钻攻中心的高速切削技术研究与优化
2014-04-23赖立迅
刘 江 赖立迅
(①常州机电职业技术学院,江苏 常州 213164;②常州创胜特尔数控机床设备有限公司,江苏 常州 213164)
钻攻中心凭借其高速、高精度的加工特点,备受市场青睐,是苹果、三星等3C 产品零件的制造关键设备。为了提高我国制造装备技术水平,从“中国制造”向“中国创造”转变,笔者单位与与常州创胜特尔数控机床设备有限公司“校中厂”共同研制ZH540B 钻攻中心,通过系列攻关,解决了钻攻中心高速切削的关键技术问题,总体技术指标已接近日本 FANUC 和BROTHER 公司的钻削中心的水平,并广泛用于企业生产。本文主要从系统研究钻攻中心的高速切削技术,充分提高加工效率,从而提高用户的单位时间产值,提高产品的竞争力。
TOM-ZH540B 钻攻中心采用FANUC-0I-MATED数控系统,主轴与主轴电动机采用联轴器直连方式,采用βiI 6/10 000 主轴电动机,主电机功率5.5/7.5 kW,主电动机扭矩35/47 N·m;采用X、Y、Z 这3 个伺服轴,其中X、Y 坐标轴为移动工作台,Z 坐标轴带动主轴垂直运动,三个轴均采用线性导轨、16 mm 大螺距丝杠传动,X 轴、Y 轴采用βis 12/3 000 伺服电动机,进给轴电动机12 N·m,Z 轴采用βis 22/3 000,进给轴电机22 N·m。通过对基本参数设定,坐标轴移动速度提高、刚性攻丝优化等方面进行研究与优化,机床的效率有了大幅提高,同时保证了加工零件的精度,满足了用户需求。
1 基本参数设定
1.1 进给轴电机初始化
由于数字伺服控制是通过软件方式进行运算控制的,而控制软件是存储在伺服ROM 中。通电时数控系统根据所设定的电动机规格号、齿轮传动比、检测倍乘比、电动机方向等其他适配参数,加载所需的伺服数据到工作存储区(伺服ROM 中写有各种规格的伺服控制数据),而初始化设定正是进行电动机规格号和其他适配参数的设定。伺服电动机初始化参数设定见表1 所示。
FANUC 数控系统默认的检测单位为0.001 mm,则设置值为2 即可,为了提高机床的控制精度,现将系统的检测精度提高一个等级,采用检测单位为0.000 1 mm,即参数No.1820 设置值为20;伺服轴均采用联轴器直连方式,丝杠杆螺距为16 mm。
根据柔性齿轮比计算公式N/M=电动机一转丝杆移动的距离(检测单位为:0.1 μm)/1 000 000,对于螺距为16 mm 的轴,其柔性齿轮比为:No.2084/No.2085=16 ×10 000/1 000 000=4/25;参考计数器容量No.1821=16 ×10 000=160 000。
对于导入标准参数的机台,用户在进行伺服电动机初始化设置时,只需要根据电动机型号及进给轴方向,对参数No.2020、No.2022 进行设定后,断电重启即可。该设备伺服电动机初始化参数具体设定见表1。

表1 伺服电动机初始化参数设定
1.2 主轴电动机初始化设定
主轴电动机控制接口为主轴串行输出,串行输出中输出到主轴的命令值为数字数据,同时使用外接位置编码器与CNC 相连,用于检测主轴的位置。正确进行主轴电动机初始化设定,保证主轴定向、定向停等功能的实现。主轴电动机初始化参数设定见表2。
主轴电动机的最低/高钳制速度计算为:
P3735=(主轴电动机所要获得的最低钳制转速/主轴电动机的最高转速P4020 的值)×4 095
P3736=(主轴电动机所要获得的最高钳制转速/主轴电动机的最高转速P4020 的值)×4095
主轴电动机的最高转速为P4020 的值,该值在主轴电动机初始化后自动设定;由于钻削中心主轴与主轴电动机采用联轴器直连结构,故设置主轴最高转速值P3741 与P4020 一样。
参数P4002 设置主轴传感器的种类。钻削中心主轴采用电动机编码器进行位置反馈,即P4002#0=1即可。
用户在进行主轴初始化时,首先需要根据主轴电动机的型号对参数P4133 进行设置,通过参数P4019#7 设置为1 后断电重启,完成主轴初始化,最后根据表2 说明对参数P3741 和P4002 进行设置。具体主轴电动机初始化参数设定见表2。

表2 主轴电动机初始化参数设定
1.3 其他重要参数设定
进给轴和主轴完成初始化设定后,需要通过修改参数P1815#4、#5,完成机床原点设定。在原点设置成功后,通过参数P1320、P1321 的设置,对机床各轴软限位设定。由于采用夹臂式刀库换刀,换刀时Z 轴要向正方向移动,换刀时将G7.6 激活,存储行程极限I 有效,行程限位使用参数P1326、P1327 设定值,换刀结束后,回到正常加工时行程限位。其他重要参数设定见表3。

表3 其他重要参数设定
2 坐标轴移动速度提高
2.1 快速进给速度及各轴增益的提高
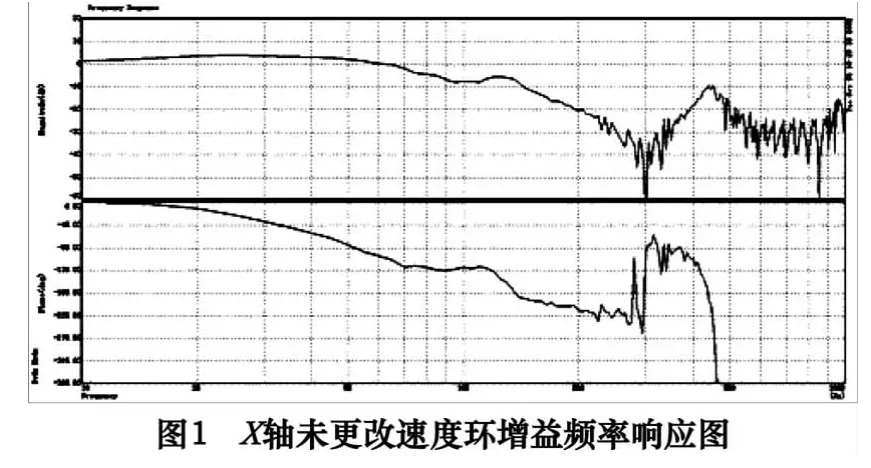
以X 轴调整为例,根据机床配置要求,结合机床伺服电动机、滚珠丝杠、线性导轨的承载能力,将G00快速进给速度提高到48 m/min,未更改速度环增益响应频率响应图形如图1 所示。通过提高各轴的速度环增益P2021 从200 调整到350,调整时结合滤波器功能消除各轴的高频振动点,然后再逐步提高伺服的速度环增益,最终设定速度环增益为极限值70%~80%,即图1 中幅频曲线开始下降的地方对应的频率接近10 dB,在1 000 Hz 附近的幅值应低于-20 dB。更改后频率响应图形,如图2 所示。
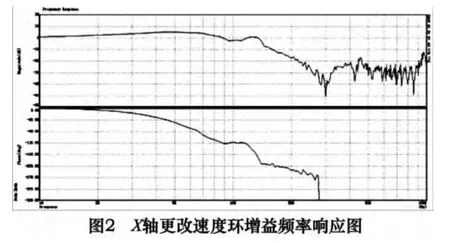
对应各轴速度环增益提高之后,再提高各轴位置环增益P1825,将各轴位置环增益从3 000 提高到5 000,提高各轴的伺服刚性,并通过测定各轴TCMD波形,保证各轴运行平稳。提高位置环增益后,各轴TCMD 波形如图3 所示。
2.2 各轴快速移动加速度的调整
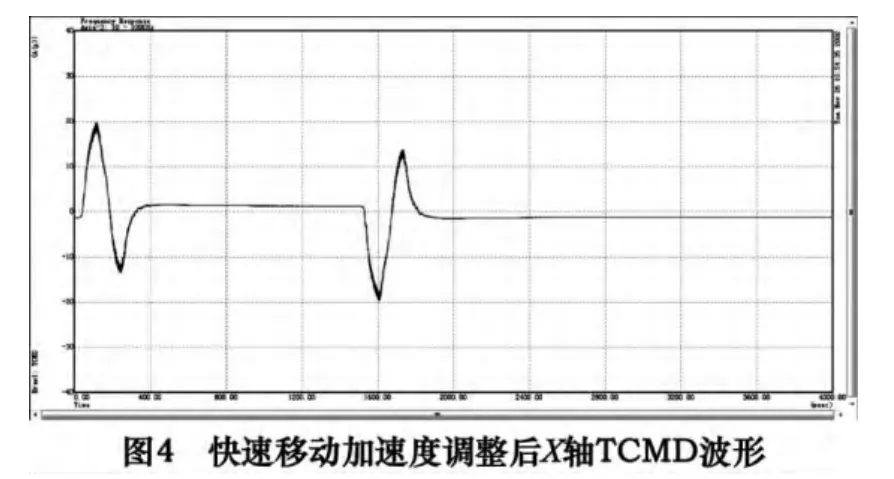
各轴增益调整完成后,为进一步提高各轴速度,各轴的最高移动速度是一个决定因素,其中各轴的最大加速度也直接决定了机床的加工速度。TCMD 曲线调整要求是在加速和减速段(斜线段)过渡平滑,无过冲现象;恒速度(直线段)电流粗细一致,中间没有波动;TCMD 曲线电流最大值不超过放大器电流最大值的80%。减小G00 时间常数,同时确认加减速时的电流输出,在机械部件能承受的范围下,尽量提高加减速时的电流,使加减速时电流尽量接近对应放大器的最大输出电流,此时为最优快速加速时间常数设定。通过测定,将G00 加减速时间常数P1620、P1621 分别设定为100、40。同时将P1601#4 设为“1”,开启了快速移动程序段重叠功能,将P1722 设为“50”,设定快速移动程序段重叠时减速比为50;将P2212#6 设为“1”,切削/快速进给位置环分开控制P2201#1 设为“1”,将P1825 快速进给位置环增益改为300,切削时速度增益倍率由200 减小到150。更改之后对应各轴TCMD 波形如图4。
2.3 其他参数的更改
将P1801#4 设为“1”,使用快速进给与切削进给分开控制,将快速进给到位宽度P1826 从20 增加到2 000,切削进给到位宽度P1827 从0 增加到20。测试空行程程序运行时间为28 s,比调整增益、加减速时间常数后减少9 s。
更改先行前馈系数从7 000 到9 000、插补前加/减速的每个轴的允许最大加速度从200 到600。更改完成之后,测定空行程程序运行时间为21 s,比调整增益、加减速时间常数后减少16 s。
3 刚性攻丝的优化
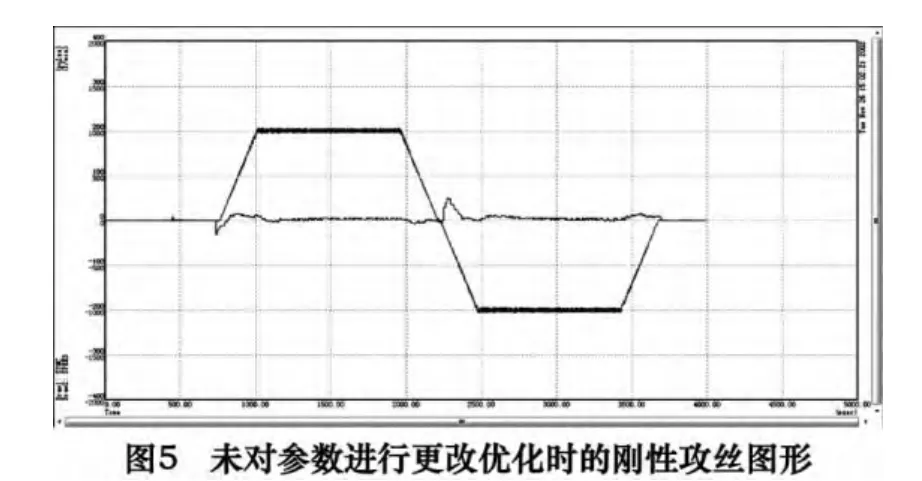
提高机床各坐标轴移动速度后,对换刀、钻孔、攻丝速度的提高有一定的影响,但只是单纯从移动速度上的提高。对于刚性攻丝,还有其他参数对其有较大的影响,对参数设定数值进行更改,对比其对刚性攻丝速度、冲击、误差的影响,最终设定最佳的数据。未对参数进行更改优化时的刚性攻丝图形如图5 所示。
3.1 主轴速度环前馈系数的调整
通过逐渐提高P4037 主轴速度环前馈系数,且保持主轴前馈和攻丝轴Z 的前馈系数设定一致。分别测试参数P4037 为“0”与“200”时,执行刚性攻丝程序,运行时间减少1 s,但攻丝时主轴冲击声明显增大,且攻丝误差变大。故此参数保持为0。
3.2 刚性攻丝中主轴和攻丝轴的位置控制的环路增益的调整
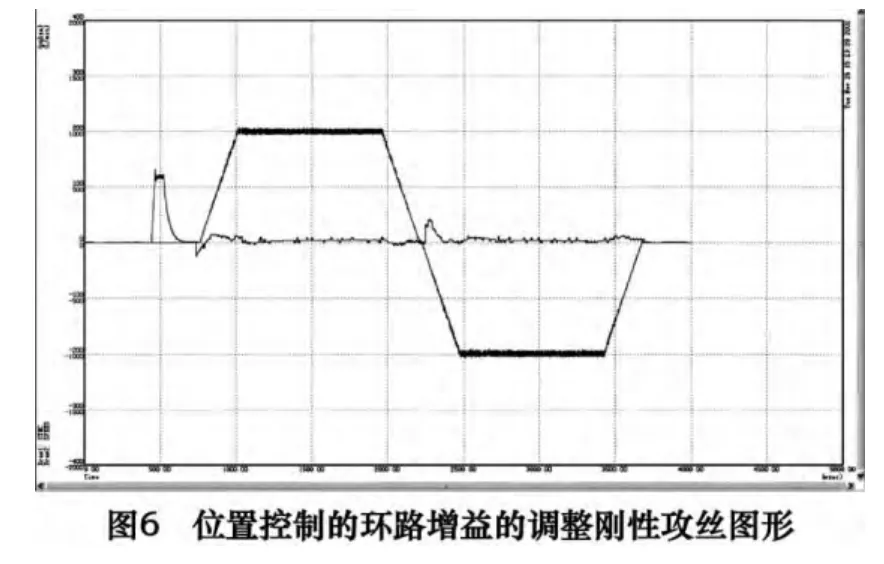
刚性攻丝中主轴和攻丝轴的位置控制的环路增益,初始值设定为2 000。分别将刚性攻丝时的攻丝轴的位置增益P5280 与伺服方式/主轴同步控制时的主轴的位置增益P4065~P4068 设定为“3 000”与“5 000”,分别测试运行刚性攻丝程序,查看刚性攻丝误差诊断参数453。将位置环增益改为“3 000”后,时间减少0.4 s,无较大的冲击,但攻丝误差减小;将位置环增益改为“5 000”后,刚性攻丝误差超出笔者公司规定。故刚性攻丝参数设定为3 000,对应刚性攻丝图形如图6 所示。
3.3 刚性攻丝加/减速时间常数的调整
刚性攻丝加/减速时间常数的调整,在设定好固定攻丝最大速度下,逐步减小加/减速时间常数,保证刚性攻丝误差在允许范围之内。通过观察刚性攻丝图形及诊断参数,逐渐减小加减速时间常数,最终设定为300。运行刚性攻丝程序,时间减少9 s,刚性攻丝误差在笔者公司规定范围之内。对应刚性攻丝图形如图7所示。
3.4 伺服方式/主轴同步控制时电动机电压的调整
据相关资料表明,伺服方式/主轴同步控制时电动机电压初始设定值P4085 为“30”,此参数对刚性攻丝效率影响较大,建议将此参数设定为“100”。试验过程中,先后将此参数设定为50、80、100,通过对攻丝程序运行时间、攻丝误差、攻丝声音比较,发现电动机电压升高之后,对攻丝时间及攻丝误差影响不大,但攻丝时声音明显增加。所以此参数设定为30。

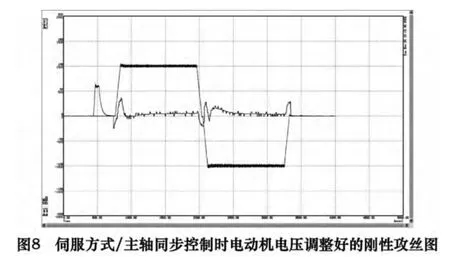
通过对刚性攻丝有关参数的单独更改测试,最终将主轴速度环前馈系数P4037 设定为“0”;刚性攻丝中主轴和攻丝轴的位置控制的环路增益P5280、P4065~4068设定为“3 000”;刚性攻丝加/减速时间常数P5261~5263 设定为“300”;伺服方式/主轴同步控制时电动机电压P4085)设定为“30”。参数调整完成之后,运行刚性攻丝程序,时间减少9 s,对应刚性攻丝图形如图8所示。
4 结语
通过对钻攻中心基本参数设置、进给轴移动速度提高、刚性攻丝的优化,机床的效率有了大幅提高,同时保证了加工零件的精度,满足了用户需求。
[1]FANUC Series 0i-MODEL D 维修说明书[Z].
[2]FANUC Series 0i-MODEL D 参数说明书[Z].
[3]FANUC Series 0i-MODEL D 功能说明书[Z].