一种复合式铝合金搅拌摩擦焊主轴的结构设计*
2014-04-23张一寒赵亚东
梁 兴 张一寒 赵亚东
(①安阳莱工科技有限公司,河南 安阳 455000;②安阳工学院,河南 安阳 455000)
搅拌摩擦焊(friction stir weld,FSW)是一种新型的固相连接技术,主要用于传统熔化焊方法难以焊接的低熔点合金材料的连接,是上世纪末本世纪初最新的铝及其合金的焊接技术,被誉为“世界焊接史上的第二次革命”,无飞溅,无烟尘,不需要添加焊丝和保护气体,焊后残余应力非常小,接头性能良好;在焊接方法、接头力学性能和生产效率上具有其他焊接方法无可比拟的优越性,是一种高效、节能、环保型的新型连接技术,已广泛应用在船舶、铁道、车辆、电机制造、飞机制造等领域。最初的搅拌摩擦焊设备是在立式铣床上加以改装而成,作为搅拌摩擦焊主要驱动部件,同时也是摩擦焊设备的主要核心功能部件的主轴,采用电动机驱动的皮带主轴或齿轮轴,转速可控性差,振动大,焊接质量差,同时焊接设备结构庞大,部分采用变频器驱动的主轴,散热效果差,搅拌头与主轴为一体,损坏后不能快速更换,同时主轴不具备回抽功能,焊接后存在的匙孔不能及时消除,无法实现点焊功能,生产效率低下。
1 铝合金搅拌摩擦焊主轴功能确定
“铝合金搅拌摩擦焊电主轴单元关键技术研究”是2013年河南省教育厅科学技术研究重点资助项目,重点研究方向为铝合金搅拌摩擦焊接主轴结构设计方面存在的问题,笔者公司为此项目协作单位。为解决目前铝合金搅拌摩擦焊接主轴存在的问题,结合国内铝合金搅拌摩擦焊主轴技术发展现状、搅拌摩擦焊工艺参数和实际铝合金搅拌摩擦焊接生产应用的需要,确定主轴实现功能如下:(1)主轴转速可控可调;(2)长时间搅拌摩擦焊接,搅拌头温升低,主轴散热好;(3)搅拌头搅拌针损坏后,能及时快速更换;(4)主轴能回抽,可消除焊接后存在的匙孔;(5)焊接时,承受压力可控;(6)气体密封,防尘效果好;(7)主轴结构简单,搅拌针插入深度可控;(8)整体设备简化,占用空间少,成本低。
2 复合式铝合金搅拌摩擦焊主轴结构设计
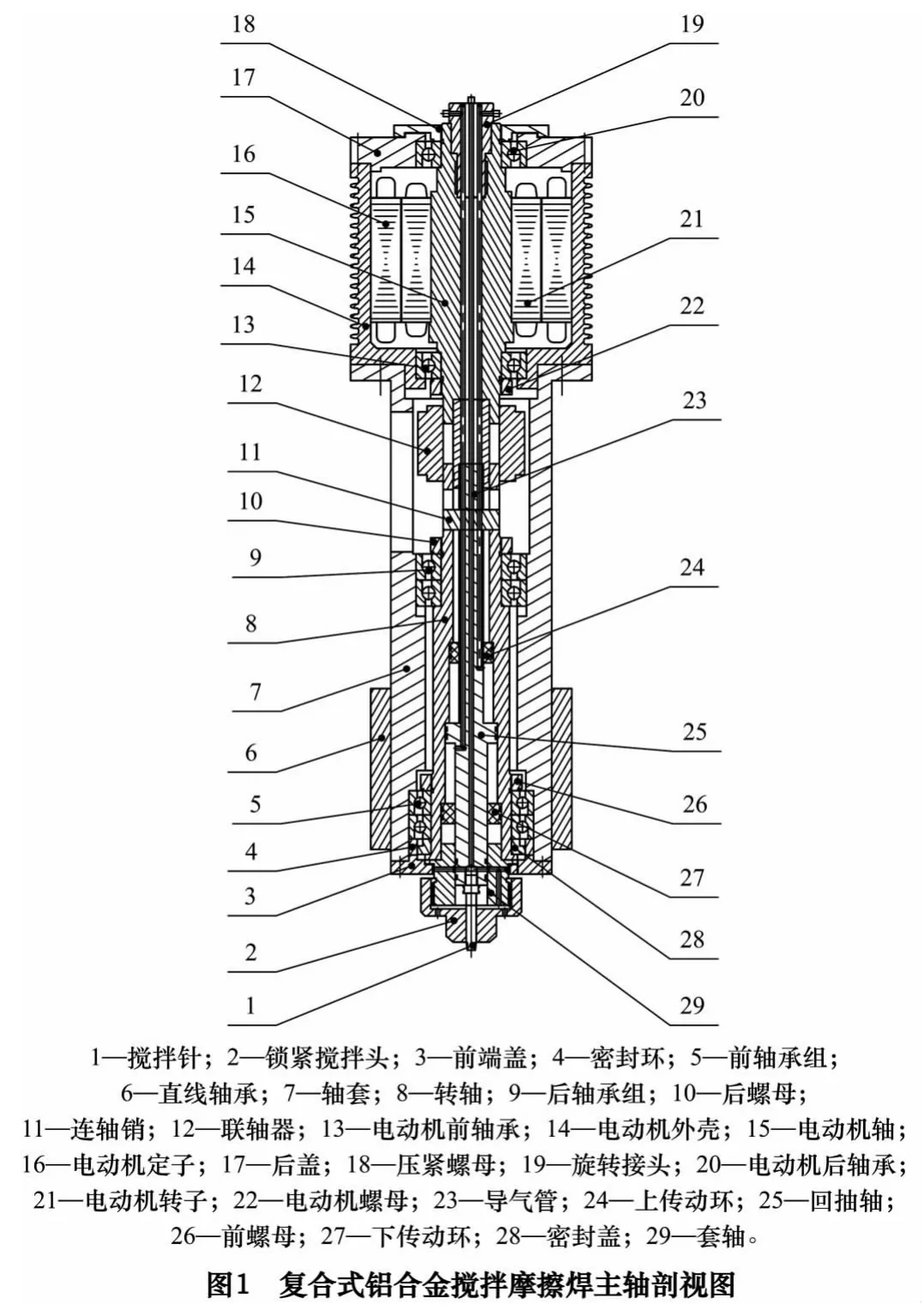
依据铝合金搅拌摩擦焊主轴的功能要求,结合现有铝合金搅拌摩擦焊主轴的结构状况,设计一种复合式铝合金搅拌摩擦焊主轴。此铝合金搅拌摩擦焊主轴为电动机部分和摩擦焊主轴部分二合一的复合式结构,电动机主轴和摩擦焊主轴通过联轴器联接传动,如图1、图2 所示。
2.1 主轴结构设计
2.1.1 电动机结构
电动机结构部分后置,电动机轴15 通过前后轴承13、20 套装于电动机外壳14 内,由电动机螺母22 和压紧螺母18 固定,在电动机轴15 与电动机外壳14 之间设计有电动机定子16 和电动机转子21,电动机外壳14 外围设计有散热筋结构。电动机轴15 为中空结构,在电动机轴15 内部设计有轴向冷却气孔和压力气孔,电动机轴下端内部设计安装有导气管23,在导气管中部设计有轴向冷却气孔和压力气孔。在电动机轴15 上端设计安装有旋转接头19,在旋转接头内部设计有冷却气孔和压力气孔并外接高压冷却气体和高压气体。
2.1.2 摩擦焊主轴结构
摩擦焊主轴结构部分前置,轴套7 外围靠近电动机外壳14 一端设计有齿条结构和长方形开口结构,在轴套旋转90°方向设计有键槽结构,同时轴套7 下端径向外围设计安装有直线轴承6。转轴8 为中空结构,内部设计有台阶气腔机构,通过前、后轴承组5和20 套装于轴套7 内,下端内表面匹配安装有套轴29。在套轴29 中部设计有冷却机构,中部外围设计有台阶结构匹配安装有前端盖3,下端外围设计有螺纹段安装有锁紧搅拌头2,并在锁紧搅拌头2 外围设计有均布键槽结构。回抽轴25 为中空结构,在轴内部设计有轴向冷却孔和压力气孔,上端设计有径向通孔并安装有连轴销11,在连轴销11 中部径向设计有冷却气孔和压力气孔。在回抽轴25 下端内部设计有螺纹段,并安装有搅拌针1。同时,在回抽轴25下部设计有径向台阶结构,在径向台阶外圆设计有2处凹槽结构匹配安装密封圈。搅拌针1 上端外径部位设计有螺纹段并与套轴29 下端中部螺纹段匹配安装。
2.2 冷却气路结构
冷却气路结构包括旋转接头19、电动机轴15、导气管23、连轴销11、回抽轴25、套轴29、锁紧搅拌头2形成。电动机轴15 中部轴向冷却气孔上端与旋转接头19 冷却气孔连接,下端与导气管23 内设置的冷却气孔连通,回抽轴25 内部轴向冷却气孔上端与导气管23 内冷却气孔连通,回抽轴25 下端匹配设置安装有套轴29,回抽轴25 轴向冷却气孔下端与套轴29 径向气孔连通,一路与套轴29 轴向气孔连通。锁紧搅拌头2 设置有均布轴向气孔,并与回抽轴25 轴向冷却气孔相通,最终形成从上端到下端依次连通旋转接头19、电动机轴15、导气管23、连轴销11、回抽轴25、套轴29、锁紧搅拌头2,到达锁紧搅拌头2 端面的冷却气路。
2.3 气腔压力调节结构
气腔压力调节结构包括回抽轴25、上传动环24、下传动环27、转轴8 形成。回抽轴25 下部的台阶上下端与上下两个传动环之间形成上下两个密闭气腔,回抽轴下部靠近两个气腔部位设置有径向气孔连通。在回抽轴内部设置有两个轴向的压力气孔,并与径向气孔连通。形成依次通过连轴销11、导气管23、电动机轴15 和旋转接头19 的压力气路,最终外接高压气体。
3 复合式铝合金搅拌摩擦焊主轴的工作运行
复合式铝合金搅拌摩擦焊主轴的工作运行过程如下:
外接三相电源,通过电动机定子16 和电动机转子21 磁场对电流受力的作用驱动电动机轴15 转动,通过联轴器12 带动转轴8 转动,同时带动下端匹配安装的套轴29 转动,并通过螺纹配合带动锁紧搅拌头2 转动,同时转轴8 通过连轴销11 带动回抽轴25 转动,通过回抽轴25 下端内螺纹带动搅拌针1 旋转。通过外部齿轮与轴套7 齿条啮合传动,并在直线轴承6 配合下,该复合式铝合金搅拌摩擦焊主轴可上下滑移,同时在轴套外围的键槽起到定位作用,防止主轴轴向偏移,设计轴套上端外围的长方形开口结构可调节联轴器,控制搅拌针1 插入深度。
锁紧搅拌头2 与被焊接铝合金工件快速摩擦产生摩擦热,使接触点铝合金材料的温度升高,强度下降,然后锁紧搅拌头2 和搅拌针1 沿着被焊铝合金工件的待焊界面向前移动,通过锁紧搅拌头2 和搅拌针1 对铝合金材料的摩擦、搅拌,使待焊铝合金材料加热至热塑性状态,在搅拌头2 高速旋转的带动下,处于塑性状态的铝合金材料环绕搅拌针由前向后转移,同时结合锁紧搅拌头对焊缝金属的挤压作用,在热-机联合作用下材料扩散连接形成致密的金属间固相连接。同时,高压冷却气体由旋转接头19 进入,通过电动机轴15、导气管23、连轴销11、回抽轴25 轴向气孔进入到套轴29 径向气孔分成两路,一路由套轴径向气孔到达套轴29 与前端盖3 间隙处,起到密封作用,另一路由套轴径向气孔折向轴向气孔,通过锁紧搅拌头2 均布气孔喷出,到达搅拌头与铝合金焊接工件工作面,实现对锁紧搅拌头2 冷却;外部高压气体由旋转接头19 两个进气孔进入,依次通过电动机轴15、导气管23、连轴销11 的气压孔到达回抽轴25 与转轴8 之间上下两个气腔,通过外部高压气体压力的调节,控制上下两个气腔压力,通过两个气腔产生的压力差实现回抽轴25 的上下轴向滑移,控制搅拌针1 插入与回抽,消除搅拌摩擦焊遗留下来的匙孔,同时通过设备配置的压力监测系统,实现对回抽轴的压力控制,也为在不同工况下,焊接压力工艺参数的调整提供改进数据。
电动机外壳14 设计的散热筋结构,在电动机高速运转时,降低电动机定子16 与电动机转子21 产生的温升;搅拌针1 损坏或锁紧搅拌头2 损坏,通过锁紧搅拌头外围键槽结构和搅拌针的螺纹及时拆卸更换。
4 结语
经初步试验验证,此复合式铝合金搅拌摩擦焊主轴的结构设计基本实现主轴功能要求,主轴的各项指标均符合有关国家标准,焊接设备整体结构简化,铝合金构件焊接质量符合国家有关标准。同时,该复合式铝合金搅拌摩擦焊主轴已申请国家发明专利(申请号:201410309066.9)。
随着铝、镁及其合金材料及合金焊接技术的发展,搅拌摩擦焊成为首选技术,作为新型焊接数控化设备核心功能部件的主轴也迅速发展,适应焊接技术和焊接设备的自动化需求。同时,对主轴功能也提出更多的需求,由单一功能逐步向多功能发展,由简单化逐步向智能化发展。通过主轴功能结构及焊接工艺参数的逐步深入研究,分析两者之间存在的关系,开发设计更加适合搅拌摩擦焊领域的主轴,为焊接设备的批量化、数控化发展提供重要的技术支持。
[1]夏罗生,朱树红.基于UG 的搅拌主轴部件设计与运动仿真研究[J].工具技术,2011(6):74 -77.
[2]贺永海,张立武.搅拌摩擦焊用搅拌头的研究发展[J].航天制造技术,2005(5):47 -51.
[3]赵维刚,张松.长铝板专用搅拌摩擦焊接机床的系统设计与分析[J].组合机床与自动化加工技术,2012(8):106 -109.
[4]孙宜华,杜良.搅拌摩擦焊的研究进展与应用[J].新技术新工,2011(6):70 -73.
[5]熊建坤,童彦刚.搅拌摩擦焊技术的研究进展与应用[J].电焊机,2008(1):33 -37.
[6]孔祥志,李长英.内装式电主轴冷却方式的探讨[J].机械工程师,2011(1):30 -31.
[7]姚君山,张彦华,王国庆,等.搅拌摩擦焊技术研究进展[J].宇航材料工艺,2003(4):24 -29.
[8]赵焊华,林三宝,吴材,等.搅拌摩擦焊应用及焊接设备简介[J].电焊机,2004(1):5 -9.