的技术要求应该是9.8 级螺纹,硬度30~36 HRC(289~338 HV)。同样,连接提前器端的螺纹M14 的技术要求是8.8 级螺纹,硬度要求为22~28 HRC(237~274 HV)[2-3]。根据这种技术要求设计,我们对两端螺纹应该进行回火,而不是正火[2,4]。结合对圆锥部位的受力分析,该部位由于受到螺纹部位回火的影响,距离圆锥小端5 mm 范围内的硬度容许低于40 HRC(377 HV),超过5 mm 以后硬度不低于55 HRC(599 HV)[2,5],如图2 所示。

2 螺纹回火工装夹具设计思路
2.1 回火工装夹具设计
(1)夹具结构及各部分作用、电液控制图
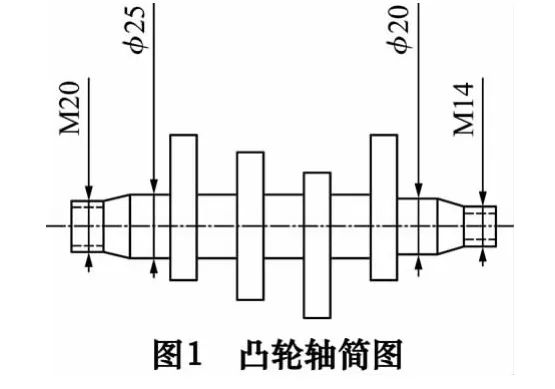
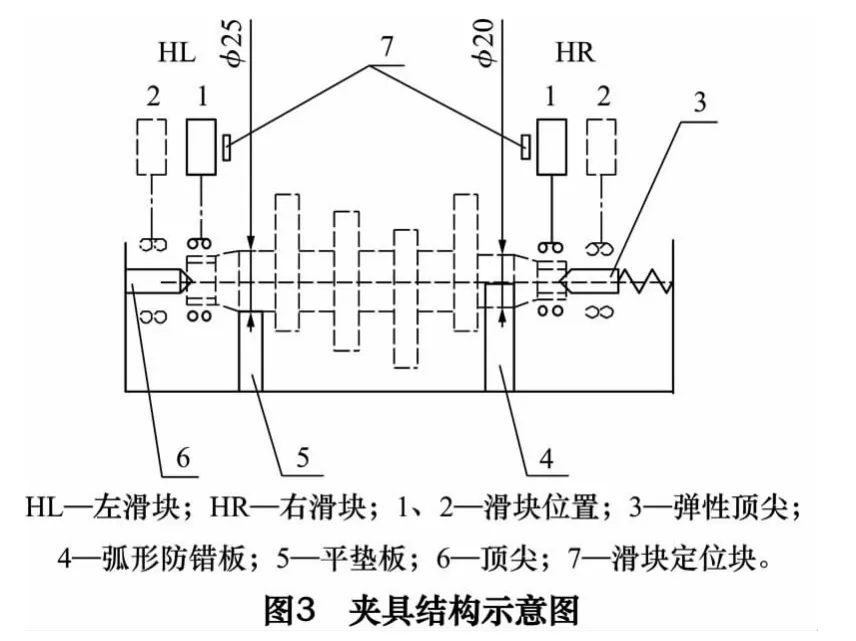
夹具结构设计示意图如图3 所示。HL、HR 是两个安装有感应线圈可以在导轨上滑动的滑块。它有1、2 两个位置,1 是工作加热位置,2 是两滑块分别向夹具外侧滑动的准备位置。弹性顶尖3 和固定顶尖6用于定位凸轮轴的轴线,弹性顶尖压下时可以装夹凸轮轴。弧形防错版4 的圆弧直径为φ20 mm,用于安装凸轮轴的小端φ20 mm,防止凸轮轴的大端φ25 mm 装夹在此位置。平垫板5 支撑凸轮轴,防止凸轮轴的磕碰[6]。电液控制图如图4 所示。
(2)夹具运行过程
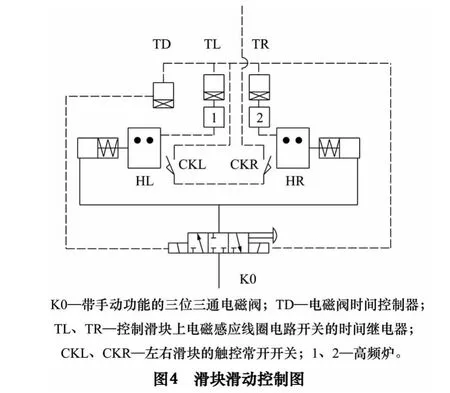
启动高频炉和液压泵的电源后,在两顶尖上安装好凸轮轴,摁下电磁阀K0 的按钮,液压油进入液压缸推动活塞杆带动滑块到达1 位置,此时两滑块分别触动了触动开关CKL、CKR。两个触动开关接通把信号传递到电磁阀K0,使得电磁阀右端停电,电磁阀到达中封位置,滑块固定。同时信号传递到TR、TL、TD 这3 个继电器启动。TR、TL 分别控制两台高频炉1、2 给线圈通电加热。TD 时间继电器控制电磁阀K0 的左侧通断电,它的设计时长超过了TR 或TL 的时长。电磁阀K0 的左侧通电,两液压缸的液压油流回油箱,液压缸的弹簧推动滑块到达2 位置。电磁阀K0 的左侧断电,两滑块返回2 位置,电磁阀又到达中封状态,工装夹具进入下一次工作循环[7]。
2.2 夹具验证
取一根凸轮轴经过螺纹回火后,按图5 所示部位(螺纹顶部D、节圆J、螺纹根底部G)在距离表面0.1 mm处进行维氏硬度检测,每个部位检测3 点取平均值,结果如表1 所示。
按图6 所示,沿凸轮轴的横向剖开螺纹,在螺纹圆周的相互垂直的方向上检测螺纹节圆部位的硬度,检查螺纹回火在螺纹圆周方向上的均匀性,每个部位检测3 点取平均值,按样品的顺序检查了4 根螺纹,结果如表2 所示。
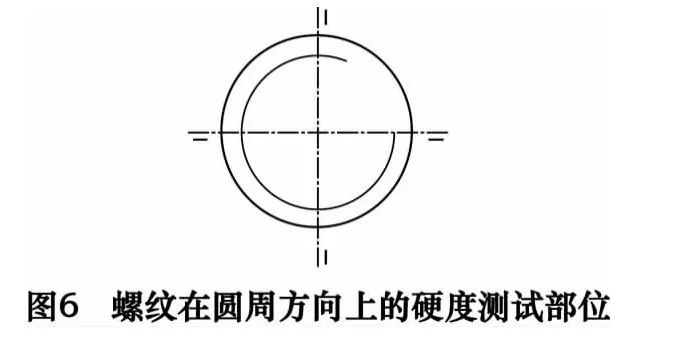
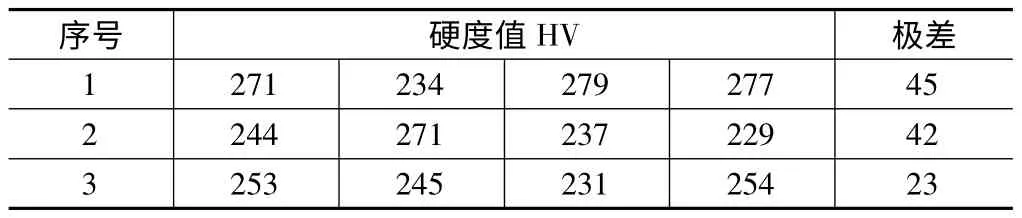
表2 螺纹在圆周方向上的硬度测试结果
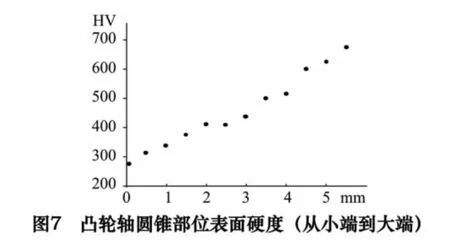
从表1、2 可以看出螺纹牙顶、牙节圆和牙根部硬度均在设计(230~280 HV)要求范围内,螺纹圆周方向上的硬度极差为45 HV,符合国家标准。螺纹横截面对应点D、J 和G 点的极差分别是26、28 和25 HV,符合国家标准。同一螺牙上D、J 和G 点的之间的极差分别是37、33 和28 HV,符合国家标准。凸轮轴圆锥部位硬度变化曲线如图7 所示,满足技术要求。
3 生产应用效果
(1)效率大幅度提高。使用该工装夹具15 s 可以完成一根凸轮轴两端螺纹的回火,每天8 h 工作计算,每人可以完成1 600 根凸轮轴的回火任务。与以前3 个人8 h 才能完成近2 000 根凸轮轴的螺纹退火工艺相比,效率提高了60%。螺纹两端同时回火和夹具防错结构的设计,使得操作人员劳动强度大幅度降低。
(2)质量明显提高。采用该工装夹具近两年时间内再未出现因为螺纹硬度不合格引起的崩丝和滑丝以及凸轮轴在圆锥部位断裂现象。
[1]JB/T 9201—1999 钢铁件的感应淬火回火处理[S].北京:机械工业出版社,2007.
[2]GB/T 1172—1999 黑色金属硬度及强度换算[S].北京:中国标准出版社,1999.
[3]GB/T 3098.1—2010 紧固件机械性能螺栓、螺钉和螺柱[S].北京:中国标准出版社,2011.
[4]王乾.金属材料及热处理[M].北京:劳动和社会保障出版社,2004(2):70 -72.
[5]潘振鹏.小轴端面高频感应加热淬火工艺探索[J].热加工工艺,1999(3):32 -34.
[6]洪惠良,孙嘉兵.夹具设计[M].4 版.北京:中国劳动和社会保障出版社,2011.
[7]王积伟.液压传动[M].北京:机械工业出版社,2010:103 -135.